一种快速冷却手机壳定量注塑模具及其使用方法与流程
本发明涉及手机壳加工,具体为一种快速冷却手机壳定量注塑模具及其使用方法。
背景技术:
1、机壳注塑模具是用于制造手机壳的关键工具,它通常由模具钢制成,包括模腔、模芯和其他辅助零件,在进行手机壳生产过程中,需要及时对手机壳进行冷却,而传统的水冷或风冷方式对注塑后的手机壳进行降温效果不够理想,这是因为注塑过程中,手机壳内外侧温度存在差异,导致手机壳完全冷凝速度较慢,会出现局部温度过高或过低的情况,加上水冷或风冷通常只能对手机壳的背面进行降温,而侧面的温度降低较慢,无法快速对手机壳进行全方位冷却,这可能导致手机壳背面和侧面的温度差异,而产生应力导致变形。
技术实现思路
1、针对现有技术的不足,本发明提供了一种快速冷却手机壳定量注塑模具及其使用方法,具备可以迅速将手机壳的温度降低到所需范围,实现更均匀的降温效果的优点,解决了水冷或风冷通常只能对手机壳的表面进行降温,而内部的温度降低较慢,无法快速对手机壳进行冷却的问题。
2、为解决上述的技术问题,本发明提供如下技术方案:
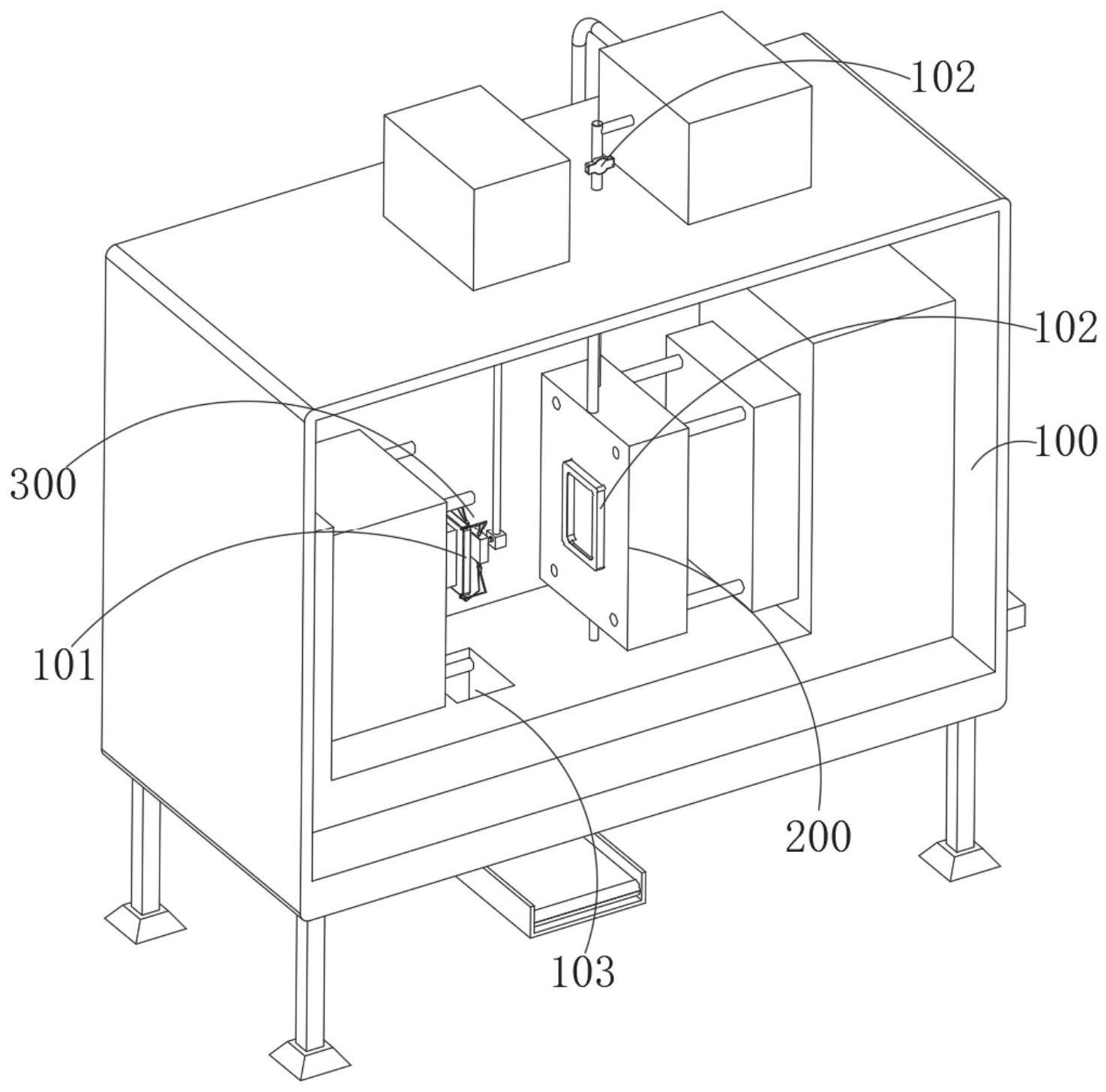
3、一种快速冷却手机壳定量注塑模具,包括作为整个装置载体的注塑机,所述注塑机内两侧分别设有前模和后模,所述注塑机上安装有料箱,料箱上设有用于输送原料的导管,导管上设有用于控制输送量的电磁阀门,所述后模一侧设有用于冷却手机壳的冷却机构,注塑机内安装有用于用于取下手机壳的下料机构,注塑机底部开设有用于导出手机壳的下料口。
4、优选的,所述冷却机构包括固装于注塑机内一侧的支撑座,后模安装在支撑座上,后模背面分别开设有用于气体流动腔体a和腔体b,腔体a和腔体b内壁均设有用于传导热量的导热层,腔体b内倾斜安装有多个导流板,相邻位置的导流板呈错位分布,腔体b内设有多个用于分散气体的叶片组,后模上设有用于驱动相邻叶片组相反方向转动的传动组件,注塑机上设有用于传送冷却介质的冷却罐,注塑机上设有用于抽离冷却介质的风机。
5、优选的,所述传动组件包括固装于后模背面的马达,马达的输出端固接有传动轴a,后模上分别转动安装有连接轴a、传动轴b和连接轴b,传动轴a和连接轴a之间设有皮带组件,传动轴b设有两个,两个传动轴b之间设有皮带组件,连接轴b和上方的传动轴b也设有皮带组件,连接轴b和连接轴a上套装有啮合传动的齿轮,多个叶片组分别套装在传动轴b、连接轴a和传动轴a。
6、优选的,所述叶片组上设有多个叶片,叶片上均开设有多个导流孔。
7、优选的,所述冷却罐的输出端固接有输送管,输送管的端部插入腔体b内,输送管的两侧固接有支管,支管位于腔体a内。
8、优选的,所述注塑机上固装有风机,风机的输出端固接有连接管,连接管的端部分别插入腔体a和腔体b内。
9、优选的,所述下料机构包括固装于注塑机内顶壁的电动伸缩杆,电动伸缩杆的底端固接有负重板,负重板上固装有电动推杆,电动推杆的端部固接有外壳,外壳上固接有用于固定手机壳的定位组件。
