一种注塑设备及注塑工艺的制作方法
本发明属于注塑设备,尤其涉及一种注塑设备及注塑工艺。
背景技术:
1、注塑成型又称注射模塑成型,在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。该方法适用于形状复杂部件的批量生产,是重要的加工方法之一。注射成型过程大致可分为以下6个阶段:合模、射胶、保压、冷却、开模、制品取出。
2、模具温度的设定指的是根据熔体接触的模具表面的温度,模具温度的高低会影响熔体在填充时的流动性、结晶度和冷凝时间,直接作用到塑品的密度、尺寸、强度、收缩性,当设定的温度下降到能够使模具中充填的熔体冷却并可以取出
3、现有的冷却水道虽然可以对工件进行冷却,但是冷却效率不高;过度的冷却,虽然可以提高注塑效率,但是,不利于物料在型腔中的流动,容易导致产品产生缺陷。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种注塑设备及注塑工艺,具备在熔体填充产品型腔时,可以通过保温件对产品型腔进行保温,从而促进熔体填充产品型腔;当需要冷却时,将冷却件和所述动模对齐,使冷却进水管和冷却出水管分别与所述进水口和所述出水口连通,从而向冷却水道中注入新的冷却水,提高冷却效率的优点,解决了现有技术中的问题。
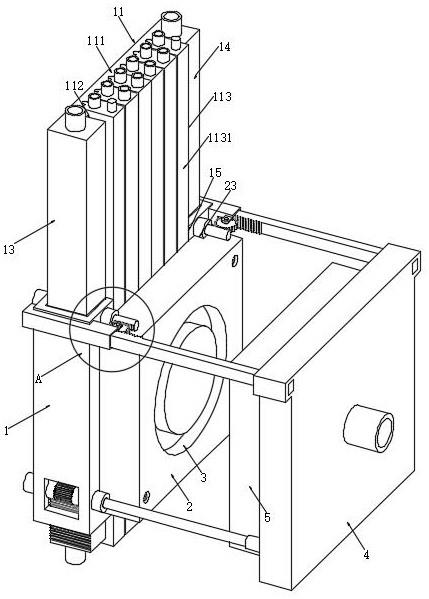
2、本发明是这样实现的,一种注塑设备,包括:第一模座,所述第一模座上固定连接有动模,所述动模上具有第一型腔;第二模座,所述第二模座上固定连接有定模,所述定模上具有第二型腔;所述第一型腔和所述第二型腔相对应;所述动模中设有水道,所述水道环绕于所述第一型腔,所述动模上设有进水口和出水口,所述进水口、所述出水口均与所述水道连通;所述第一模座上开设有容纳腔,所述容纳腔贯穿所述第一模座相对的两个侧边,所述容纳腔中具有冷却件,所述冷却件一侧固定连接有保温件,当所述冷却件移出容纳腔时,所述保温件进入所述容纳腔;所述冷却件包括冷却进水管和冷却出水管,当所述冷却件和所述动模对齐时,所述冷却进水管和冷却出水管分别与所述进水口和所述出水口连通。
3、作为本发明优选的,所述冷却件包括第一限位条,所述冷却进水管和所述冷却出水管分别固定连接于所述第一限位条的两侧,所述第一限位条上设有第一卡接槽,所述第一卡接槽位于所述冷却进水管和所述冷却出水管之间;所述第一卡接槽中连接有冷却板,所述第一模座上设有和所述容纳腔连通的缺口,所述冷却板通过所述缺口和所述动模贴合。
4、作为本发明优选的,所述冷却板包括若干子板,所述子板并排设置,所述子板的内部均具有腔体,至少部分所述子板的壁厚不同。
5、作为本发明优选的,所述腔体内部具有隔板,所述隔板将所述腔体分隔为进水腔和出水腔,所述进水腔靠近所述动模,且所述进水腔和所述出水腔连通;在冷却时,冷却水进入进水腔中,可带走动模背面的热量,从而对动模进行整体散热。
6、作为本发明优选的,所述冷却进水管和所述冷却出水管之间固定连接有连接板,所述连接板的一侧设有若干限位槽,所述子板上固定连接有第一滑条,所述第一滑条滑动连接于所述限位槽中;所述连接板的靠近所述子板的一侧固定连接有静摩擦块,所述静摩擦块贴合于所述子板。
7、作为本发明优选的,所述定模的上侧固定连接有两个第一导柱,所述动模上固定连接有和所述第一导柱适配的第一导套;所述第一导套的侧部上转动连接有齿轮,所述第一导柱的靠近所述齿轮的一侧具有能和所述齿轮适配的第一凸齿;所述动模上固定连接有第二导套,所述第二导套和所述容纳腔连通,所述第二导套内部滑动插接有插杆,所述插杆上具有若干等距排列的第二凸齿,所述第二凸齿能和所述齿轮啮合。
