一种汽车零件自动化生产线的制作方法
本发明涉及汽车部件生产制造,尤其涉及一种汽车零件自动化生产线。
背景技术:
1、汽车产品自动化的市场需求量大,发展前景非常可观的,现有的汽车内饰部件,大多是塑性材料,不需要像外壳一样采用冲压成型,传统的汽车内饰形成过程为:首先采用注塑设备制作成型塑料件,后在塑料件的内表面涂粘胶,并将无纺布粘结在塑料件的内表面,最后将多余的无纺布修剪掉,但由于无纺布材料较轻,一些自动化设备在进行粘贴时不便于进行对位,因此在粘贴及剪切时大多是需要通过人工辅助定位剪切,降低了汽车生产流水线的生产效率。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种汽车零件自动化生产线。
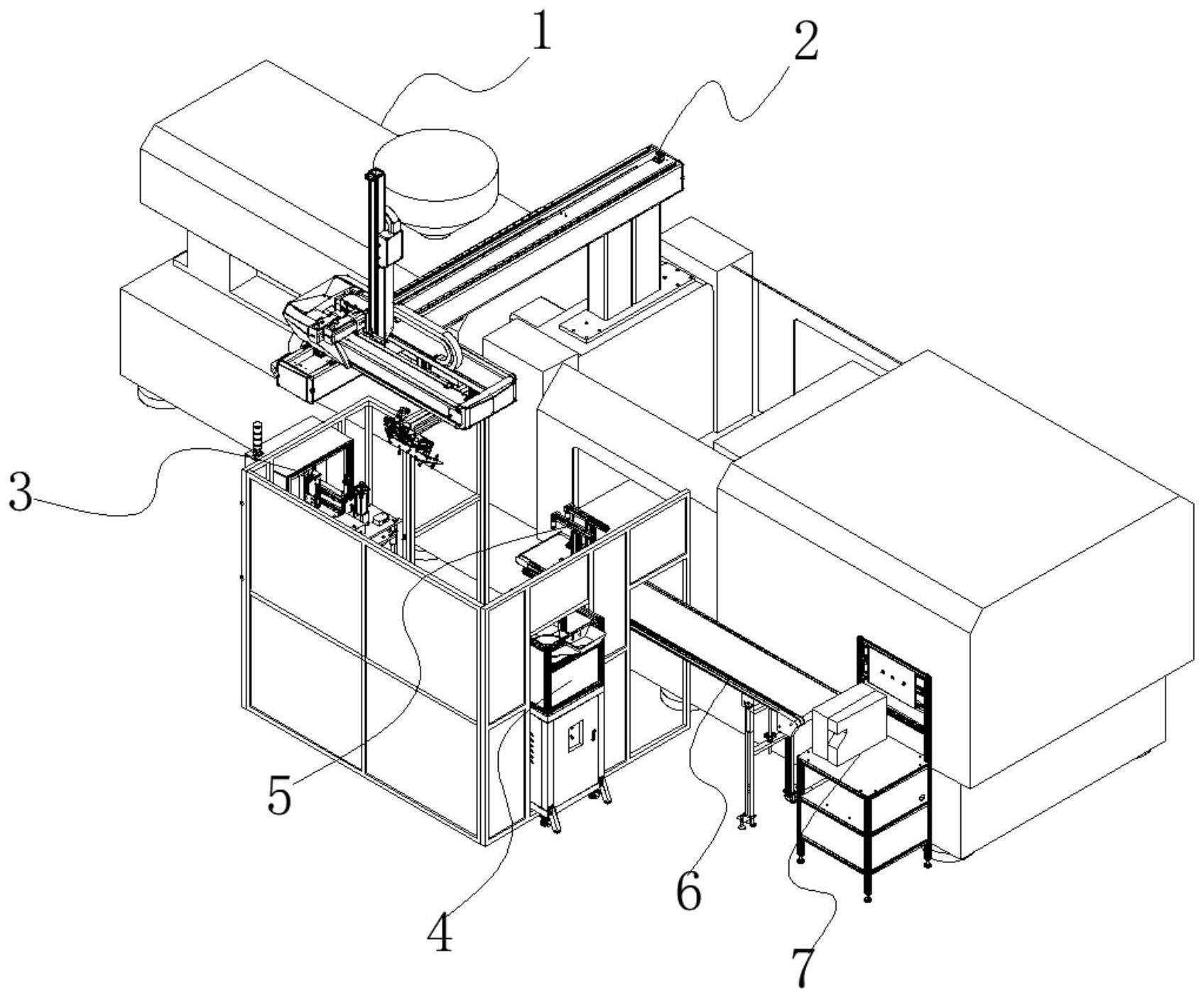
2、为了实现上述目的,本发明采用了如下技术方案:一种汽车零件自动化生产线,包括:
3、注塑装置;
4、通过所述注塑装置将产品进行注塑后,通过抓取组件将注塑后的产品移送到热压装置中进行热压仿形;
5、所述热压装置的输出端一侧放置有螺母供料机,将螺母嵌入所述产品后进行剪切,通过视觉检测设备对产品外形和螺母位置进行定位检测,并将产品放置在输送带上,所述输送带远离所述视觉检测设备的一端设有打印设备,对所述产品的一侧打印识别码。
6、作为上述技术方案的进一步描述:所述热压装置包括夹持机构,所述夹持机构的一侧设有加热仿形模组,所述加热仿形模组设置在导轨上,沿所述导轨的设置方向往复运动。
7、作为上述技术方案的进一步描述:所述抓取组件将产品移动到所述加热仿形模组上,所述加热仿形模组移动到所述夹持机构的一侧,通过所述夹持机构对所述产品的一侧进行夹持固定,所述加热仿形模组下压,对下方的所述产品进行热压仿形。
8、作为上述技术方案的进一步描述:所述螺母供料机包括加料漏斗,所述加料漏斗的输出端位于振动盘的上方,将螺母输送到所述振动盘中,将螺母振动输送出。
9、作为上述技术方案的进一步描述:所述振动盘的输出端设置有分料机构,使螺母呈线性排布输出,所述分料机构与嵌件机构相连接。
10、作为上述技术方案的进一步描述:所述嵌件机构的另一侧与所述导轨的输出端共线,通过所述加热仿形模组将加热仿形后的产品沿所述导轨进行移动输送,并通过抓取组件将产品移动到所述嵌件机构上,将螺母嵌入所述产品。
11、作为上述技术方案的进一步描述:在螺母嵌入完成后,通过所述抓取组件移动所述产品到剪切工位,对所述产品进行水口剪切,并移动至所述视觉检测设备,所述剪切工位设置有至少一个气动剪刀进行剪切。
12、作为上述技术方案的进一步描述:所述视觉检测设备包括定位平台,所述定位平台的上方设有定位柱,所述定位平台的底部设有电子秤。
13、作为上述技术方案的进一步描述:所述定位平台的上方设有视觉相机,所述定位平台和所述视觉相机安装在支架上,所述支架的两侧还设置有补光结构,便于所述视觉相机进行拍照识别。
14、作为上述技术方案的进一步描述:所述抓取组件包括吸附装置,所述吸附装置通过若干驱动机构控制,沿不同方向位移调节所述吸附装置的位置。
15、上述技术方案具有如下优点或有益效果:
16、1、在将无纺布进行注塑成型后,通过抓取组件将产品移动到热压装置进行加热仿形,使得无纺布注塑贴合效果更好,在注塑完成后在进行成型加工,避免发生无纺布贴合对位不准产生的影响。
