一种适用于VARI成型带梁肋结构件的复合材料成型模具的制作方法
本发明涉及复合材料成型,尤其涉及一种适用于vari成型带梁肋结构件的复合材料成型模具,尤其是多梁多肋结构成型。
背景技术:
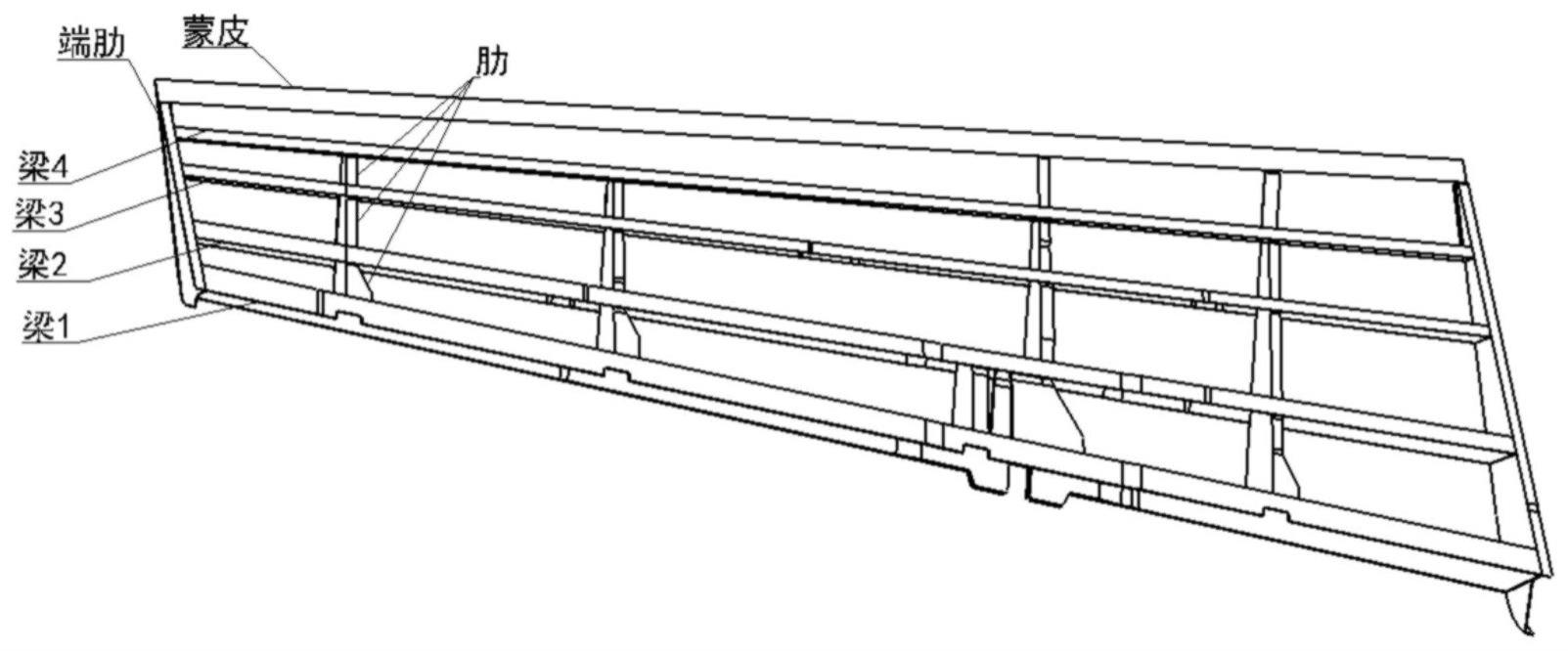
1、带梁肋的结构件因具有耐久性、可维修性好的特点在复合材料应用比较常见,但因传统的热压罐成型工艺成型方法成本较大,往往采用的是分步成型再组装的形式。而vari成型具有低成本,受限少等特点,若采用vari一体成型的方式成型带梁肋的结构件,与分步成型梁、肋和蒙皮再通过连接件、结构胶组装的形式相比可节省大量连接件和结构胶,降低整体结构重量,提高结构稳定性,也节省了装配工装,可进一步降低产品的全寿命周期成本。
2、虽然vari成型可降低带梁肋结构件一体成型的成本,但用vari成型带梁肋结构件,尤其是多梁多肋结构时,因梁肋交叉点多整体结构比较复杂出现树脂不能完全渗透梁肋结构的情况,成型后易出现贫胶等质量缺陷,并且多梁多肋结构有拐角多、接触面多,空间小等问题,不仅模具脱模难度大,复杂的模具外形还会增加工艺打袋难度,从而让制件出现局部贫胶、褶皱等缺陷。
技术实现思路
1、为了解决现有技术中存在的不足,本申请提出了一种适用于vari成型带梁肋结构件的复合材料成型模具,该模具是针对vari一体成型多梁多肋结构时易出现脱模难、打袋难、定位难,以及易出现贫胶、富树脂、褶皱等问题。
2、本发明所采用的技术方案如下:
3、一种适用于vari成型梁肋结构件的复合材料成型模具,包括:
4、主体模具,
5、可拆卸设置在主体模具上的2个端肋定位卡板,2个端肋定位卡板相对布置;每个所述端肋定位卡板上均可拆卸连接有端肋芯块;
6、可拆卸设置在主体模具上的若干个肋定位卡板,所述肋定位卡板设置于2个端肋定位卡板之间且相互平行;所述肋定位卡板上可拆卸连接有肋芯块;
7、可拆卸设置在主体模具上的梁定位卡板。
8、进一步,根据梁肋结构件两个端肋之间肋的数量设定所述肋定位卡板的数量。
9、进一步,所述肋定位卡板由两部分构成分别是第一肋定位卡板和第二肋定位卡板,所述第二肋定位卡板的一端与主体模具可拆卸连接,所述第二肋定位卡板的另一端与第一肋定位卡板的一端可拆卸连接,所述第一肋定位卡板的另一端与主体模具可拆卸连接;所述第一肋定位卡板及第二肋定位卡板的主体与主体模具之间存在间隙,且所述第一肋定位卡板上可拆卸连接肋芯块。
