一种双色注塑模具斜导柱行位机构的制作方法
本发明涉及一种注塑模具结构,尤其涉及一种双色注塑模具斜导柱行位机构,采用弹簧滑块机构代替传统斜导柱行位机构,简化双色模注塑成型过程中模具结构的动作,提升注塑成型效率。
背景技术:
1、随着科技水平及大众对于品质追求的提升,双色塑胶制品越来越常见,斜导柱行位机构是注塑模具中较为常用的扣位脱模机构,在双色模具注塑成型过程中如果涉及斜导柱行位机构则单色注塑及双色注塑过程中斜导柱机构均会在注塑模具开合过程中带动行位机构的开合,容易造成单色产品在行位开合时位置的移动和产品的压伤。
技术实现思路
1、本发明针对上述技术难题提供一种双色注塑模具斜导柱行位机构,包括a模前模板、后模板、a模铲机、a模前模芯、单色产品、左行位座、左行位、右行位座、右行位、第一弹簧座、第二弹簧座、第三弹簧座、第四弹簧座、第一弹簧、第二弹簧、第三弹簧、第四弹簧、第一滑块、第二滑块、第三滑块、第四滑块、b模前模板、b模第一斜导柱、b模第二斜导柱、b模第一斜导柱座、b模第二斜导柱座、双色产品、b模前模芯和行位压板,所述双色模注塑模具分为a模具和b模具,a模具用于注塑成型单色产品,b模具在单色产品的基础上包胶形成双色产品,a模具与b模具共用后模部分,a模具注塑成型完成后前模部分与后模部分脱离,后模部分旋转180度作为b模具的后模部分。
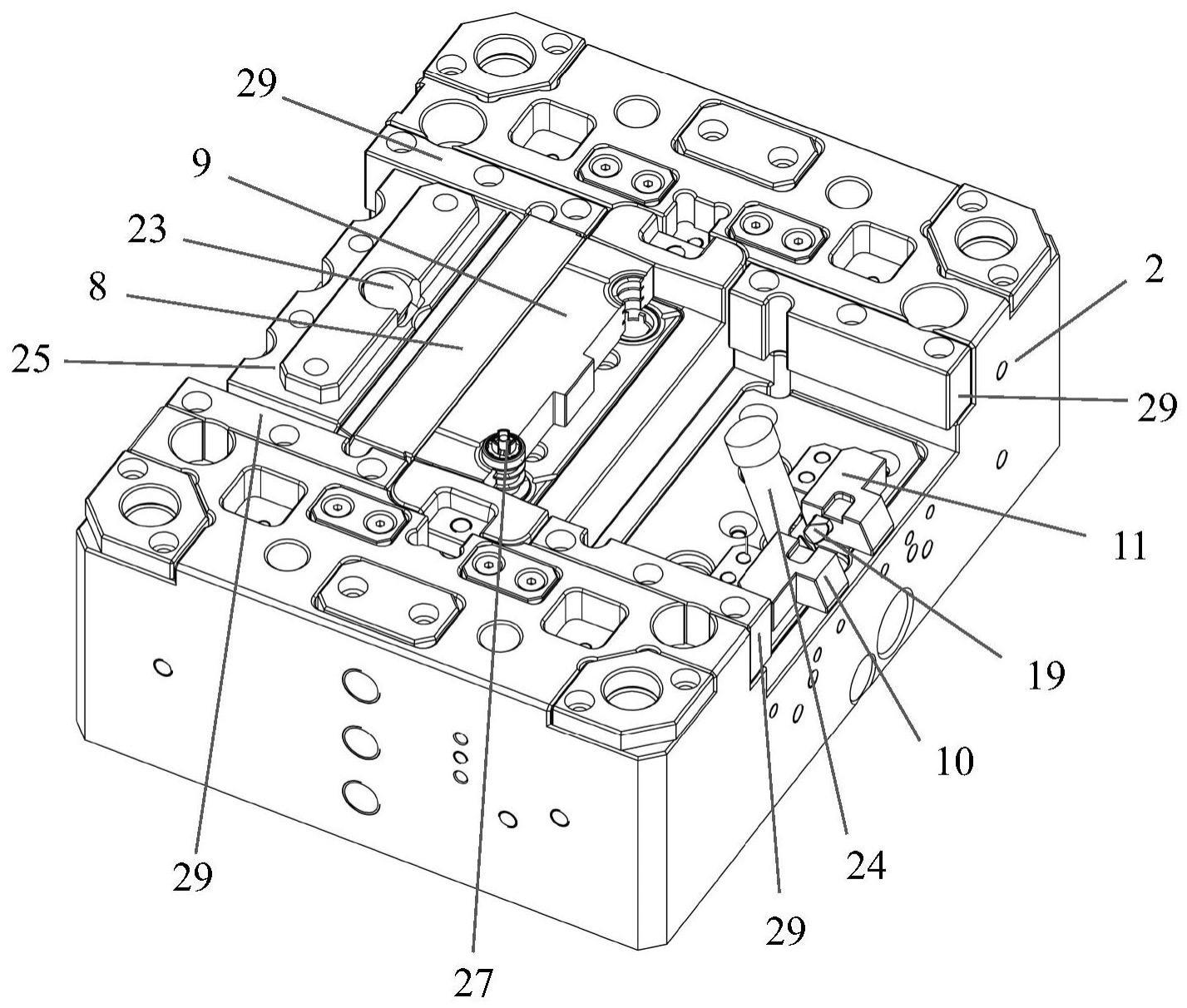
2、所述双色模后模部分包括后模板、左行位座、左行位、右行位座、右行位、第一弹簧座、第二弹簧座、第三弹簧座、第四弹簧座、第一弹簧、第二弹簧、第三弹簧、第四弹簧、第一滑块、第二滑块、第三滑块、第四滑块和行位压板,行位压板固定安装于后模板上,左行位座和右行位座可沿行位压板底部平面在后模板上表面开设的槽内左右滑动,左行位固定安装于左行位座上,右行位固定安装于右行位座上,第一弹簧座和第二弹簧座内开设有用于安装弹簧和滑块的圆柱孔且固定安装于左行位座上,第三弹簧座和第四弹簧座内开设有用于安装弹簧和滑块的圆柱孔且固定安装于右行位座上,第一弹簧预压紧安装于第一弹簧座内,第一滑块安装于第一弹簧座上开设的圆柱孔内,第一滑块底端接触第一弹簧并在弹簧弹力作用下其顶端伸出第一弹簧座,第二弹簧和第二滑块与第一弹簧和第一滑块对称安装于第二弹簧座内,第一滑块和第二滑块在弹簧预压弹力作用下其顶端接触,第三滑块和第三弹簧以同样的方式安装于第三弹簧座内,第四滑块和第四弹簧亦以相同的方式安装于第四弹簧座内,第三滑块和第四滑块在其底部弹簧预压弹力作用下顶端接触,第一滑块、第二滑块、第三滑块和第四滑块的顶端均加工有朝向模具外侧的斜向平面。
3、所述a模前模部分包括a模前模板、a模铲机和a模前模芯,a模铲机固定安装于a模前模板左右两侧,a模铲机内侧加工有与第一弹簧座、第二弹簧座、第三弹簧座和第四弹簧座对应的斜面,合模时a模前模板带动a模铲机相对于后模板向下运动,a模铲机内侧斜面压紧第一弹簧座、第二弹簧座、第三弹簧座和第四弹簧座,带动左行位座和右行位座分别向右向左运动将左行位的右侧面和右行位的左侧面压合贴紧,左行位、右行位、a模前模芯和后模板组成单色产品的注塑成型型腔。
