聚碳酸酯光学板材与硬化涂层共挤生产工艺的制作方法
本发明涉及硬化涂层共挤,特别涉及聚碳酸酯光学板材与硬化涂层共挤生产工艺。
背景技术:
1、目前现有pc板硬化工艺分为三种:表面涂层硬度改性、表面镀膜处理、表面化学处理,都能使其达到硬化效果。
2、表面涂层硬度改性:既是我们众所周知的表面硬化处理(hardcoating)。就是在板材表面涂上一层硬度高的材料,从而提高板材表面的硬度,可涂敷的材料通常有:无机物、有机硅涂料、氟碳漆、多官能团丙烯酸酯及少量热固性树脂等。表面涂层根据结合的性质又分为物理涂层和化学涂层两种,物理涂层与板材结合只是利用薄膜与板材之间的范德华力,而化学涂层中的分子可以和板材侧链中的官能团发生交联产生结合力更加强大的化学键力,因而化学涂层的附着力较高,更牢靠。
3、表面镀膜处理:一般采用pvd方式完成,主要是通过pvd方式在板材表面镀上金属、金属氧化物或者其他无机物。
4、表面化学处理:主要利用激光等手段使得板材表面结构发生变化。
5、尽管改变塑胶板材表面硬度的方法多种多样,但在对板材进行表面加硬处理后,仍然保留塑料板材原来的光学性能等优势的话,以有机硅为主要成分,掺杂少量金属氧化物及其他助剂的表面涂层工艺是目前pmma/聚碳酸酯板材的表面硬化首选工艺。
6、采用以几种加工工艺存在的不足在于:其表面易沾油污表面经硬化后非为光滑而有毛细现象,且表面印刷油膜不易附着,成品不良率也随之升高。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供聚碳酸酯光学板材与硬化涂层共挤生产工艺,在聚碳酸酯板材挤出后,通过滚涂方式将硬化涂层与挤出板材共同压制在一起,实现聚碳酸酯表面硬化工艺,解决硬化工艺表面易沾油污表面经硬化后非为光滑而有毛细现象、表面印刷油膜不易附着、成品不良率高、硬化后不可进行弯折成形等问题,可进行弯曲或成型加工,可进行表面丝网硬刷具备良好的结合力,加工效率高、硬化合格率高,更具备成本优势。工艺制程中无有害气体及有害液体的产生,可更有利于推动碳达标。
2、本发明还提供具有上述聚碳酸酯光学板材与硬化涂层共挤生产工艺,包括以下步骤:
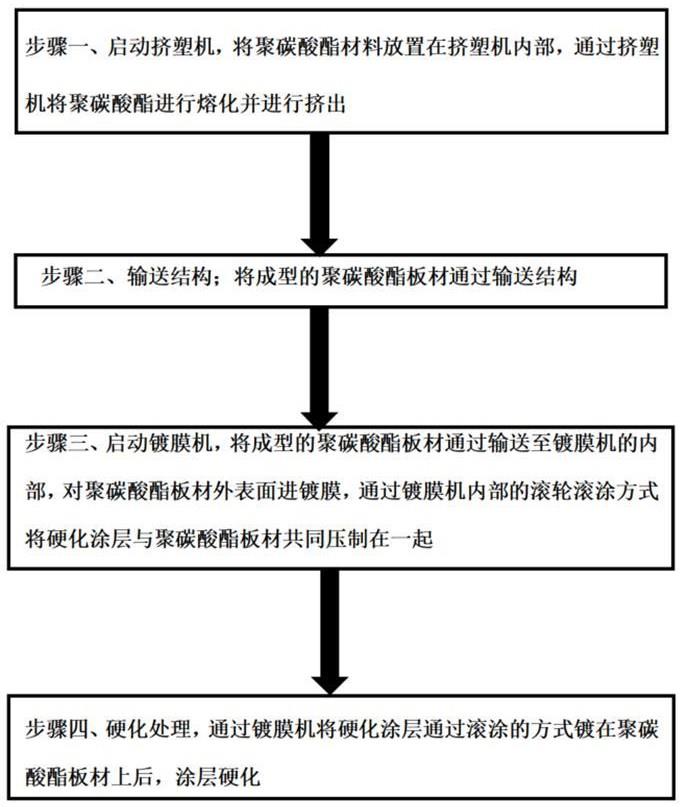
3、步骤一、启动挤塑机,将聚碳酸酯材料放置在挤塑机内部,通过挤塑机将聚碳酸酯进行熔化并进行挤出,形成聚碳酸酯板材;
4、步骤二、输送结构;将成型的聚碳酸酯板材通过输送结构,进行传送使其进入下一道工序;
5、步骤三、启动镀膜机,将成型的聚碳酸酯板材通过输送至镀膜机的内部,对聚碳酸酯板材外表面进行镀膜,通过镀膜机内部的滚轮滚涂方式将硬化涂层与聚碳酸酯板材共同压制在一起,实现聚碳酸酯表面硬化工艺;
6、步骤四、硬化处理,通过镀膜机将硬化涂层通过滚涂的方式镀在聚碳酸酯板材上后,涂层硬化。
7、根据本发明提供的聚碳酸酯光学板材与硬化涂层共挤生产工艺,所述步骤一中的挤塑机前端设置有挤板模头,所述挤板模头的输出部位将聚碳酸酯材料进行定型形成聚碳酸酯板材。
8、根据本发明提供的聚碳酸酯光学板材与硬化涂层共挤生产工艺,所述步骤二中的输送结构内部设置有输送轮,所述输送轮将聚碳酸酯板材进行传送。
9、根据本发明提供的聚碳酸酯光学板材与硬化涂层共挤生产工艺,所述步骤三中的镀膜机内部设置有滚涂滚轮,所述滚涂滚轮与聚碳酸酯板材相互接触。
