一种用于内侧带蜂窝夹层结构复合材料C型肋的成型方法与流程
本发明涉及航空复合材料制造,具体涉及一种用于内侧带蜂窝夹层结构复合材料c型肋的成型方法。
背景技术:
1、复合材料由于其高比强度、高比硬度、可设计性强、抗疲劳断裂性能好、耐腐蚀、尺寸稳定性好以及便于大面积整体成型的特点,已成为当代最主要的航空结构材料之一。而蜂窝夹层结构更是具有非常大的强度重量比的一种结构性材料,与实心材料相比,蜂窝夹层结构复合材料使用的有效材料仅为被替代材料的1%-5%,它显然是一种用料省、耗能小的极具潜力的轻质材料。内侧带蜂窝夹层结构复合材料c型肋是一种稳定性很强的肋结构,在飞机襟翼、副翼等结构中都有应用。
2、目前航空复合材料成型工艺多采用热压罐成型,在内侧带蜂窝夹层结构复合材料c型肋成型过程中,蜂窝芯材难以对c型肋内侧型面准确定位,且蜂窝芯材容易在成型过程中产生滑移。若采用阳模共固化成型,蜂窝加压困难,容易在蜂窝下形成缺陷;若采用阴模共固化成型,蒙皮铺叠困难,容易造成肋r角处的孔隙缺陷;若采用分步固化成型,增加成本和零件重量。如何既保证零件内部质量和蜂窝定位精度的同时,又简化操作、提高成型效率,目前还是一个难题。
3、因此,发明人提供了一种用于内侧带蜂窝夹层结构复合材料c型肋的成型方法。
技术实现思路
1、(1)要解决的技术问题
2、本发明实施例提供了一种用于内侧带蜂窝夹层结构复合材料c型肋的成型方法,解决了如何同时提高c型肋的内部质量、蜂窝定位精度及成型效率的技术问题。
3、(2)技术方案
4、本发明提供了一种用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,包括以下步骤:
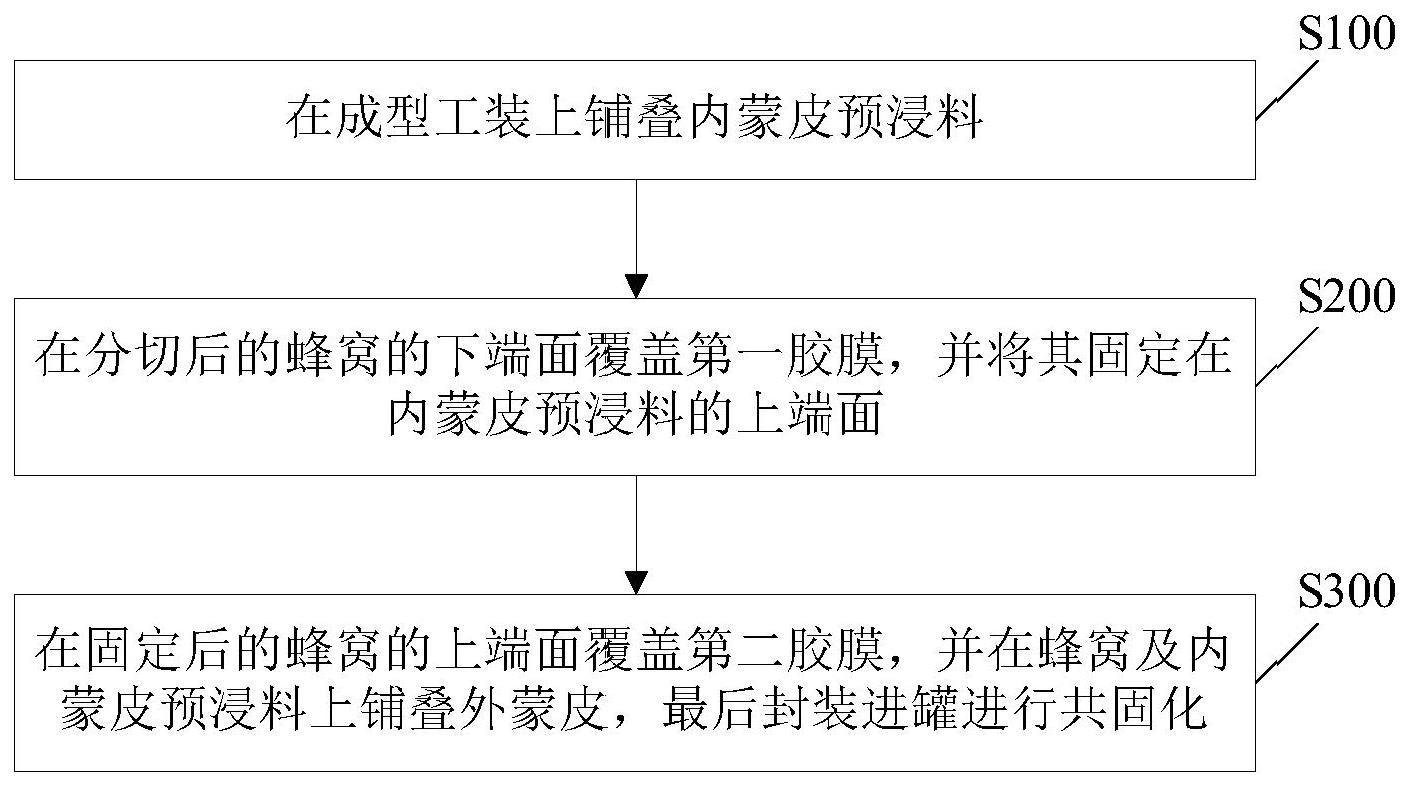
5、在成型工装上铺叠内蒙皮预浸料;
6、在分切后的蜂窝芯的下端面覆盖第一胶膜,并将其固定在所述内蒙皮预浸料的上端面;
7、在固定后的所述蜂窝芯的上端面覆盖第二胶膜,并在所述蜂窝芯及所述内蒙皮预浸料上铺叠外蒙皮,最后封装进罐进行共固化。
8、进一步地,以w方向沿蜂窝芯中心线对蜂窝芯进行分切。
9、进一步地,当蜂窝芯为大刚性蜂窝芯或大尺寸蜂窝芯时,在所述蜂窝芯的倒角边缘进行分切。
10、进一步地,蜂窝芯分切后,在其分切位置处放置第三胶膜。
11、进一步地,所述第三胶膜的厚度为0.3-0.4mm。
12、进一步地,所述外蒙皮的铺叠过程中,每铺叠一层预浸料后进行抽真空,根据抽真空后的外蒙皮平整情况采用预浸料单向带对蜂窝芯拼接的间隙处进行补偿。
13、进一步地,封装过程中,采用玻璃钢盖板对所述外蒙皮进行均压。
14、进一步地,所述玻璃钢盖板的厚度为1.5-2.5mm。
15、进一步地,在所述蜂窝芯及所述内蒙皮预浸料上铺叠外蒙皮之后,还包括:在所述外蒙皮的上端面依次放置脱模材料、隔离材料、透气材料、所述玻璃钢盖板和真空袋。
16、进一步地,所述在成型工装上铺叠内蒙皮预浸料之前,还包括:清理所述成型工装,并在其上表面涂覆脱模剂。
