一种增强复材卡箍随动成型装置及成型方法与流程
本发明属于复材折弯成型的,涉及一种增强复材卡箍随动成型装置及成型方法。
背景技术:
1、用于航空领域的卡箍其材料多为轻质高强度复材合金,采用连续纤维增强的复合材料替代金属材料,在满足强度要求的前提下,零件质量可进一步降低。连续纤维增强的复合材料成型工艺有纤维缠绕成型、拉挤成型、压机模压成型等,多用来生产型材,但一般卡箍零件自弯曲幅度较大,无法采用传统成型工艺直接成型。
2、因此,针对材料为轻质高强度复材合金且弯曲幅度大的卡箍零件的成型需求,本发明公开了一种增强复材卡箍随动成型装置及成型方法。
技术实现思路
1、本发明的目的在于提供一种增强复材卡箍随动成型装置及成型方法,能够对连续纤维复材板进行加热以及稳固折弯,解决了卡箍等自身弯曲幅度大的零件无法采用连续纤维复合材料制造的难题,在保留成型连续纤维复材板原有强度的基础上,完成大曲率零件成型。
2、本发明通过下述技术方案实现:
3、一种增强复材卡箍随动成型装置,所述送料装置的出料端对应设置有围绕第一旋转中心转动的转盘,所述转盘的边缘处设置有随动模具,所述随动模具上对应送料装置的出料端设置有卡口;所述随动模具能够绕着第一旋转中心伴随转盘同步转动,所述随动模具能够绕着位于其自身上的第二旋转中心相对于转盘进行异步转动。
4、送料装置的出料端对应转盘的边缘切线设置,随动模具对应设置在转盘边缘切线的一侧。通过送料装置将复材原料板材朝向随动模具输送复材原料板件,直到复材原料板件的一端进入随动模具上的卡口并与卡口卡接。然后随动模具绕着第二旋转中心相对于转盘就进行异步转动,带动复材原料板件的端部朝向远离转盘边缘的方向折弯九十度。然后随动模具和转盘均绕着第一旋转中心同步转动,进而带动复材原料板材沿着转盘的边缘轮廓进行折弯,同时通过随动模具对复材原料板件进行限位,使得复材原料板件在折弯的过程中始终能够紧贴转盘的边缘进行折弯变形,直到复材原料板件折弯完成。
5、为了更好地实现本发明,进一步的,所述随动模具上位于卡口远离转盘的一侧设置有限位凸缘,所述随动模具相对于转盘异步转动后使得限位凸缘与转盘的边缘之间构成限位通道,所述随动模具伴随转盘同步转动使得限位通道沿转盘的边缘周向转动。
6、为了更好地实现本发明,进一步的,送料装置的出料端与转盘之间设置有加热装置。
7、为了更好地实现本发明,进一步的,所述加热装置包括加热基座、加热风机,所述加热基座上对应送料装置的出料端设置有加热通道,所述加热通道的两侧设置有加热风机。
8、为了更好地实现本发明,进一步的,加热通道的出料端远离转盘的一侧设置有导向板。
9、为了更好地实现本发明,进一步的,所述转盘的一侧设置有冷却装置。
10、一种增强复材卡箍随动成型方法,基于上述增强复材卡箍随动成型装置实现,包括以下步骤:
11、步骤1、随动模具绕着第二旋转中心相对与转盘异步转动至卡口与送料装置的出料端对齐的位置,然后通过送料装置朝向卡口输送复材原料,直到复材原料的一端进入卡口并与卡口卡合;
12、步骤2、随动模具绕着第二旋转中心相对于转盘进行异步转动,使得卡口带动复材原料朝向远离转盘边缘的方向弯折;
13、步骤3、随动模具与转盘绕着第一旋转中心同步转动直到复材原料折弯成型。
14、为了更好地实现本发明,进一步的,所述步骤3具体包括:
15、步骤3.1、随动模具与转盘绕着第一旋转中心同步转动90°,然后采用冷却装置对复材原料的折弯段进行冷却;