10、进一步,所述肋芯块上开设抽气袋密封槽,所述抽气袋密封槽内依次放置脱膜布、vap膜,并沿抽气袋密封槽进行密封,同时插入抽气管。
11、进一步,所述梁定位卡板至少设置一个,均匀设置于2个端肋定位卡板之间。
12、进一步,所述梁定位卡板对复合材料中最外侧的梁进行固定。
13、进一步,所述梁定位卡板为“z”形折弯板,其一端与主体模具可拆卸连接,另一端与其对应的梁可拆卸连接。
14、进一步,所述端肋定位卡板的一端与主体模具可拆卸连接,在所述端肋定位卡板的另一端可拆卸连接有端肋芯块。
15、进一步,模具应用过程中采用预成型的梁。
16、本发明的有益效果:
17、1、本发明所设计的模具可以根据待成型复合材料的结构如梁和肋的数量和位置,在主体模具上调整端肋定位卡板、肋定位卡板和梁定位卡板的位置以及数量;且端肋芯块和肋芯块均可以与卡板之间拆卸或组装,整个模具具有较高的灵活性,可以适用于不同结构的复合材料。
18、2、本发明所设计的模具在打袋的时无需将将整个模具都包进去,卡板和芯块之间留出25mm的打袋空间,芯块上定位销孔周围有平面可以密封真空袋隔离出一个空间,这样真空袋在销孔位置上开孔就不会有漏气的情况发生,还不影响卡板上的定位销穿过去定位。打袋由于不需要把卡板也打进去,型面整体平整,极大的避免架桥等问题发生。
19、3、本发明所设计的模具中每一个芯块都相当于一个独立的抽气袋,利用vap膜单向透气不透树脂的特性,在注胶过程中不断抽气,避免出现由于树脂包覆导致结构件表面贫胶的情况。模具的芯块也是结构件梁肋的支撑,并且是随型设计芯块,保证结构件肋的外表面和尺寸,模具的定位功能也可以防止结构件预制体抽气过程中出现移动塌陷等问题,避免出现褶皱。模具的打袋方式降低了整体打袋的难度,减少富树脂情况的产生。
技术特征:
1.一种适用于vari成型带梁肋结构件的复合材料成型模具,其特征在于,包括:
2.根据权利要求1所述的一种适用于vari成型带梁肋结构件的复合材料成型模具,其特征在于,根据梁肋结构件两个端肋之间肋的数量设定所述肋定位卡板(4)的数量。