17、(3)有益效果
18、综上,本发明通过蜂窝芯分切的设计,分切后的蜂窝芯对于内蒙皮的局部加压比较好,有效提高了蜂窝芯的定位精度,并通过成型工装控制了蜂窝芯材在成型过程中滑移,保证零件内部质量和型面精度,同时操作简单、生产效率高。
技术特征:
1.一种用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,以w方向沿蜂窝芯中心线对蜂窝芯进行分切。
3.根据权利要求2所述的用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,当蜂窝芯为大刚性蜂窝芯或大尺寸蜂窝芯时,在所述蜂窝芯的倒角边缘进行分切。
4.根据权利要求1所述的用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,蜂窝芯分切后,在其分切位置处放置第三胶膜。
5.根据权利要求4所述的用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,所述第三胶膜的厚度为0.3-0.4mm。
6.根据权利要求1所述的用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,所述外蒙皮的铺叠过程中,每铺叠一层预浸料后进行抽真空,根据抽真空后的外蒙皮平整情况采用预浸料单向带对蜂窝芯拼接的间隙处进行补偿。
7.根据权利要求1所述的用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,封装过程中,采用玻璃钢盖板对所述外蒙皮进行均压。
8.根据权利要求7所述的用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,所述玻璃钢盖板的厚度为1.5-2.5mm。
9.根据权利要求7或8所述的用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,在所述蜂窝芯及所述内蒙皮预浸料上铺叠外蒙皮之后,还包括:
10.根据权利要求1所述的用于内侧带蜂窝芯夹层结构复合材料c型肋的成型方法,其特征在于,所述在成型工装上铺叠内蒙皮预浸料之前,还包括:清理所述成型工装,并在其上表面涂覆脱模剂。
技术总结
本发明涉及航空复合材料制造技术领域,具体涉及一种用于内侧带蜂窝夹层结构复合材料C型肋的成型方法。其包括步骤:在成型工装上铺叠内蒙皮预浸料;在分切后的蜂窝的下端面覆盖第一胶膜,并将其固定在内蒙皮预浸料的上端面;在固定后的蜂窝的上端面覆盖第二胶膜,并在蜂窝及内蒙皮预浸料上铺叠外蒙皮,最后封装进罐进行共固化。该用于内侧带蜂窝夹层结构复合材料C型肋的成型方法的目的是解决如何同时提高C型肋的内部质量、蜂窝定位精度及成型效率的问题。
技术研发人员:袁超,邱启艳
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!