一种高温塑料注塑真空洁净进料机构
本发明涉及真空注塑,具体是一种高温塑料注塑真空洁净进料机构。
背景技术:
1、注塑机又名注射成型机和注射机,它的主要功能是将热塑性塑料和热固性料进行塑化,注射进固定模具上,制作成各种各样的塑料制品的主要成型设备。而高温塑料注塑机则是根据部分熔融塑料材质温度较好需求而生产设计;为了避免工作环境对注塑产品的影响,故而设计有高温塑料注塑真空洁净进料机构。
2、中国专利(授权公告号:cn218777001u)公布了一种高温塑料注塑真空洁净进料机构,该专利设计储料漏斗与进料管之间始终处于闭合状态,从而避免了在进料过程中外界环境与进料设备之间的接触。但是实际作业时,从供料端至注塑端,难免会混杂有气流随着物料进入,影响后续的物料滞留,甚至存在物料注塑品内中空的风险,上述专利无法有效保证整体过程中的真空作业效果。
技术实现思路
1、本发明的目的在于提供一种高温塑料注塑真空洁净进料机构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种高温塑料注塑真空洁净进料机构,包括进料组件、设置于进料组件输出端的抽真空组件、以及与进料组件相对接的供料组件;
4、所述进料组件包括送料传动端、以及与送料传动端相连接的抽气传动端;
5、所述抽真空组件包括闭合机筒、设置于闭合机筒内的抽气管路、以及连接于抽气管路上的抽气器件;所述抽气传动端延伸至闭合机筒的内腔并且与抽气管路相连接;
6、所述供料组件包括与抽气传动端相连接的接料管道、以及与接料管道相对接的密封接头,所述密封接头与接料管道的衔接处设置有真空度检测器。
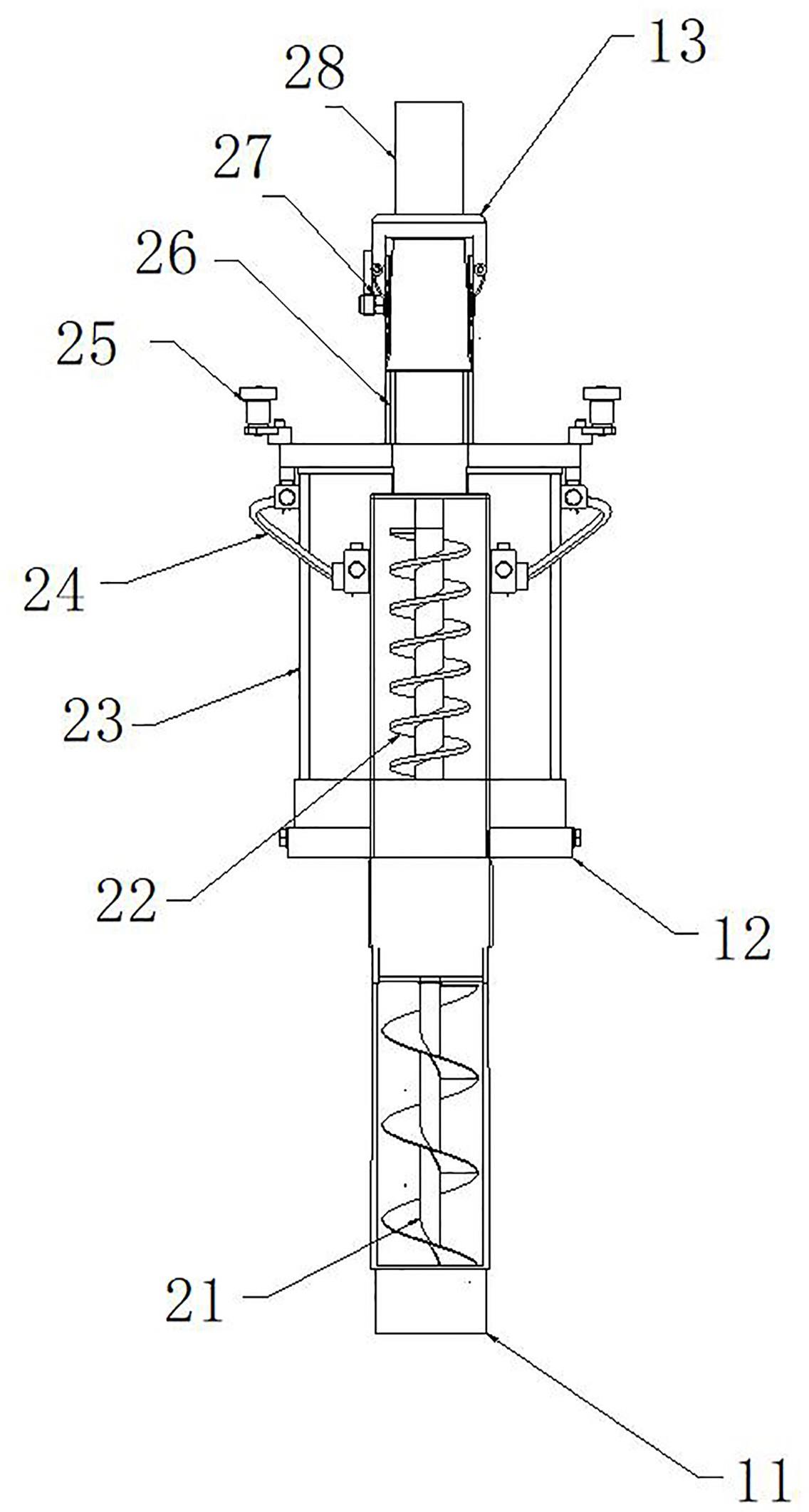
7、作为本发明进一步的方案:所述送料传动端包括物料导入口、设置于物料导入口处的送料管道、安装于送料管道内的送料辊、以及安装于送料辊上的螺旋送料叶。
8、作为本发明进一步的方案:所述抽气传动端包括与送料管道相对接的导入接筒、设置于导入接筒输出端的内沿接筒、安装于内沿接筒内的输出辊、以及安装于输出辊上的螺旋输出叶。
9、作为本发明进一步的方案:所述内沿接筒伸入至闭合机筒的内腔并且与接料管道相连接,所述抽气管路连接于内沿接筒的筒体外围;所述输出辊的转动速率低于送料辊,所述螺旋输出叶的叶片密度高于送料辊。
10、作为本发明进一步的方案:所述抽气管路包括安装于内沿接筒的筒体上的若干连接头、设置于连接头上的抽离端、以及连接于抽离端上的气流剥离管路,所述气流剥离管路外有周转泵,所述周转泵外接抽气器件。