10、根据本发明提供的聚碳酸酯光学板材与硬化涂层共挤生产工艺,所述步骤四中的硬化处理,通过所述滚涂滚轮的外表面设置有硬化涂层,所述硬化涂层通过滚涂滚轮附着在聚碳酸酯板材外表面。
11、根据本发明提供的聚碳酸酯光学板材与硬化涂层共挤生产工艺,所述输送轮与滚涂滚轮分别活动连接在聚碳酸酯板材的下表面和上表面。
12、根据本发明提供的聚碳酸酯光学板材与硬化涂层共挤生产工艺,所述步骤二中的输送结构设置在所述步骤一中挤塑机的输出端。
13、有益效果
14、与现有生产工艺对比通过本工艺硬化后,板材能实现以下技术效果:
15、在聚碳酸酯板材挤出后,通过滚涂方式将硬化涂层与挤出板材共同压制在一起,实现聚碳酸酯表面硬化工艺,解决硬化工艺表面易沾油污表面经硬化后非为光滑而有毛细现象、表面印刷油膜不易附着、成品不良率高、硬化后不可进行弯折成形等问题,可进行弯曲或成型加工。可进行表面丝网硬刷具备良好的结合力。加工效率高、硬化合格率高,更具备成本优势。工艺制程中无有害气体及有害液体的产生,可更有利于推动碳达标。
技术特征:
1.聚碳酸酯光学板材与硬化涂层共挤生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的聚碳酸酯光学板材与硬化涂层共挤生产工艺,其特征在于,所述步骤一中的挤塑机前端设置有挤板模头(1),所述挤板模头(1)的输出部位将聚碳酸酯材料进行定型形成聚碳酸酯板材(3)。
3.根据权利要求1所述的聚碳酸酯光学板材与硬化涂层共挤生产工艺,其特征在于,所述步骤二中的输送结构内部设置有输送轮(4),所述输送轮(4)将聚碳酸酯板材(3)进行传送。
4.根据权利要求1所述的聚碳酸酯光学板材与硬化涂层共挤生产工艺,其特征在于,所述步骤三中的镀膜机内部设置有滚涂滚轮(2),所述滚涂滚轮(2)与聚碳酸酯板材(3)相互接触。
5.根据权利要求4所述的聚碳酸酯光学板材与硬化涂层共挤生产工艺,其特征在于,所述步骤四中的硬化处理,通过所述滚涂滚轮(2)的外表面设置有硬化涂层(5),所述硬化涂层(5)通过滚涂滚轮(2)附着在聚碳酸酯板材(3)外表面。
6.根据权利要求3所述的聚碳酸酯光学板材与硬化涂层共挤生产工艺,其特征在于,所述输送轮(4)与滚涂滚轮(2)分别活动连接在聚碳酸酯板材(3)的下表面和上表面。
7.根据权利要求1所述的聚碳酸酯光学板材与硬化涂层共挤生产工艺,其特征在于,所述步骤二中的输送结构设置在所述步骤一中挤塑机的输出端。
技术总结
本发明公开了聚碳酸酯光学板材与硬化涂层共挤生产工艺,其包括:步骤一、启动挤塑机,将聚碳酸酯材料放置在挤塑机内部,通过挤塑机将聚碳酸酯进行熔化并进行挤出,形成聚碳酸酯板材;步骤二、输送结构;将成型的聚碳酸酯板材通过输送结构,进行传送使其进入下一道工序;步骤三、启动镀膜机,将成型的聚碳酸酯板材通过输送至镀膜机的内部,对聚碳酸酯板材外表面进镀膜,通过镀膜机内部的滚轮滚涂方式将硬化涂层与聚碳酸酯板材共同压制在一起,实现聚碳酸酯表面硬化工艺。可进行弯曲或成型加工,可进行表面丝网印刷具备良好的结合力,加工效率高、硬化合格率高,更具备成本优势。工艺制程中无有害气体及有害液体的产生,可更有利于推动碳达标。
技术研发人员:高茂林,罗永宗,陈俊瑜,高志豪
受保护的技术使用者:江苏恩高光学材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!