一种3D打印随形控温装置及方法
本发明属于3d打印,具体涉及一种3d打印随形控温装置及方法。
背景技术:
1、3d打印技术具有生产流程短、材料利用率高等优点。但在3d打印制品的成形过程中,由于热量的不断输入以及打印件高度的不断增加,打印件中的热量不断积累,使打印件的温度不断升高,从而对打印件的形状、组织和性能产生不良影响。为了解决此问题,通常采用空气、惰性气体、水、油、液体金属或固体颗粒等冷却介质对打印件的局部或整体进行冷却。但与此同时,对打印件进行冷却又会使待打印区域的温度较低,不利于打印件的残余应力和层间结合质量的控制。
2、针对这一问题,有学者提出在打印件的不同区域分别安装冷却装置和加热装置,通过分别开启冷却装置或加热装置对打印件的温度进行控制;或者在打印头的后端安装冷却装置,并在打印头的前端安装预热装置,分别对已打印区域进行冷却和待打印区域进行预热。以上方法能够实现对打印件局部温度的控制,在一定程度上提升了已打印区域的冷却速度,同时也使待打印区域的温度升高,降低了打印件的残余应力,但以上方法仍然存在以下问题:
3、(1)分别通过冷却装置或加热装置仅能将打印件的温度控制在某一具体范围,无法兼顾快速冷却对打印件组织的细化和加热对打印件残余应力的消除。
4、(2)在打印头的后端和前段安装冷却和预热装置,必须使用复杂的转动机构使冷却装置和预热装置始终位于打印头的后方和前方,增加了3d打印装置的复杂程度、控制难度和成本。
5、(3)打印头后端冷却装置只能对打印头后方的局部已打印区域进行冷却,随着热量的持续输入,热积累和热循环作用会使已打印区域的整体温度不断升高,整体冷却效果较差,不利于打印件组织的细化;打印头前端的预热装置所采用的加热方式多为频率较低的感应加热或电阻加热,加热速度较慢,加热效果较差,不利于打印速度的提升。
6、因此,开发控制难度小且兼顾优异冷却和加热效果的打印件温度控制装置及方法,具有十分重要的意义。
技术实现思路
1、本发明针对3d打印技术中打印件温度控制方法存在的控制难度大且冷却和加热效果差等问题,开发出一种3d打印随形控温装置及方法。该装置及方法实现了局部浅层快速加热易于升温和整体高强度随形冷却能够获得较大冷却速度的有机结合。通过将打印件整体埋入高导热系数的冷却介质中,并维持冷却介质表面与打印件表面距离的恒定,实现对打印件整体的高强度随形冷却,解决已打印区域冷却效果较差的问题,实现对打印件的形状、组织和性能的控制;通过在打印头底部周围安装随打印头一起移动的高频感应加热线圈,实现对打印件表层面积较小的待打印区域的快速浅层加热,解决待打印区域加热效果较差的问题,实现打印件残余应力和层间结合质量的控制。