3.根据权利要求1所述的一种适用于vari成型带梁肋结构件的复合材料成型模具,其特征在于,所述肋定位卡板(4)由两部分构成分别是第一肋定位卡板(4-1)和第二肋定位卡板(4-2),所述第二肋定位卡板(4-2)的一端与主体模具(1)可拆卸连接,所述第二肋定位卡板(4-2)的另一端与第一肋定位卡板(4-1)的一端可拆卸连接,所述第一肋定位卡板(4-1)的另一端与主体模具(1)可拆卸连接;所述第一肋定位卡板(4-1)及第二肋定位卡板(4-2)的主体与主体模具(1)之间存在间隙,且所述第一肋定位卡板(4-1)上可拆卸连接肋芯块(6)。
4.根据权利要求1所述的一种适用于vari成型带梁肋结构件的复合材料成型模具,其特征在于,所述肋芯块(6)上开设抽气袋密封槽,所述抽气袋密封槽内依次放置脱膜布、vap膜,并沿抽气袋密封槽进行密封,同时插入抽气管。
5.根据权利要求1-4中任意一项所述的一种适用于vari成型带梁肋结构件的复合材料成型模具,其特征在于,所述梁定位卡板(5)至少设置一个,均匀设置于2个端肋定位卡板(3)之间。
6.根据权利要求5所述的一种适用于vari成型带梁肋结构件的复合材料成型模具,其特征在于,所述梁定位卡板(5)对复合材料中最外侧的梁进行固定。
7.根据权利要求5所述的一种适用于vari成型带梁肋结构件的复合材料成型模具,其特征在于,所述梁定位卡板(5)为“z”形折弯板,其一端与主体模具1可拆卸连接,另一端与其对应的梁可拆卸连接。
8.根据权利要求1所述的一种适用于vari成型带梁肋结构件的复合材料成型模具,其特征在于,所述端肋定位卡板(3)的一端与主体模具(1)可拆卸连接,在所述端肋定位卡板(3)的另一端可拆卸连接有端肋芯块(2)。
9.根据权利要求1所述的一种适用于vari成型带梁肋结构件的复合材料成型模具,其特征在于,模具应用过程中采用预成型的梁。
技术总结
本发明公开了一种适用于VARI成型带梁肋结构件的复合材料成型模具,包括主体模具以及设置在主体模具上的端肋定位卡板、肋定位卡板及梁定位卡板;其中,端肋定位卡板上可拆卸连接有端肋芯块,肋定位卡板上可拆卸连接有肋芯块;肋芯块上开设抽气袋密封槽,抽气袋密封槽内依次放置脱膜布、VAP膜,并沿抽气袋密封槽进行密封,同时插入抽气管;本发明所设计的模具在打袋的时无需将将整个模具都包进去,卡板和芯块之间留出打袋空间,每个芯块都相当于一个独立的抽气袋,能够解决用VARI工艺成型多梁多肋结构时易出现贫胶、富树脂、褶皱的问题。
技术研发人员:张宁,陈志平,岳伟
受保护的技术使用者:志航复合材料科技(江苏)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!