11、作为本发明进一步的方案:所述抽气器件包括与周转泵输气端相连接的接气头、设置于接气头侧沿的变向器、以及安装于变向器上的气流抽气管,所述气流抽气管外接抽气接头,所述接气头与变向器之间还设置有调控头,所述调控头外接调压设备。
12、作为本发明进一步的方案:所述接料管道包括物料接入段、设置于物料接入段后方的内径外扩段、以及设置于内径外扩段后方的物料通行段,所述物料通行段的后方外接有对接段,所述密封接头包括与对接段相匹配的密封衔接套、以及连接于密封衔接套上的外供料接管。
13、作为本发明进一步的方案:所述密封衔接套的外围设置有外固框套,所述真空度检测器包括分别安装于外固框套上下两侧的定位架、设置于定位架上的支撑体、以及设置于支撑体上的支托框、贴合片。
14、作为本发明再进一步的方案:所述支托框承载于物料通行段的水平下方区域的外壁上,所述贴合片贴合于物料通行段的水平上方区域的外壁上,所述物料接入段与物料通行段的内径相同,内径外扩段的内径大于物料接入段和物料通行段,所述贴合片采用可形变材质,所述外固框套上还设置有受力检测器,所述贴合片安装于受力检测器的检测端。
15、与现有技术相比,本发明的有益效果是:
16、本发明基于现有技术中注塑进料结构技术的基础上,对于真空化处理作进一步的优化设计,进料组件包括送料传动端和抽气传动端两个主体的输送区间,抽真空组件的结构主体为闭合机筒,抽气传动端延伸至闭合机筒的内腔,在物料进入至供料组件之前,对送料传动端的区间作抽真空处理,抽气器件为抽真空引流端,气流沿着抽气管路排出,物料排入至接料管道中。
17、常规情况下,从供料端至注塑端,难免会混杂有气流随着物料进入,故而本发明于接料管道中设置有真空度检测器,真空度检测器可对设备的真空处理效果进行实时自检,在检测数据超标的情况下,立即启动抽真空组件,进行抽真空作业,从而保证整体作业流程的产品质量。
18、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种高温塑料注塑真空洁净进料机构,包括进料组件、设置于进料组件输出端的抽真空组件、以及与进料组件相对接的供料组件;其特征在于,
2.根据权利要求1所述的高温塑料注塑真空洁净进料机构,其特征在于,所述送料传动端包括物料导入口、设置于物料导入口处的送料管道、安装于送料管道内的送料辊、以及安装于送料辊上的螺旋送料叶。
3.根据权利要求2所述的高温塑料注塑真空洁净进料机构,其特征在于,所述抽气传动端包括与送料管道相对接的导入接筒、设置于导入接筒输出端的内沿接筒、安装于内沿接筒内的输出辊、以及安装于输出辊上的螺旋输出叶。
4.根据权利要求3所述的高温塑料注塑真空洁净进料机构,其特征在于,所述内沿接筒伸入至闭合机筒的内腔并且与接料管道相连接,所述抽气管路连接于内沿接筒的筒体外围;所述输出辊的转动速率低于送料辊,所述螺旋输出叶的叶片密度高于送料辊。