4、所述b模前模部分包括b模前模板、b模第一斜导柱、b模第二斜导柱、b模第一斜导柱座、b模第二斜导柱座和b模前模芯,b模前模芯固定安装于b模前模板上,b模第一斜导柱座固定安装于b模前模板上,b模第一斜导柱固定安装于b模第一斜导柱座上开设的与b模第一斜导柱形状一致的斜向圆柱槽内,b模第二斜导柱座固定安装于b模前模板上,b模第二斜导柱固定安装于b模第二斜导柱座上开设的与b模第二斜导柱形状一致的斜向圆柱槽内,单色产品注塑完成后双色模具的后模部分旋转180度成为b模的后模,b模前模板与后模板合模过程中,b模前模板向下运动带动b模第一斜导柱、b模第二斜导柱、b模第一斜导柱座、b模第二斜导柱座和b模前模芯一起相对于后模板向下运动,b模第一斜导柱向下运动过程中与第三滑块和第四滑块的斜向平面接触,在b模第一斜导柱继续向下运动时第三滑块和第四滑块在b模第一斜导柱压力下滑动分别压缩第三弹簧和第四弹簧回缩进第三弹簧座和第四弹簧座,b模第一斜导柱穿过第三滑块和第四滑块向下压紧右行位座和右行位,b模第一斜导柱穿过第三滑块和第四滑块顶端后第三滑块和第四滑块分别在第三弹簧和第四弹簧的压力作用下回弹,第三滑块和第四滑块的顶端接触,b模第二斜导柱在合模过程中穿过第一滑块和第二滑块向下压紧左行位座和左行位,b模第二斜导柱穿过第一滑块和第二滑块顶端后第一滑块和第二滑块分别在第一弹簧和第二弹簧的压力作用下回弹,第一滑块和第二滑块的顶端接触,单色产品、左行位、右行位和b模前模芯共同组成双色产品的注塑成型型腔。
5、本发明的有益效果为:所述一种双色注塑模具斜导柱行位机构采用弹簧滑块机构与斜导柱机构和铲机机构配合实现双色模具在单色产品注塑时模具行位的合模和双色产品注塑完成后斜导柱机构开行位动作的实现,简化了双色注塑模具斜导柱行位机构的动作,提升双色注塑的生产效率。
技术特征:
1.一种双色注塑模具斜导柱行位机构,包括a模前模板(1)、后模板(2)、a模铲机(3)、a模前模芯(4)、单色产品(5)、左行位座(6)、左行位(7)、右行位座(8)、右行位(9)、第一弹簧座(10)、第二弹簧座(11)、第三弹簧座(12)、第四弹簧座(13)、第一弹簧(14)、第二弹簧(15)、第三弹簧(16)、第四弹簧(17)、第一滑块(18)、第二滑块(19)、第三滑块(20)、第四滑块(21)、b模前模板(22)、b模第一斜导柱(23)、b模第二斜导柱(24)、b模第一斜导柱座(25)、b模第二斜导柱座(26)、双色产品(27)、b模前模芯(28)和行位压板(29),其特征在于,所述双色模注塑模具分为a模具和b模具,a模具用于注塑成型单色产品(5),b模具在单色产品(5)的基础上包胶形成双色产品(27),a模具与b模具共用后模部分,a模具注塑成型完成后前模部分与后模部分脱离,后模部分旋转180度作为b模具的后模部分。