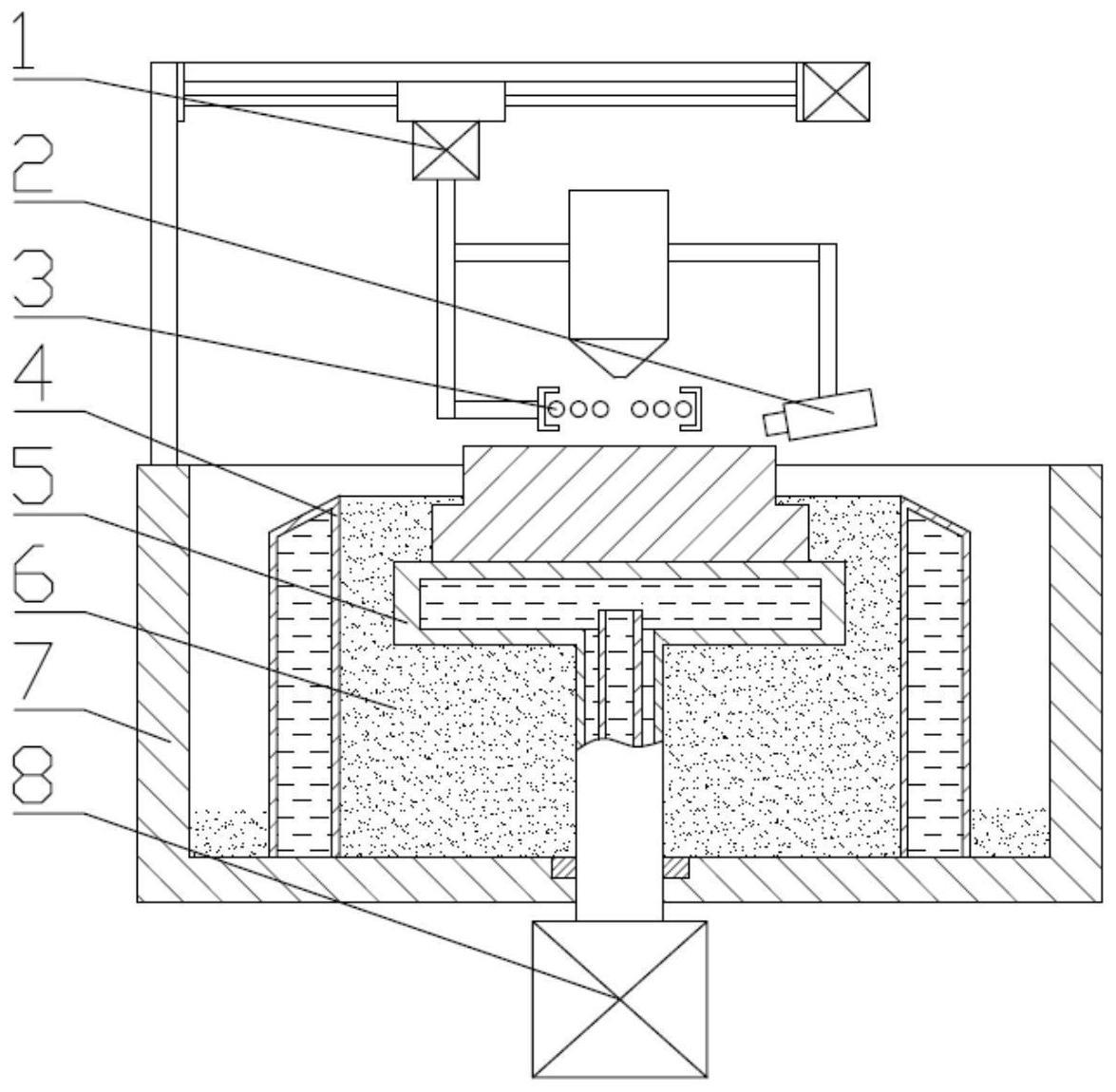
2、根据本发明技术方案的第一方面,提供一种3d打印随形控温装置,包括:水平运动机构(1)、红外测温仪(2)、高频感应加热线圈(3)、冷却槽(4)、基板(5)、冷却介质(6)和竖直运动机构(8);
3、所述冷却槽(4)水平放置,其侧壁内部通有循环冷却水,用于盛放和冷却所述冷却介质(6);
4、所述基板(5)位于所述冷却槽(4)的中上部,其中心线与所述冷却槽(4)的上表面在一条直线上,其长度和宽度分别小于所述冷却槽(4)内腔体的长度和宽度,用于沉积和冷却打印件;
5、所述竖直运动机构(8)从下向上依次穿过所述冷却槽(4)的底板和所述冷却介质(6),与所述基板(5)的底部固定在一起,用于控制所述基板(5)做竖直方向运动;
6、所述高频感应加热线圈(3)和所述红外测温仪(2)固定在所述水平运动机构(1)上,所述高频感应加热线圈(3)用于对打印件待成形区域的上表面进行加热,所述红外测温仪(2)用于检测所述打印件待成形区域的上表面温度;
7、所述水平运动机构(1)位于所述基板(5)的上方,用于控制所述高频感应加热线圈(3)和所述红外测温仪(2)一起做水平运动。
8、进一步地,所述3d打印随形控温装置还包括溢流槽(7),所述溢流槽(7)位于所述冷却槽(4)的外部周围,用于回收从所述冷却槽(4)中溢出的所述冷却介质(6)。
9、进一步地,所述基板(5)内部通有循环冷却水。
10、进一步地,所述竖直运动机构(8)与所述冷却槽(4)的底板之间采用胶圈密封。
11、进一步地,所述冷却介质(6)装在所述冷却槽(4)内,位于所述基板(5)周围,用于冷却所述打印件。
12、进一步地,所述冷却介质(6)的导热系数大于等于100w/(m·k),包括直径为50-500nm的球形铜粉、球形氮化铝粉或者混有球形铜粉或球形氮化铝粉的液态金属。
13、进一步地,所述高频感应加热线圈(3)与所述基板(5)的初始距离为1-20mm,所述高频感应加热线圈(3)的外径为20-100mm,其中心留有供打印原料通过的直径为0.5-20mm的通道。
14、进一步地,所述高频感应加热线圈(3)的圈数为1-5圈,频率为10-500khz,功率为10-50kw。
15、进一步地,打印原料为能够被交变磁场感应加热的材料。
16、根据本发明技术方案的第二方面,提供一种采用根据以上任一方面所述的3d打印随形控温装置进行3d打印的方法,其特征在于,所述方法包括如下步骤:
17、步骤1:通过所述竖直运动机构(8)将所述基板(5)部分拉入所述冷却介质(6)中;
18、步骤2:通过所述水平运动机构(1)驱动打印头在所述基板(5)上完成第一层打印件的成形;
19、步骤3:采用所述红外测温仪(2)对所述高频感应加热线圈(3)下方的所述打印件待成形区域的上表面的温度进行检测,并通过计算与打印件设定温度的差值,对所述高频感应加热线圈(3)的功率进行控制,使所述打印件待成形区域的上表面的温度迅速上升至所述打印件设定温度;与此同时,采用所述水平运动机构(1)控制所述打印头向所述打印件待成形区域不断移动,使熔融材料穿过所述高频感应加热线圈(1)后沉积至所述打印件待成形区域表面,直至完成一层打印件的成形;
20、步骤4:所述一层打印件成形完毕后,通过所述竖直运动机构(8)驱动所述基板(5)下移,所述基板(5)的下移距离与所述一层打印件的高度一致;
21、步骤5:重复所述步骤3和所述步骤4,随着所述打印件的逐渐下移,已成形的所述打印件逐渐拉入所述冷却介质(6)中,直到成形所需制品。
22、进一步地,所述步骤1中,使所述基板(5)的上表面与所述冷却介质(6)表面的距离为1-50mm。
23、进一步地,所述打印件设定温度为所打印原料熔点温度的0.1-0.6倍。
24、进一步地,所述打印件待成形区域的上表面的温度上升至所述打印件设定温度的时间小于所述打印头前方的所述高频感应加热线圈(3)移出所述打印件待成形区域的时间。
25、进一步地,所述一层打印件的高度为0.1-50mm。
26、本发明的有益效果:
27、(1)3d打印随形控温装置及方法将局部浅层快速加热与整体高强度随形冷却有机结合,同时增大了待打印区域的加热速度和已打印区域的冷却速度,既减小了打印件的残余应力,提高了打印件的层间结合质量,又保证了打印件具有细小的组织。
28、(2)3d打印随形控温装置及方法采用随打印头一起移动的小直径高频感应加热线圈对打印件待成形区域的表层进行局部快速加热,且高频感应加热线圈的形状为圆形,并固定于打印头下方周围,保证了打印头向各个方向移动时均能够对打印件待成形区域进行加热,具有加热装置简单、加热速度快、加热区域小、加热深度浅以及柔性大等优点。
29、(3)3d打印随形控温装置及方法采用高导热系数冷却介质对打印件下方整体区域进行高强度冷却,且溢流式的随形冷却结构使冷却介质表面与打印件上表面的距离始终维持恒定,具有打印件冷却强度高和冷却温度梯度稳定等优点。
- 还没有人留言评论。精彩留言会获得点赞!