10、优选的,所述定位组件包括转动安装有外壳内的传动盘,外壳倾斜固接有四个支架,支架的端部固接有支撑块,支撑块上铰接有传动块,传动块上铰接有定位块,传动块和定位块之间固接有拉簧,定位块与手机壳边角位置相对应,外壳上设有用于控制定位块的驱动件。
11、优选的,所述驱动件包括滑动连接于支架上的滑套,滑套和传动块之间铰接有拉条,外壳上固装有电机,电机的输出端固接有传动盘,传动盘和滑套之间铰接有传动条,外壳上开设有用于传动条滑动的桶槽。
12、一种用于快速冷却手机壳定量注塑模具的使用方法,包括以下步骤:
13、s1、注塑机启动将前模与后模进行合模,随后后模打开,通过管道将原料注入到前模和后模之间,原料形成手机壳形状;
14、s2、随后冷却罐通过输送管和支管分别将液氮注入到腔体a和腔体b内,随后液氮分别在腔体a和腔体b内从上向下进行流动,利用导热层对手机壳进行降温;
15、s3、同时马达启动驱动传动轴a,传动轴a通过皮带组件带动连接轴a转动,连接轴a通过齿轮带动连接轴b相反方向转动,随后连接轴b通过皮带组件带动传动轴b转动,传动轴b通过皮带组件带动另一个传动轴b转动,叶片组分别随着传动轴b、连接轴a和传动轴a转动,使得相邻位置的叶片组呈相反方向转动,将液氮进行扩散以及加快液氮的流动速度;
16、s4、随后传动组件启动通过连接管将腔体a和腔体b内的液氮导出;
17、s5、注塑完成之后,前模复位,随后电动伸缩杆的自由端下降,将负重板移动到下方,随后负重板上的电动推杆推动外壳使其移动,随后定位组件将手机壳固定,然后电动推杆带动外壳使其往回移动,继而可以自动将手机壳取下,随后手机壳通过下料口导出。
18、借由上述技术方案,本发明提供了一种快速冷却手机壳定量注塑模具及其使用方法,至少具备以下有益效果:
19、1、该快速冷却手机壳定量注塑模具及其使用方法,通过设置冷却机构,利用液氮进行降温,液氮具有极低的温度,可以迅速将手机壳的温度降低到所需的范围内,避免手机壳因高温而产生气泡、缺陷或变形等问题,这有助于提高手机壳的质量和外观,这有助于加快手机壳的冷却速度,提高生产效率。
20、2、该快速冷却手机壳定量注塑模具及其使用方法,冷却罐将冷却介质分别输送到腔体a和腔体b内,能够同时对手机壳的背面和侧面进行降温,能够提高对于手机壳的冷却速度,随后冷却介质顺着导流板进行流动可以对手机壳背面进行降温,通过设置多个错位分布的导流板,可以增加冷却介质与手机壳的接触面积,冷却介质顺着导流板流动时,会与手机壳表面接触更多的区域,从而提高热量传递效率,加快降温速度,以及导流板的错位分布可以使冷却介质在槽内形成多个流动通道,使冷却介质在整个手机壳表面均匀分布,这有助于避免局部温度过高或过低,实现更均匀的降温效果,减少变形和缺陷的发生。
21、3、该快速冷却手机壳定量注塑模具及其使用方法,相邻位置的呈反向转动的叶片组,通过在导流板上方设置叶片组并使其相邻位置呈相反方向转动,可以增加对流效果、提高冷却速度、实现均匀降温,并控制温度分布,从而进一步提高手机壳的降温效果和生产质量。
