由刚性外部容器和可变形内袋构成的可用容器的制造方法与流程
本发明涉及由刚性外部容器和可变形内袋构成的可用容器的制造方法,其中,第一螺旋输送器将用于外部容器的第一热塑性塑料材料供应到挤出机并且至少一个第二螺旋输送器将至少一种用于内袋的第二热塑性塑料材料供应到挤出机,挤出机共挤出(coextrude)预成型件,预成型件配置在吹塑机的吹塑模具的敞开的半部之间,其中当预成型件具有制造容器所需的长度时,吹塑模具闭合,其中待制造的容器的底部区域中的过剩材料被挤压出来并且由外部容器的材料形成幅材(web),其中内袋的熔接的底部接缝被夹紧,并且其中预成型件通过压力介质膨胀成与吹塑模具的壁接合,熔接接缝下方的过剩材料被切断并且容器从吹塑模具移除。
背景技术:
1、这种方法早已为人所知,其中例如通过圆形切割器在外部容器中形成开口。当容器的内容物从内袋排出时,出于压力平衡的目的,环境空气通过这些壁开口流入外部容器和内袋之间的间隙,使得内袋可以收缩。
2、当在共挤出工艺中根据上述方法制造容器时,外部容器和内袋的不同的热塑性塑料材料不形成彼此的熔接连接但是它们彼此粘附。在这种容器可用之前,即用液体或例如糊状容器内容物(其然后例如借助无气泵或通过压缩容器而逐渐排出)填充容器之前,必须将内袋与外部容器的壁分离,然后再次施加到外部容器的壁。这可以经由通过容器开口向内袋施加减小的压力(在此之后内袋突然收缩)来实现。压缩的空气随后可以通过容器开口被引入到内袋中,以便将内袋再次施加到外部容器。如果内袋没有大致均匀地与外部容器的壁分离,则即使在外部容器的壁中有压力平衡开口,当分配填充材料时在内袋中也会出现相对大的减小的压力,从而通常提供的泵的功能可能会受到损害。在这种情况下,一定比例的填充材料无法排出。
3、先前已知的将内袋与容器壁分离并随后施加到外部容器的壁的方法是费时的并且增加了所考虑类型的可用容器的制造时间。此外,已经发现,对于瓶形容器,在肩部区域的分离工艺中可能会出现问题。
技术实现思路
1、本发明的目的是提供一种方法,利用该方法以更大的可靠性和更少的时间需求进行内袋的分离工艺。
2、根据本发明,该目的通过技术方案1的方法步骤来实现。
3、本发明的有利实施方式的特征在于从属技术方案。
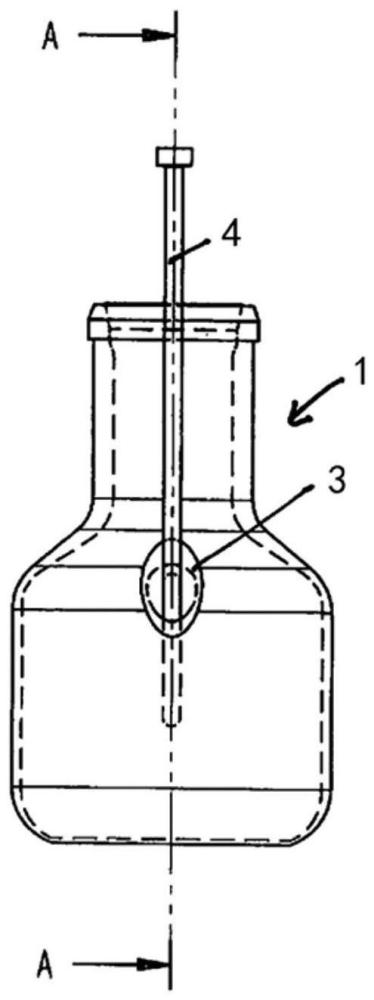
4、本发明提出,在第一步骤中,在外部容器中的肩部区段的下边缘区域处切割出至少两个优选地在直径上相反的孔。这可以通过沿着圆形路径执行的圆形刀具切割来实现,其中确保了内袋不会因此而损坏。这两个孔优选地在直径上彼此相反,但也可以以不同于180°的角度彼此偏移。
5、本发明提出,作为下一个步骤,销优选垂直地被引入穿过孔到内袋和外部容器之间,以便将内袋从外部容器的内壁释放开(loosen)。术语“释放开”是指其中销将内袋机械地提起远离外部容器的小面积。方便地,两个销以这种方式被引入穿过两个孔。
6、本发明提出,作为下一个步骤,从外部通过孔将增大的压力施予到内袋上和/或在内袋中产生减小的压力,以便将内袋在大面积上或在其整个面积上与外部容器的内壁分离。令人惊讶的是,已经发现,在由销“释放开”之后,这种分离工艺可以显著更快地且在单个循环中发生,而在没有“释放开”的常规方法中需要显著更长的增大压力或减小压力的动作。此外,根据本发明的方法实现了在特别困难的肩部区域中内袋在其整个面积上的可靠分离。
7、销优选垂直地被引入,它们也可以以与垂直方向成角度的方式被引入到内袋和外部容器之间。