2.根据权利要求1所述的一种双色注塑模具斜导柱行位机构,其特征在于,所述双色模后模部分包括后模板(2)、左行位座(6)、左行位(7)、右行位座(8)、右行位(9)、第一弹簧座(10)、第二弹簧座(11)、第三弹簧座(12)、第四弹簧座(13)、第一弹簧(14)、第二弹簧(15)、第三弹簧(16)、第四弹簧(17)、第一滑块(18)、第二滑块(19)、第三滑块(20)、第四滑块(21)和行位压板(29),行位压板(29)固定安装于后模板(2)上,左行位座(6)和右行位座(8)可沿行位压板(29)底部平面在后模板(2)上表面开设的槽内左右滑动,左行位(7)固定安装于左行位座(6)上,右行位(9)固定安装于右行位座(8)上,第一弹簧座(10)和第二弹簧座(11)内开设有用于安装弹簧和滑块的圆柱孔且固定安装于左行位座(6)上,第三弹簧座(12)和第四弹簧座(13)内开设有用于安装弹簧和滑块的圆柱孔且固定安装于右行位座(8)上,第一弹簧(14)预压紧安装于第一弹簧座(10)内,第一滑块(18)安装于第一弹簧座(10)上开设的圆柱孔内,第一滑块(18)底端接触第一弹簧(14)并在弹簧弹力作用下其顶端伸出第一弹簧座(10),第二弹簧(15)和第二滑块(19)与第一弹簧(14)和第一滑块(18)对称安装于第二弹簧座(11)内,第一滑块(18)和第二滑块(19)在弹簧预压弹力作用下其顶端接触,第三滑块(20)和第三弹簧(16)以同样的方式安装于第三弹簧座(12)内,第四滑块(21)和第四弹簧(17)亦以相同的方式安装于第四弹簧座(13)内,第三滑块(20)和第四滑块(21)在其底部弹簧预压弹力作用下顶端接触,第一滑块(18)、第二滑块(19)、第三滑块(20)和第四滑块(21)的顶端均加工有朝向模具外侧的斜向平面。
3.根据权利要求1所述的一种双色注塑模具斜导柱行位机构,其特征在于,所述a模前模部分包括a模前模板(1)、a模铲机(3)和a模前模芯(4),a模铲机(3)固定安装于a模前模板(1)左右两侧,a模铲机(3)内侧加工有与第一弹簧座(10)、第二弹簧座(11)、第三弹簧座(12)和第四弹簧座(13)对应的斜面,合模时a模前模板(1)带动a模铲机(3)相对于后模板(2)向下运动,a模铲机(3)内侧斜面压紧第一弹簧座(10)、第二弹簧座(11)、第三弹簧座(12)和第四弹簧座(13),带动左行位座(6)和右行位座(8)分别向右向左运动将左行位(7)的右侧面和右行位(9)的左侧面压合贴紧,左行位(7)、右行位(9)、a模前模芯(4)和后模板(2)组成单色产品(5)的注塑成型型腔。