22、4、该快速冷却手机壳定量注塑模具及其使用方法,通过设置下料机构,机械结构具有快速、精确的抓取能力,可以快速将手机壳从模具上取出,这样可以减少生产周期,提高生产效率,实现自动化生产,减少人工干预,提高生产线的自动化程度和稳定性。
23、5、该快速冷却手机壳定量注塑模具及其使用方法,通过设置下料机构,电动伸缩杆的自由端下降,将负重板移动到下方,随后负重板上的电动推杆推动外壳使其移动,随后定位组件将手机壳固定,然后电动推杆带动外壳使其往回移动,继而可以自动将手机壳取下,利用机械结构进行取出操作可以实现自动化生产,减少人工干预,提高生产线的自动化程度和稳定性。
技术特征:
1.一种快速冷却手机壳定量注塑模具,包括作为整个装置载体的注塑机(100),所述注塑机(100)内两侧分别设有前模(101)和后模(102),所述注塑机(100)上安装有料箱,料箱上设有用于输送原料的导管,导管上设有用于控制输送量的电磁阀门(104),其特征在于:所述后模(102)一侧设有用于冷却手机壳的冷却机构(200),注塑机(100)内安装有用于用于取下手机壳的下料机构(300),注塑机(100)底部开设有用于导出手机壳的下料(103)。
2.根据权利要求1所述的快速冷却手机壳定量注塑模具,其特征在于:所述冷却机构(200)包括固装于注塑机(100)内一侧的支撑座(203),后模(102)安装在支撑座(203)上,后模(102)背面分别开设有用于气体流动腔体a(207)和腔体b(208),腔体a(207)和腔体b(208)内壁均设有用于传导热量的导热层(211),腔体b(208)内倾斜安装有多个导流板(212),相邻位置的导流板(212)呈错位分布,腔体b(208)内设有多个用于分散气体的叶片组(213),后模(102)上设有用于驱动相邻叶片组(213)相反方向转动的传动组件(206),注塑机(100)上设有用于传送冷却介质的冷却罐(201),注塑机(100)上设有用于抽离冷却介质的风机(205)。
3.根据权利要求2所述的快速冷却手机壳定量注塑模具,其特征在于:所述传动组件(206)包括固装于后模(102)背面的马达(2061),马达(2061)的输出端固接有传动轴a(2062),后模(102)上分别转动安装有连接轴a(2064)、传动轴b(2063)和连接轴b(2066),传动轴a(2062)和连接轴a(2064)之间设有皮带组件(2065),传动轴b(2063)设有两个,两个传动轴b(2063)之间设有皮带组件(2065),连接轴b(2066)和上方的传动轴b(2063)也设有皮带组件(2065),连接轴b(2066)和连接轴a(2064)上套装有啮合传动的齿轮(2067),多个叶片组(213)分别套装在传动轴b(2063)、连接轴a(2064)和传动轴a(2062)。
4.根据权利要求2所述的快速冷却手机壳定量注塑模具,其特征在于:所述叶片组(213)上设有多个叶片,叶片上均开设有多个导流孔(209)。
