柔性片材的生产方法及生产装置与流程
本发明属于建筑防水领域,尤其涉及一种用于生产防水防护一体化卷材中的柔性片材的生产方法以及生产装置。
背景技术:
1、防水卷材在施工时,在混凝土基面上铺贴完成后,为了避免后期施工过程中对防水卷材造成的破坏,通常还需要在防水卷材表面上施工一层保护层,为了提高防开裂性能,在防水卷材与保护层之间还可以增设一层网格布,因此在传统的防水施工过程中往往还多了一步铺设网格布的步骤。
技术实现思路
1、本发明的目的在于克服上述现有技术的不足,提供一种柔性片材的生产方法以及生产装置,生产出来的柔性片材与网格布结合为一体化结构,施工更简单方便,且抗开裂性能更优。
2、为实现上述目的,本发明采用以下技术方案:
3、柔性片材的生产方法,其包括以下步骤
4、步骤s1、在反应罐中对沥青原料进行加工,得到熔融的沥青胶料,并将沥青胶料通过管道分别输送到一次下料点和二次下料点;
5、步骤s2、一次刮涂:将隔离膜通过导辊传送到第一刮涂模组,由所述第一刮涂模组将一次下料点流出的沥青胶料均匀刮涂在所述隔离膜的单面上,形成其中一面的胶料层;
6、步骤s3、将所述隔离膜涂覆有胶料层的一面通过压辊与胎基材料压合在一起,并传送到二次下料点下方的第二刮涂模组;
7、步骤s4、二次刮涂:所述第二刮涂模组将所述二次下料点流出的沥青胶料均匀刮涂在所述胎基材料的另一面上,形成另一面的胶料层;
8、步骤s5、将网格布通过挤压对辊轻压在所述胎基另一面的胶料层上,最终形成柔性片材的成品;
9、步骤s5、将成型的柔性片材浸入冷却水池中进行冷却。
10、所述步骤s1的沥青加工具体为将基质沥青置于反应罐内,温度控制在120℃~160℃,加入改性剂和软化剂后将温度升至180~210℃,混合改性1.0~5h后加入滑石粉等填料和功能助剂,混合均匀制得改性沥青胶料。
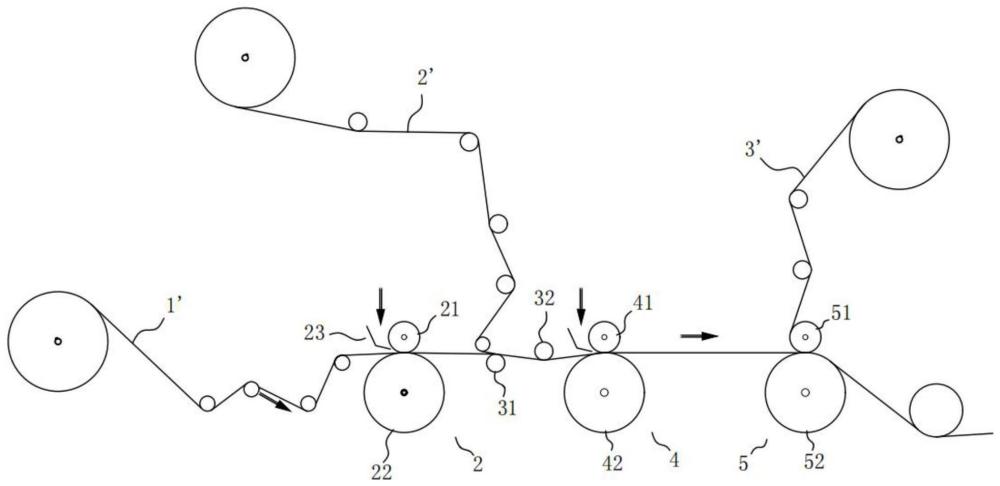
11、柔性片材的生产设备,其包括隔离膜牵引系统、胎基牵引系统、网格布牵引系统、用于将改性沥青胶料刮涂在所述隔离膜上形成下层胶料层的第一刮涂机构、用于将胎基材料复合在所述下层胶料层上的压辊、用于将改性沥青胶料刮涂在所述胎基材料表面形成上层胶料层的第二刮涂机构、用于将网格布复合在所述上层胶料层表面的定型机构。
12、所述隔离膜牵引系统、胎基牵引系统以及网格布牵引系统分别包括放料辊、用于牵引所述隔离膜、胎基材料或所述网格布往下游方向传送的多个导辊。
13、所述第一刮涂机构设置在所述隔离膜牵引系统的传送方向的下游,其包括一组上下相邻设置且相向转动的第一加热涂油辊和第一冷却辊;所述第一加热涂油辊的内部导入高温的导热油,所述第一冷却辊的内部通入冷却水,在进料端且位于一次下料点的下方安装有第一进料斗。
14、所述第二刮涂机构设置在所述胎基牵引系统和所述第一刮涂机构的下游方向,其包括一组上下相邻设置且相向转动的第二加热涂油辊和第二冷却辊,所述第二加热涂油辊的内部导入高温的导热油,所述第二冷却辊的内部通入冷却水,在进料端且位于二次下料点的下方安装有进料斗。
15、所述定型机构设置在所述网格布牵引系统和所述第二刮涂机构的下游方向,其包括一对上下相邻设置且相向转动的上定型辊和下定型辊。
16、采用上述技术方案后,本发明与背景技术相比,具有如下优点:
17、1、通过本发明制成的柔性片材在施工时,喷涂形成一层不低于3mm的界面防护层,该薄型防护层能够让柔性片材及时得到防护,避免后续施工破坏,隔绝外界环境的侵蚀,使得柔性片材在使用过程中延缓老化,延长使用寿命。而且相对于铺设50mm厚的细石混凝土来做保护层的传统方法,防水防护一体化结构缩短了防水的施工周期,大大降低了成本。
18、2、网格布两面设置的凸点可以分别嵌入到片材的胶料层和界面防护层内,网格布相当于起到上下连接的桥梁作用,把界面防护层和片材进行连接。
19、3、网格布在界面防护层的施工过程中起到骨架支撑的作用,具有很好的防开裂性能,固化在网格布表面的界面防护层也增加了抗冲击性能,并且网格布与柔性片材设置成一体,在铺贴片材的同时也完成了网格布的铺贴,省去了另外铺设网格布的施工步骤。
技术特征:
1.柔性片材的生产方法,其特征在于:包括以下步骤
2.如权利要求1所述的柔性片材的生产方法,其特征在于:所述步骤s1的沥青加工具体为将基质沥青置于反应罐内,温度控制在120℃~160℃,加入改性剂和软化剂后将温度升至180~210℃,混合改性1.0~5h后加入滑石粉等填料和功能助剂,混合均匀制得改性沥青胶料。
3.柔性片材的生产设备,其特征在于:包括隔离膜牵引系统、胎基牵引系统、网格布牵引系统、用于将改性沥青胶料刮涂在所述隔离膜上形成下层胶料层的第一刮涂机构、用于将胎基材料复合在所述下层胶料层上的压辊、用于将改性沥青胶料刮涂在所述胎基材料表面形成上层胶料层的第二刮涂机构、用于将网格布复合在所述上层胶料层表面的定型机构。
4.如权利要求3所述的柔性片材的生产设备,其特征在于:所述隔离膜牵引系统、胎基牵引系统以及网格布牵引系统分别包括放料辊、用于牵引所述隔离膜、胎基材料或所述网格布往下游方向传送的多个导辊。
5.如权利要求4所述的柔性片材的生产设备,其特征在于:所述第一刮涂机构设置在所述隔离膜牵引系统的传送方向的下游,其包括一组上下相邻设置且相向转动的第一加热涂油辊和第一冷却辊;所述第一加热涂油辊的内部导入高温的导热油,所述第一冷却辊的内部通入冷却水,在进料端且位于一次下料点的下方安装有第一进料斗。
6.如权利要求5所述的柔性片材的生产设备,其特征在于:所述第二刮涂机构设置在所述胎基牵引系统和所述第一刮涂机构的下游方向,其包括一组上下相邻设置且相向转动的第二加热涂油辊和第二冷却辊,所述第二加热涂油辊的内部导入高温的导热油,所述第二冷却辊的内部通入冷却水,在进料端且位于二次下料点的下方安装有进料斗。
7.如权利要求6所述的柔性片材的生产设备,其特征在于:所述定型机构设置在所述网格布牵引系统和所述第二刮涂机构的下游方向,其包括一对上下相邻设置且相向转动的上定型辊和下定型辊。
技术总结
本发明公开了一种用于生产增强型防水防护一体化防水卷材的柔性片材的生产方法以及生产装置。其包括以下步骤:将沥青胶料通过管道分别输送到一次下料点和二次下料点;一次刮涂,将沥青胶料均匀刮涂在隔离膜上,形成其中一面的胶料层;将涂覆有胶料层的一面通过压辊与胎基材料压合在一起,并传送到二次下料点下方的第二刮涂模组;二次刮涂形成另一面的胶料层;将网格布通过挤压对辊轻压在另一面的胶料层上,最终形成柔性片材的成品。通过本方法制成的片材所构成的保护层起到防水防护一体化的作用,解决了传统厚型保护层工期长、成本高的问题,并且还将网格布与片材结合成一体,省去了需要另设网格布的施工步骤。
技术研发人员:郭文雄,卢海波,毛浪涛
受保护的技术使用者:西牛皮防水科技有限公司
技术研发日:
技术公布日:2024/12/26
- 还没有人留言评论。精彩留言会获得点赞!