5.根据权利要求4所述的高温塑料注塑真空洁净进料机构,其特征在于,所述抽气管路包括安装于内沿接筒的筒体上的若干连接头、设置于连接头上的抽离端、以及连接于抽离端上的气流剥离管路,所述气流剥离管路外有周转泵,所述周转泵外接抽气器件。
6.根据权利要求5所述的高温塑料注塑真空洁净进料机构,其特征在于,所述抽气器件包括与周转泵输气端相连接的接气头、设置于接气头侧沿的变向器、以及安装于变向器上的气流抽气管,所述气流抽气管外接抽气接头,所述接气头与变向器之间还设置有调控头,所述调控头外接调压设备。
7.根据权利要求1-6任一项所述的高温塑料注塑真空洁净进料机构,其特征在于,所述接料管道包括物料接入段、设置于物料接入段后方的内径外扩段、以及设置于内径外扩段后方的物料通行段,所述物料通行段的后方外接有对接段,所述密封接头包括与对接段相匹配的密封衔接套、以及连接于密封衔接套上的外供料接管。
8.根据权利要求7所述的高温塑料注塑真空洁净进料机构,其特征在于,所述密封衔接套的外围设置有外固框套,所述真空度检测器包括分别安装于外固框套上下两侧的定位架、设置于定位架上的支撑体、以及设置于支撑体上的支托框、贴合片。
9.根据权利要求8所述的高温塑料注塑真空洁净进料机构,其特征在于,所述支托框承载于物料通行段的水平下方区域的外壁上,所述贴合片贴合于物料通行段的水平上方区域的外壁上,所述物料接入段与物料通行段的内径相同,内径外扩段的内径大于物料接入段和物料通行段,所述贴合片采用可形变材质,所述外固框套上还设置有受力检测器,所述贴合片安装于受力检测器的检测端。
技术总结
本发明涉及真空注塑技术领域,具体是一种高温塑料注塑真空洁净进料机构,包括进料组件、设置于进料组件输出端的抽真空组件、以及与进料组件相对接的供料组件;进料组件包括送料传动端、以及与送料传动端相连接的抽气传动端;抽真空组件包括闭合机筒、设置于闭合机筒内的抽气管路、以及连接于抽气管路上的抽气器件;抽气传动端延伸至闭合机筒的内腔并且与抽气管路相连接;供料组件包括与抽气传动端相连接的接料管道、以及与接料管道相对接的密封接头,密封接头与接料管道的衔接处设置有真空度检测器。本发明对于真空化处理作进一步的优化设计,并且设计真空度检测器可对设备的真空处理效果进行实时自检,保证整体作业流程的产品质量。
技术研发人员:李建国,刘洋,吴娜,黄连宝,张海伟,李文军
受保护的技术使用者:天津市职业大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!