一种汽车零件注塑方法及注塑模具与流程
本发明涉及注塑模具,尤其涉及一种汽车零件注塑方法及注塑模具。
背景技术:
1、目前在对汽车零件注塑加工中,将注塑原料注射在注塑模具内,进行注塑生产,但注塑模具注塑完成后,通常温度较高,无法立即取出,需要静置降温后才能取走注塑件,影响后续注塑加工。
2、在现有技术中,上模具外部设有与气道连通的环形管道,注塑通道和气道分别与成形腔连通,所述下模具的底部设有冷却腔,冷却腔中填充有冷却液,冷却腔与成形腔之间连接有排气管,排气管中安装有单向阀,排气管位于冷却腔的出口安装有冷凝管,冷凝管经过冷却液后导出到位于下模具外部的环形管道中,所述环形管道中设有加压泵,加压泵的输出端与气道相连通,可以有效的对内部热量进行散热冷却。
3、但在前述的现有技术中,注塑件成型后需要人工取出,取出速度较慢,降低了汽车零件的注塑效率。
技术实现思路
1、本发明的目的在于提供一种汽车零件注塑方法及注塑模具,解决现有技术中注塑件成型后需要人工取出,取出速度较慢,降低了汽车零件的注塑效率的问题。
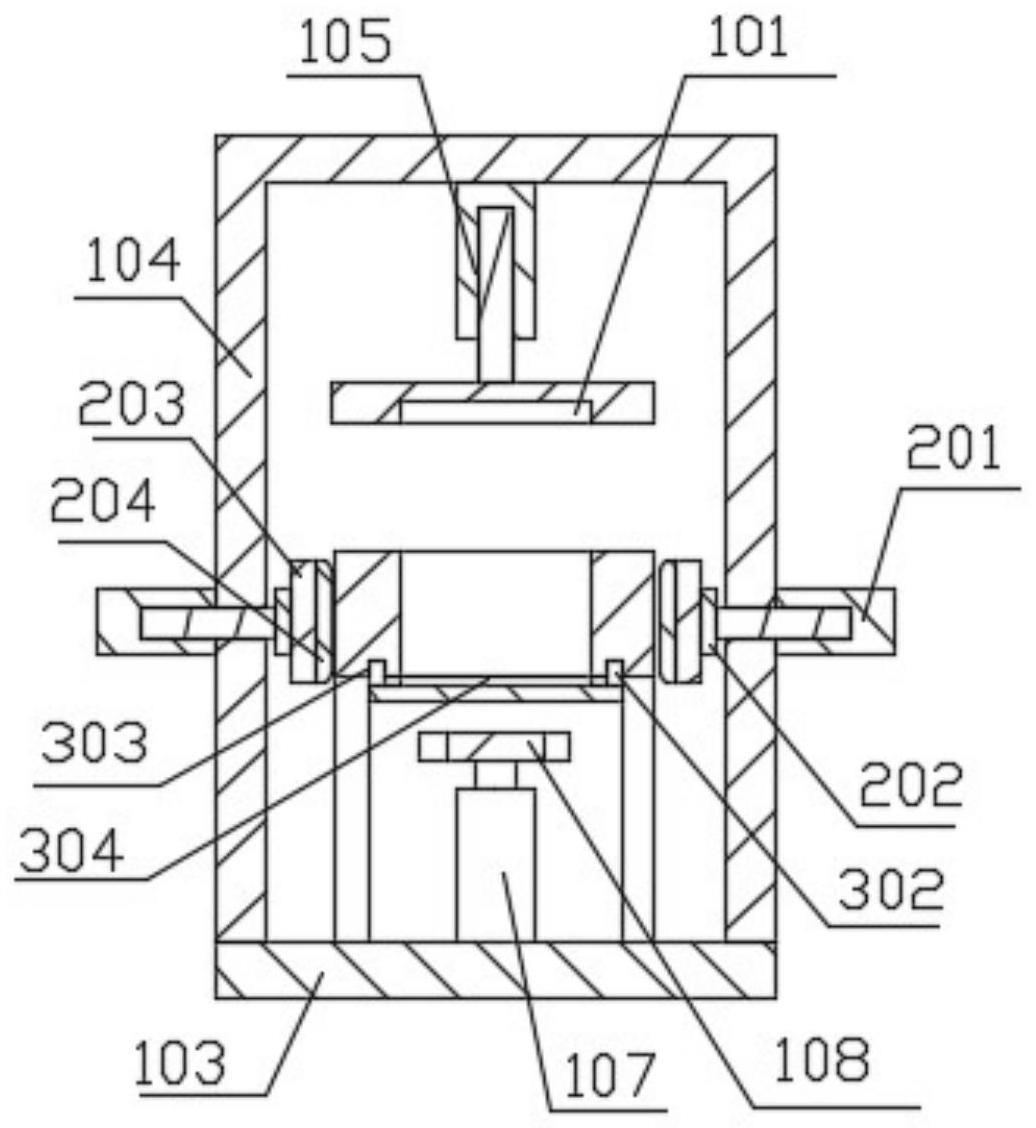
2、为实现上述目的,本发明提供了一种汽车零件注塑模具,包括上模具、下模具和注塑组件,所述上模具设置于所述下模具的上方;
3、所述注塑组件包括底座、支架、第一气缸、底板、移动单元、第二气缸和顶块,所述底座与所述下模具固定连接,并位于所述下模具的下方,所述支架与所述底座固定连接,并架设在所述上模具的上方,所述第一气缸与所述支架固定连接,并位于所述支架的内顶壁,所述第一气缸的输出端与所述上模具固定连接,所述下模具具有开槽,所述底板与所述开槽相互适配,所述移动单元设置于所述下模具的一侧,所述底板设置于所述移动单元的输出端,所述第二气缸与所述底座固定连接,并位于所述底座和所述下模具之间,所述第二气缸的输出端与所述顶块固定连接。
4、其中,所述注塑组件还包括两个风扇,两个所述风扇均与所述下模具固定连接,并依次分布在所述下模具的一侧。
5、其中,所述移动单元包括槽体、螺杆机和螺纹块,所述槽体与所述下模具固定连接,并位于所述下模具的一端,所述槽体位于两个所述风扇之间,所述螺杆机设置于所述槽体上,所述螺纹块与所述螺杆机的输出端相互适配,所述螺纹块的一端与所述底板的一侧固定连接。
6、其中,所述汽车零件注塑模具还包括两个敲击振动组件,两个所述敲击振动组件对称设置于所述支架上。
7、其中,所述敲击振动组件包括第三气缸、缓冲块和固定板,所述第三气缸与所述支架固定连接,并位于所述支架的一侧,所述第三气缸的输出端贯穿所述支架,并与所述缓冲块固定连接,所述固定板与所述缓冲块固定连接,并位于所述缓冲块远离所述第三气缸的一侧。
8、其中,所述敲击振动组件还包括橡胶板,所述橡胶板与所述固定板固定连接,并位于所述固定板远离所述缓冲块的一侧。