5.根据权利要求2所述的快速冷却手机壳定量注塑模具,其特征在于:所述冷却罐(201)的输出端固接有输送管(202),输送管(202)的端部插入腔体b(208)内,输送管(202)的两侧固接有支管(210),支管(210)位于腔体a(207)内。
6.根据权利要求2所述的快速冷却手机壳定量注塑模具,其特征在于:所述注塑机(100)上固装有风机(205),风机(205)的输出端固接有连接管(204),连接管(204)的端部分别插入腔体a(207)和腔体b(208)内。
7.根据权利要求1所述的快速冷却手机壳定量注塑模具,其特征在于:所述下料机构(300)包括固装于注塑机(100)内顶壁的电动伸缩杆(301),电动伸缩杆(301)的底端固接有负重板(302),负重板(302)上固装有电动推杆(303),电动推杆(303)的端部固接有外壳(304),外壳(304)上固接有用于固定手机壳的定位组件(305)。
8.根据权利要求7所述的快速冷却手机壳定量注塑模具,其特征在于:所述定位组件(305)包括转动安装有外壳(304)内的传动盘(3053),外壳(304)倾斜固接有四个支架(3054),支架(3054)的端部固接有支撑块(3057),支撑块(3057)上铰接有传动块(3059),传动块(3059)上铰接有定位块(3060),传动块(3059)和定位块(3060)之间固接有拉簧(3051),定位块(3060)与手机壳边角位置相对应,外壳(304)上设有用于控制定位块(3060)的驱动件。
9.根据权利要求8所述的快速冷却手机壳定量注塑模具,其特征在于:所述驱动件包括滑动连接于支架(3054)上的滑套(3055),滑套(3055)和传动块(3059)之间铰接有拉条(3058),外壳(304)上固装有电机(3052),电机(3052)的输出端固接有传动盘(3053),传动盘(3053)和滑套(3055)之间铰接有传动条(3056),外壳(304)上开设有用于传动条(3056)滑动的桶槽。
10.一种用于权利要求1-9任一项所述快速冷却手机壳定量注塑模具的使用方法,其特征在于,包括以下步骤:
技术总结
本发明涉及手机壳加工技术领域,尤其涉及一种快速冷却手机壳定量注塑模具及其使用方法,包括作为整个装置载体的注塑机,所述注塑机内两侧分别设有前模和后模,所述注塑机上安装有料箱,料箱上设有用于输送原料的导管,导管上设有用于控制输送量的电磁阀门,所述后模一侧设有用于冷却手机壳的冷却机构,注塑机内安装有用于用于取下手机壳的下料机构,注塑机底部开设有用于导出手机壳的下料口。本发明通过设置冷却机构,可以迅速将手机壳的温度降低到所需的范围内,避免手机壳因高温而产生气泡、缺陷或变形等问题。这有助于提高手机壳的质量和外观,这有助于加快手机壳的冷却速度,实现更均匀的降温效果,减少变形和缺陷的发生。
技术研发人员:张立峰
受保护的技术使用者:深圳市鼎盛精密工业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!