8、作为本发明优选的,所述保温件包括保温进水管和保温出水管;所述保温件包括第二限位条,所述保温进水管和所述保温出水管分别固定连接于所述第二限位条的两侧,所述第二限位条上设有第二卡接槽,所述第二卡接槽中连接有若干并排设置的加热管,当所述保温件和动模贴合时,所述加热管通过缺口和所述动模贴合。
9、作为本发明优选的,所述动模上转动连接有第三导套,所述第三导套的外圈环形等距设置有若干齿槽,所述保温进水管或所述保温出水管的边缘具有和所述齿槽相适配的第三凸齿;所述第三导套内部设有螺旋槽,所述第二模座上固定连接有第二导柱,所述第二导柱为螺柱,所述第二导柱通过螺旋插接于所述螺旋槽中。
10、一种注塑工艺,运用上述的注塑设备,包括以下步骤:
11、在外部动力设备的推动下,第一模座带动动模贴合于定模,从而使第一型腔和第二型腔构成产品型腔,熔体通过定模的热流道进入产品型腔中,并填充满整个产品型腔;
12、在熔体填充产品型腔时,可以通过保温件对产品型腔进行保温,从而促进熔体填充产品型腔;
13、当需要冷却时,将冷却件和所述动模对齐,使冷却进水管和冷却出水管分别与所述进水口和所述出水口连通,从而向冷却水道中注入新的冷却水,提高冷却效率。
14、与现有技术相比,本发明的有益效果如下:
15、本发明中,在外部动力设备的推动下,第一模座带动动模贴合于定模,从而使第一型腔和第二型腔构成产品型腔,熔体通过定模的热流道进入产品型腔中,并填充满整个产品型腔;在熔体填充产品型腔时,可以通过保温件对产品型腔进行保温,从而促进熔体填充产品型腔;当需要冷却时,将冷却件和所述动模对齐,使冷却进水管和冷却出水管分别与所述进水口和所述出水口连通,从而向冷却水道中注入新的冷却水,提高冷却效率。
技术特征:
1.一种注塑设备,包括:
2.如权利要求1所述的一种注塑设备,其特征在于:
3.如权利要求2所述的一种注塑设备,其特征在于:
4.如权利要求3所述的一种注塑设备,其特征在于:
5.如权利要求4所述的一种注塑设备,其特征在于:
6.如权利要求1所述的一种注塑设备,其特征在于:
7.如权利要求1所述的一种注塑设备,其特征在于:
8.如权利要求7所述的一种注塑设备,其特征在于:
9.一种注塑工艺,其特征在于,运用权利要求1-8任一项所述的注塑设备,包括以下步骤:
技术总结
本发明公开了一种注塑设备及注塑工艺,属于注塑设备技术领域,注塑设备,动模中设有水道,水道环绕于第一型腔,动模上设有进水口和出水口,进水口、出水口均与水道连通;第一模座上开设有容纳腔,容纳腔贯穿第一模座相对的两个侧边,容纳腔中具有冷却件,冷却件一侧固定连接有保温件,冷却件包括冷却进水管和冷却出水管,当冷却件和动模对齐时,冷却进水管和冷却出水管分别与进水口和出水口连通。该发明在熔体填充产品型腔时,可以通过保温件对产品型腔进行保温,从而促进熔体填充产品型腔;当需要冷却时,将冷却件和所述动模对齐,使冷却进水管和冷却出水管分别与所述进水口和所述出水口连通,从而向冷却水道中注入新的冷却水,提高冷却效率。
技术研发人员:郭旭,崔长超,李宏瑞,李光明,侯俊礼,王永维,肖文杰,丁一康,欧阳亚飞
受保护的技术使用者:通号工程局集团天津装备技术有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!