8、销在内袋和外部容器之间仅插入短距离、优选地约5毫米至15毫米,由此除开其他方面,最佳插入深度取决于瓶的尺寸。最佳深度可以容易地通过实验来确定。
9、为了在该工艺中不损坏内袋,应使用具有光滑的圆形头端的楔子。
10、还已经发现,相对小的增加的压力足以分离内袋,而在常规分离方法中,使用了近似两倍大的增加的压力。当分离工艺通过内袋中的减小的压力实现时,有利地在内袋中产生较小的减小的压力。
11、还有利地建议,两个第一方法步骤在分离机的切割站中执行。为此目的,根据本发明的另一个方面,切割站包括:用于驱动两个刀具、优选圆形刀具的装置,以便在外部容器中切割出孔;以及用于推进两个销、优选顶出销(ejector pin)的装置,所述销被引入穿过固定在切割站中的适当位置的容器中的孔。
12、最后的分离工艺在分离机的分离站中执行,由此分离机应连接到吹塑机,使得尚未完全冷却的容器可以在分离机中被进一步处理。
技术特征:
1.一种由刚性外部容器和可变形内袋构成的可用容器的制造方法,其中,第一螺旋输送器将用于所述外部容器的第一热塑性塑料材料供应到挤出机并且至少一个第二螺旋输送器将至少一种用于所述内袋的第二热塑性塑料材料供应到所述挤出机,所述挤出机共挤出预成型件,所述预成型件配置在吹塑机的吹塑模具的敞开的半部之间,其中当所述预成型件具有制造所述容器所需的长度时,所述吹塑模具闭合,其中待制造的所述容器的底部区域中的过剩材料被挤压出来并且由所述外部容器的材料形成幅材,其中所述内袋的熔接的底部接缝被夹紧,并且其中所述预成型件通过压力介质膨胀成与所述吹塑模具的壁接合,熔接接缝下方的过剩材料被切断并且所述容器从所述吹塑模具移除,其特征在于以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述销(4)在所述内袋和所述外部容器之间被引入约5mm至15mm的短距离。
3.根据权利要求1或2所述的方法,其特征在于,使用具有圆形头端的销(4)。
4.根据权利要求1至3中的任一项所述的方法,其特征在于,从外部施加增大的压力。
5.根据权利要求1至4中的任一项所述的方法,其特征在于,在所述内袋中施加减小的压力。
6.根据权利要求1至5中的任一项所述的方法,其特征在于,所述步骤a)和所述步骤b)在分离机的切割站中执行。
7.根据权利要求1至6中的任一项所述的方法,其特征在于,所述步骤c)在所述分离机的分离站中执行。
8.根据权利要求1至7中的任一项所述的方法,其特征在于,所述分离机连接到所述吹塑机,使得仍然温热的容器能够在所述分离机中被进一步处理。
技术总结
由刚性外部容器和可变形内袋构成的可用容器的制造方法,其中,第一螺旋输送器将用于外部容器的第一热塑性塑料材料供应到挤出机并且至少一个第二螺旋输送器将至少一种用于内袋的第二热塑性塑料材料供应到挤出机,挤出机共挤出预成型件,预成型件配置在吹塑机的吹塑模具的敞开的半部之间,其中当预成型件具有制造容器所需的长度时,吹塑模具闭合,其中待制造的容器的底部区域中的过剩材料被挤压出来并且由外部容器的材料形成幅材,其中内袋的熔接的底部接缝被夹紧,并且其中预成型件通过压力介质膨胀成与吹塑模具的壁接合,熔接接缝下方的过剩材料被切断并且容器从吹塑模具移除。
技术研发人员:S·克内尔,K·伊尔金茨,J·奇尔高,R·西雷恩,M·哈赛德尔
受保护的技术使用者:盖普拉斯特股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!