16、步骤3.2、随动模具与转盘绕着第一旋转中心同步转动180°,然后采用冷却装置对复材原料的折弯段进行冷却;
17、步骤3.3、随动模具与转盘绕着第一旋转中心同步转动270°,然后采用冷却装置对复材原料的折弯段进行冷却。
18、本发明与现有技术相比,具有以下优点及有益效果:
19、本发明将连续纤维增强的热塑性复合材料板材预制为适当宽度的片状,通过将片材加热至软化温度,在通过送料装置传输片材至随动模具,使得随动模具上的卡口将片材端部卡合固定,然后通过随动模具绕着第二旋转中心与转盘进行异步转动,然后通过随动模具绕着第一旋转中心与转盘进行同步转动,进而实现对片材进行安全稳定的折弯变形,最终得到大曲率的零件。
技术特征:
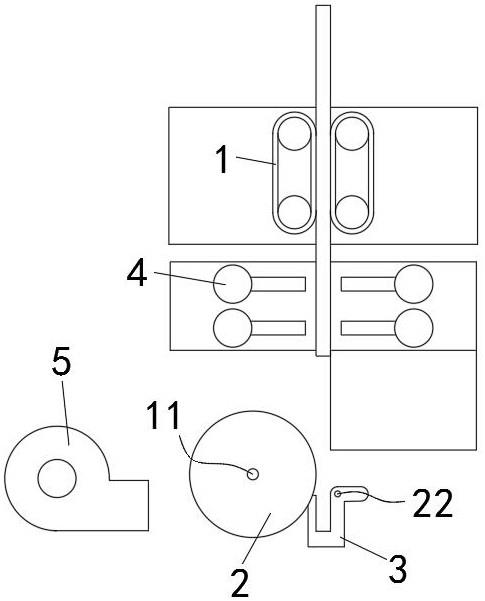
1.一种增强复材卡箍随动成型装置,包括送料装置(1),其特征在于,所述送料装置(1)的出料端对应设置有围绕第一旋转中心(11)转动的转盘(2),所述转盘(2)的边缘处设置有随动模具(3),所述随动模具(3)上对应送料装置(1)的出料端设置有卡口(100);所述随动模具(3)能够绕着第一旋转中心(11)伴随转盘(2)同步转动,所述随动模具(3)能够绕着位于其自身上的第二旋转中心(22)相对于转盘(2)进行异步转动。
2.根据权利要求1所述的一种增强复材卡箍随动成型装置,其特征在于,所述随动模具(3)上位于卡口(100)远离转盘(2)的一侧设置有限位凸缘(200),所述随动模具(3)相对于转盘(2)异步转动后使得限位凸缘(200)与转盘(2)的边缘之间构成限位通道,所述随动模具(3)伴随转盘(2)同步转动使得限位通道沿转盘(2)的边缘周向转动。
3.根据权利要求1所述的一种增强复材卡箍随动成型装置,其特征在于,所述送料装置(1)的出料端与转盘(2)之间设置有加热装置(4)。
4.根据权利要求1所述的一种增强复材卡箍随动成型装置,其特征在于,所述加热装置(4)包括加热基座(41)、加热风机(42),所述加热基座(41)上对应送料装置(1)的出料端设置有加热通道,所述加热通道的两侧设置有加热风机(42)。
5.根据权利要求1所述的一种增强复材卡箍随动成型装置,其特征在于,所述加热通道的出料端远离转盘(2)的一侧设置有导向板(43)。
6.根据权利要求1所述的一种增强复材卡箍随动成型装置,其特征在于,所述转盘(2)的一侧设置有冷却装置(5)。
7.一种增强复材卡箍随动成型方法,基于权利要求1-6任一项所述的增强复材卡箍随动成型装置实现,其特征在于,包括以下步骤:
8.根据权利要求7所述的一种增强复材卡箍随动成型方法,其特征在于,所述步骤3具体包括:
技术总结
本发明公开了一种增强复材卡箍随动成型装置及成型方法,本发明将连续纤维增强的热塑性复合材料板材预制为适当宽度的片状,通过将片材加热至软化温度,在通过送料装置传输片材至随动模具,使得随动模具上的卡口将片材端部卡合固定,然后通过随动模具绕着第二旋转中心与转盘进行异步转动,然后通过随动模具绕着第一旋转中心与转盘进行同步转动,进而实现对片材进行安全稳定的折弯变形,最终得到大曲率的零件;能够对连续纤维复材板进行加热以及稳固折弯,解决了卡箍等自身弯曲幅度大的零件无法采用连续纤维复合材料制造的难题,在保留成型连续纤维复材板原有强度的基础上,完成大曲率零件成型。
技术研发人员:黄超,李国进,杨涛,许湘波,蔡明
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!