17、2、通过振动盘将螺母输送到嵌件机构,与产品进行嵌入配合,可将产品通过螺母进行安装,嵌入配合后的产品通过电子秤和视觉相机进行识别检测与称重,检测产品的成品质量,并通过打印设备对产品进行条码打印,可实现对产品进行精确检测,减少废品率。
技术特征:
1.一种汽车零件自动化生产线,其特征在于,包括:
2.根据权利要求1所述的一种汽车零件自动化生产线,其特征在于:所述热压装置(3)包括夹持机构(31),所述夹持机构(31)的一侧设有加热仿形模组(32),所述加热仿形模组(32)设置在导轨(33)上,沿所述导轨(33)的设置方向往复运动。
3.根据权利要求2所述的一种汽车零件自动化生产线,其特征在于:所述抓取组件(2)将产品移动到所述加热仿形模组(32)上,所述加热仿形模组(32)移动到所述夹持机构(31)的一侧,通过所述夹持机构(31)对所述产品的一侧进行夹持固定,所述加热仿形模组(32)下压,对下方的所述产品进行热压仿形。
4.根据权利要求2所述的一种汽车零件自动化生产线,其特征在于:所述螺母供料机(4)包括加料漏斗(41),所述加料漏斗(41)的输出端位于振动盘(42)的上方,将螺母输送到所述振动盘(42)中,将螺母振动输送出。
5.根据权利要求4所述的一种汽车零件自动化生产线,其特征在于:所述振动盘(42)的输出端设置有分料机构(43),使螺母呈线性排布输出,所述分料机构(43)与嵌件机构(44)相连接。
6.根据权利要求5所述的一种汽车零件自动化生产线,其特征在于:所述嵌件机构(44)的另一侧与所述导轨(33)的输出端共线,通过所述加热仿形模组(32)将加热仿形后的产品沿所述导轨(33)进行移动输送,并通过抓取组件(2)将产品移动到所述嵌件机构(44)上,将螺母嵌入所述产品。
7.根据权利要求1所述的一种汽车零件自动化生产线,其特征在于:在螺母嵌入完成后,通过所述抓取组件(2)移动所述产品到剪切工位(45),对所述产品进行水口剪切,并移动至所述视觉检测设备(5),所述剪切工位(45)设置有至少一个气动剪刀进行剪切。
8.根据权利要求1所述的一种汽车零件自动化生产线,其特征在于:所述视觉检测设备(5)包括定位平台(51),所述定位平台(51)的上方设有定位柱,所述定位平台的底部设有电子秤(52)。
9.根据权利要求8所述的一种汽车零件自动化生产线,其特征在于:所述定位平台(51)的上方设有视觉相机(53),所述定位平台(51)和所述视觉相机(53)安装在支架(54)上,所述支架(54)的两侧还设置有补光结构,便于所述视觉相机(53)进行拍照识别。
10.根据权利要求1所述的一种汽车零件自动化生产线,其特征在于:所述抓取组件(2)包括吸附装置(21),所述吸附装置(21)通过若干驱动机构控制,沿不同方向位移调节所述吸附装置(21)的位置。
技术总结
本发明公开了一种汽车零件自动化生产线,包括:注塑装置;通过所述注塑装置将产品进行注塑后,通过抓取组件将注塑后的产品移送到热压装置中进行热压仿形;所述热压装置的输出端一侧放置有螺母供料机,将螺母嵌入所述产品后进行剪切,通过视觉检测设备对产品外形和螺母位置进行定位检测,并将产品放置在输送带上,所述输送带远离所述视觉检测设备的一端设有打印设备,对所述产品的一侧打印识别码;该装置通过抓取组件将产品移动到热压装置进行加热仿形,使得无纺布注塑贴合效果更好,在注塑完成后在进行成型加工,避免发生无纺布贴合对位不准产生的影响。
技术研发人员:徐聪,许芹
受保护的技术使用者:昆山永邦自动化设备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!