9、本发明还提供一种汽车零件注塑方法,采用上述所述的汽车零件注塑模具,包括如下步骤:
10、通过所述螺杆机运行,带动所述螺纹块移动,使所述底板移动,将所述开槽闭合;
11、所述第一气缸伸出,带动所述上模具下移,与所述下模具适配,同时注射注塑原料,进行汽车零件的注塑加工;
12、待注塑加工结束后,所述风扇启动后,产生冷风,对所述下模具进行降温散热,使注塑件降温快速成型;
13、所述第三气缸伸出,带动所述缓冲块和所述固定板移动,对所述下模具的两侧进行敲击振动,使所述注塑件发生振动,脱离所述下模具、所述上模具和所述底板,避免脱模时粘黏导致损坏;
14、所述移动单元带动所述底板移开一定距离,打开所述开槽,可供所述顶块经过即可,避免全部打开,导致注塑件向下掉出;
15、所述第二气缸伸出,带动所述顶块上移,将注塑件顶出所述下模具。
16、本发明的一种汽车零件注塑方法及注塑模具,所述支架对所述第一气缸支撑,通过所述移动单元带动所述底板移动,使所述底板将所述开槽闭合,此时所述第一气缸伸出,带动所述上模具下移,与所述下模具适配,同时注射注塑原料,待注塑加工结束后,所述移动单元带动所述底板移开一定距离,可供所述顶块经过即可,然后所述第二气缸伸出,带动所述顶块上移,将注塑件顶出所述下模具,通过上述结构设置,无需人工取出,提高取出效率,有助于提高整体注塑效率。
技术特征:
1.一种汽车零件注塑模具,包括上模具和下模具,所述上模具设置于所述下模具的上方,其特征在于,
2.如权利要求1所述的汽车零件注塑模具,其特征在于,
3.如权利要求2所述的汽车零件注塑模具,其特征在于,
4.如权利要求3所述的汽车零件注塑模具,其特征在于,
5.如权利要求4所述的汽车零件注塑模具,其特征在于,
6.如权利要求5所述的汽车零件注塑模具,其特征在于,
7.一种汽车零件注塑方法,采用如权利要求6所述的汽车零件注塑模具,其特征在于,包括如下步骤:
技术总结
本发明涉及注塑模具技术领域,具体涉及一种汽车零件注塑方法及注塑模具,包括上模具、下模具和注塑组件,注塑组件包括底座、支架、第一气缸、底板、移动单元、第二气缸和顶块,底座与下模具固定连接,并位于下模具的下方,支架与底座固定连接,第一气缸的输出端与上模具固定连接,下模具具有开槽,通过移动单元带动底板移动,使底板将开槽闭合,此时第一气缸伸出,带动上模具下移,与下模具适配,同时注射注塑原料,待注塑结束后,移动单元带动底板移开一定距离,可供顶块经过即可,然后第二气缸伸出,带动顶块上移,将注塑件顶出下模具,由此无需人工取出,提高取出效率,有助于提高整体注塑效率。
技术研发人员:宋建辉,高翔,张启贤,段小川
受保护的技术使用者:重庆中利凯瑞汽车部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!