4.根据权利要求1所述的一种双色注塑模具斜导柱行位机构,其特征在于,所述b模前模部分包括b模前模板(22)、b模第一斜导柱(23)、b模第二斜导柱(24)、b模第一斜导柱座(25)、b模第二斜导柱座(26)和b模前模芯(28),b模前模芯(28)固定安装于b模前模板(22)上,b模第一斜导柱座(25)固定安装于b模前模板(22)上,b模第一斜导柱(23)固定安装于b模第一斜导柱座(25)上开设的与b模第一斜导柱(23)形状一致的斜向圆柱槽内,b模第二斜导柱座(26)固定安装于b模前模板(22)上,b模第二斜导柱(24)固定安装于b模第二斜导柱座(26)上开设的与b模第二斜导柱(24)形状一致的斜向圆柱槽内,单色产品(5)注塑完成后双色模具的后模部分旋转180度成为b模的后模,b模前模板(22)与后模板(2)合模过程中,b模前模板(22)向下运动带动b模第一斜导柱(23)、b模第二斜导柱(24)、b模第一斜导柱座(25)、b模第二斜导柱座(26)和b模前模芯(28)一起相对于后模板(2)向下运动,b模第一斜导柱(23)向下运动过程中与第三滑块(20)和第四滑块(21)的斜向平面接触,在b模第一斜导柱(23)继续向下运动时第三滑块(20)和第四滑块(21)在b模第一斜导柱(23)压力下滑动分别压缩第三弹簧(16)和第四弹簧(17)回缩进第三弹簧座(12)和第四弹簧座(13),b模第一斜导柱(23)穿过第三滑块(20)和第四滑块(21)向下压紧右行位座(8)和右行位(9),b模第一斜导柱(23)穿过第三滑块(20)和第四滑块(21)顶端后第三滑块(20)和第四滑块(21)分别在第三弹簧(16)和第四弹簧(17)的压力作用下回弹,第三滑块(20)和第四滑块(21)的顶端接触,b模第二斜导柱(24)在合模过程中穿过第一滑块(18)和第二滑块(19)向下压紧左行位座(6)和左行位(7),b模第二斜导柱(24)穿过第一滑块(18)和第二滑块(19)顶端后第一滑块(18)和第二滑块(19)分别在第一弹簧(14)和第二弹簧(15)的压力作用下回弹,第一滑块(18)和第二滑块(19)的顶端接触,单色产品(5)、左行位(7)、右行位(9)和b模前模芯(28)共同组成双色产品(27)的注塑成型型腔。
技术总结
本发明公开一种双色注塑模具斜导柱行位机构,包括A模前模板、后模板、A模铲机、A模前模芯、单色产品、左行位座、左行位、右行位座、右行位、第一弹簧座、第二弹簧座、第三弹簧座、第四弹簧座、第一弹簧、第二弹簧、第三弹簧、第四弹簧、第一滑块、第二滑块、第三滑块、第四滑块、B模前模板、B模第一斜导柱、B模第二斜导柱、B模第一斜导柱座、B模第二斜导柱座、双色产品、B模前模芯和行位压板,采用弹簧滑块的结构代替传统斜导柱行位结构实现双色模具斜导柱行位机构的功能,简化双色模具行位机构动作,降低双色注塑模具行位机构加工和制作成本。
技术研发人员:王国勇,吴宇辉,董榜喜,李应波,黄强
受保护的技术使用者:深圳市昌红科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!