一种五轴打印轨迹生成方法与流程
本发明属于3d打印,具体涉及一种五轴打印轨迹生成方法。
背景技术:
1、目前,市面上的3d打印工艺主要有fdm、sla和slm等工艺,虽然这些工艺技术相对成熟,但是目前这些工艺大部分有个共同的特点:基于三轴结构,采用平面堆叠方法进行零件的成型。然而,这种成型方式带来几种难以解决的问题:1、台阶效应。由于在成型方向,零件表面曲率变化原因,采用固定的层厚进行切片、成型之后,表面材料会呈现阶梯形状,称为台阶效应。目前都是采用减小层厚和自适应层厚的方式改善台阶效应。2、需要更多的支撑。过多的支撑,会存在两个问题:一个是浪费材料,另一个是与支撑的连接表面存在较为粗糙的情况。目前主要是通过更改成型方向,改变模型的姿态来减少支撑。3、成型方式较为固定。基于三轴的轨迹,由于结构限制,只能沿着模型的某一方向进行成型。成型时无法根据模型的特征或者根据需求进行特定轨迹的成型。4、成型质量差。由于采用平面堆叠的方式,成型出来的零件特向异性严重,零件沿着成型方向的拉伸性能较差。5、对于打印平面限制较大。传统的三轴打印不管还是五轴,大部分都是采用平面作为平台,限制较大。
2、传统3d打印工艺基本是基于平面堆叠的方式在平面上进行立体成型。传统三轴的打印平台由于结构的限制,通常平台是个平面,而五轴得益于多自由度,打印平台多样化,不再限制平面。五轴增材打印技术,是在传统3d打印基础上增加一个双转台,增加两个自由度,通过带动立体实物转动,用于在立体实物除去底面的多表面上打印三维立体模型,实现立体增材。但是现有的五轴打印技术,并没有充分发挥五轴的特性,特别是在成型策略上,是在三轴打印的基础上进行改进,新增加的两轴只用来控制成型方向,没有参与其他三轴的联动,实际还是三轴打印。这种成型策略与传统的三轴相比的优点在于:可以较少或不需要支撑就可以成型,但是对于三轴的台阶效应和物理性能并没有太大的提高。
技术实现思路
1、鉴于现有技术的不足,本发明的目的在于提供一种五轴打印轨迹生成方法,充分利用五轴联动优势的策略,不再是基于平面堆叠的方式,而是采用曲面切片的方式,利用空间曲线的交错性,不仅可以减少支撑,减少台阶效应带来的影响,提高表面质量,而且可以大大提高零件的物理力学性能,使得打印出来的零件适用于更多的场合。
2、为实现上述目的,本发明采用如下技术方案:一种五轴打印轨迹生成方法,包括如下步骤:
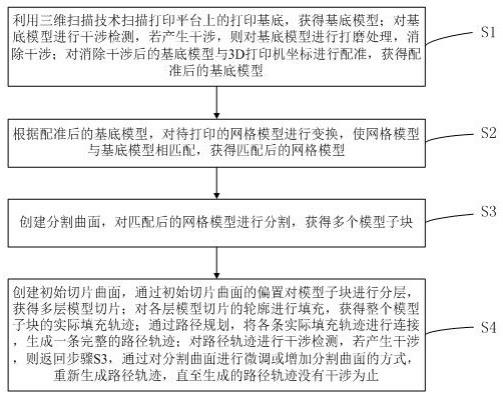
3、s1、利用三维扫描技术扫描打印平台上的打印基底,获得基底模型;对基底模型进行干涉检测,若产生干涉,则对基底模型进行打磨处理,消除干涉;对消除干涉后的基底模型与3d打印机坐标进行配准,获得配准后的基底模型;
4、s2、根据配准后的基底模型,对待打印的网格模型进行变换,使网格模型与基底模型相匹配,获得匹配后的网格模型;
5、s3、创建分割曲面,对匹配后的网格模型进行分割,获得多个模型子块;
6、s4、创建初始切片曲面,通过初始切片曲面的偏置对模型子块进行分层,获得多层模型切片;对各层模型切片的轮廓进行填充,获得整个模型子块的实际填充轨迹;通过路径规划,将各条实际填充轨迹进行连接,生成一条完整的路径轨迹;对路径轨迹进行干涉检测,若产生干涉,则返回步骤s3,通过对分割曲面进行微调或增加分割曲面的方式,重新生成路径轨迹,直至生成的路径轨迹没有干涉为止。
7、优选地,所述五轴打印轨迹生成方法,还包括如下步骤:
8、s5、利用运动学逆解方法对路径轨迹中的各个刀位点姿态数据进行求解、优化,获得3d打印机各个轴的实际运动数据;
9、s6、将3d打印机各个轴的实际运动数据转化为供3d打印机执行的gcode代码。
10、优选地,所述五轴打印轨迹生成方法,还包括如下步骤:
11、s8、将gcode代码导进3d打印机进行实际的打印。
12、优选地,所述五轴打印轨迹生成方法,在步骤s6和步骤s8之间,还包括如下步骤:
13、s7、通过仿真软件运行gcode代码,对路径轨迹进行仿真,观察仿真打印情况,提前预测实际打印成型质量。
14、优选地,步骤s1中,对待打印的网格模型进行变换的方法包括旋转、平移和变形中的至少一种。
15、优选地,步骤s2中,待打印的网格模型的获取方法为:读取网格模型文件,去除冗余点,并基于半边数据结构建立起网格的拓扑关系,即得到待打印的网格模型。
16、优选地,所述网格模型文件的格式包括stl、obj、amf和3mf中的任意一种。
17、优选地,步骤s3中,模型子块的具体获得方法包括如下步骤:
18、s31、选择模型分割策略,所述模型分割策略包含基于模型空间几何的分割方法、基于模型应力场的分割方法中的至少一种,获得分割曲面;
19、s32、通过分割曲面与网格模型进行求交,获取多个模型子块。
20、优选地,步骤s4中,路径轨迹的具体获得方法包括如下步骤:
21、s41、创建初始切片曲面,对初始切片曲面进行等距偏置,获取一组距离间隔相等的曲面组,将曲面组和模型子块进行三角网格求交,获得多层模型切片,各层模型切片的轮廓线一起组成轮廓线组;
22、s42、采用扫面填充、偏置填充或混合填充的方式对轮廓线组进行填充,获得整个模型子块的实际填充轨迹;
23、s43、通过空行程轨迹将模型子块的实际填充轨迹进行连接,并通过蚁群算法或遗传算法进行优化,得到一条较为光滑且空行程较少的路径轨迹;
24、s44、对路径轨迹进行干涉检测,若产生干涉,则返回步骤s3,通过对分割曲面进行微调或增加分割曲面的方式,重新生成路径轨迹,直至生成的路径轨迹没有干涉为止。
25、优选地,步骤s5中,3d打印机各个轴的实际运动数据包括运动速度、运动位置和运动姿态。
26、与现有技术相比,本发明具有以下有益效果:(1)得益于五轴的多自由度,模型的成型自由度更高,成型方式更自由;(2)通过轨迹规划有效地减少模型的支撑,减少材料损耗和提高表面质量;(3)通过轨迹规划减少台阶效应带来的影响,提高表面质量;(4)由于采用曲面进行模型的分层,成型轨迹是由空间轨迹进行堆叠,成型出来的模型在力学性能会更加的好,大大减少由于固定的成型方向所带来的各向异性问题;(5)打印平台更加的灵活,打印平台的选择只要选择的平台不产生干涉,都可以选择作为平台;在零件修复领域有更好的应用,也省去了配平和寻找下刀点的步骤,实现自动化流程。
技术特征:
1.一种五轴打印轨迹生成方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的五轴打印轨迹生成方法,其特征在于:还包括如下步骤:
3.根据权利要求2所述的五轴打印轨迹生成方法,其特征在于:还包括如下步骤:
4.根据权利要求3所述的五轴打印轨迹生成方法,其特征在于:在步骤s6和步骤s8之间,还包括如下步骤:
5.根据权利要求1所述的五轴打印轨迹生成方法,其特征在于:步骤s1中,对待打印的网格模型进行变换的方法包括旋转、平移和变形中的至少一种。
6.根据权利要求1所述的五轴打印轨迹生成方法,其特征在于:步骤s2中,待打印的网格模型的获取方法为:读取网格模型文件,去除冗余点,并基于半边数据结构建立起网格的拓扑关系,即得到待打印的网格模型。
7.根据权利要求6所述的五轴打印轨迹生成方法,其特征在于:所述网格模型文件的格式包括stl、obj、amf和3mf中的任意一种。
8.根据权利要求1所述的五轴打印轨迹生成方法,其特征在于:步骤s3中,模型子块的具体获得方法包括如下步骤:
9.根据权利要求1所述的五轴打印轨迹生成方法,其特征在于:步骤s4中,路径轨迹的具体获得方法包括如下步骤:
10.根据权利要求2所述的五轴打印轨迹生成方法,其特征在于:步骤s5中,3d打印机各个轴的实际运动数据包括运动速度、运动位置和运动姿态。
技术总结
本发明涉及一种五轴打印轨迹生成方法,包括如下步骤:S1、利用三维扫描技术扫描打印平台上的打印基底,获得基底模型;对基底模型与3D打印机坐标进行配准,获得配准后的基底模型;S2、对待打印的网格模型进行变换,使网格模型与配准后的基底模型相匹配,获得匹配后的网格模型;S3、创建分割曲面,对匹配后的网格模型进行分割,获得多个模型子块;S4、创建初始切片曲面,通过初始切片曲面的偏置对模型子块进行分层,获得多层模型切片;对各层模型切片的轮廓进行填充,获得整个模型子块的实际填充轨迹;通过路径规划,将各条实际填充轨迹进行连接,生成一条完整的路径轨迹。利用本发明打印出来的零件具有更好的表面质量和力学性能。
技术研发人员:肖国栋,余谦
受保护的技术使用者:无锡有田五维增材科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!