一种用于成型船桨叶片泡沫芯的模具及其成型方法与流程
本发明涉及船桨叶片模具,特别是涉及一种用于成型船桨叶片泡沫芯的模具及其成型方法。
背景技术:
1、新型复合材料螺旋桨叶片的中心部分为聚氨酯硬质泡沫,它的成型方法是通过发泡机把多元醇和异氰酸酯混合并注入到专用模具空腔中,聚氨酯硬泡膨胀并充满整个模腔空间。
2、模具型腔为密闭空间,预留注料孔和排气孔,工作时通过注料孔往模具空腔注入定量的混合好的泡沫原料,待泡沫膨胀充满模具固化一定时间后脱模,然后即可打开模具并取出制品。此技术广泛应用于国内登陆艇用复材螺旋桨(船桨)叶片泡沫芯成型。
3、但是由于碳大梁的设计位置扭角过大,其前后缘会分别局部凸出泡沫芯模具理论分模面,这样在后期成型过程中会严重影响碳大梁的成型质量。
4、因此,市场上急需一种用于成型船桨叶片泡沫芯的模具及其成型方法,用于解决上述问题。
技术实现思路
1、本发明的目的是提供一种用于成型船桨叶片泡沫芯的模具及其成型方法,用于解决上述现有技术中存在的技术问题,能够提高碳大梁的成型质量。
2、为实现上述目的,本发明提供了如下方案:
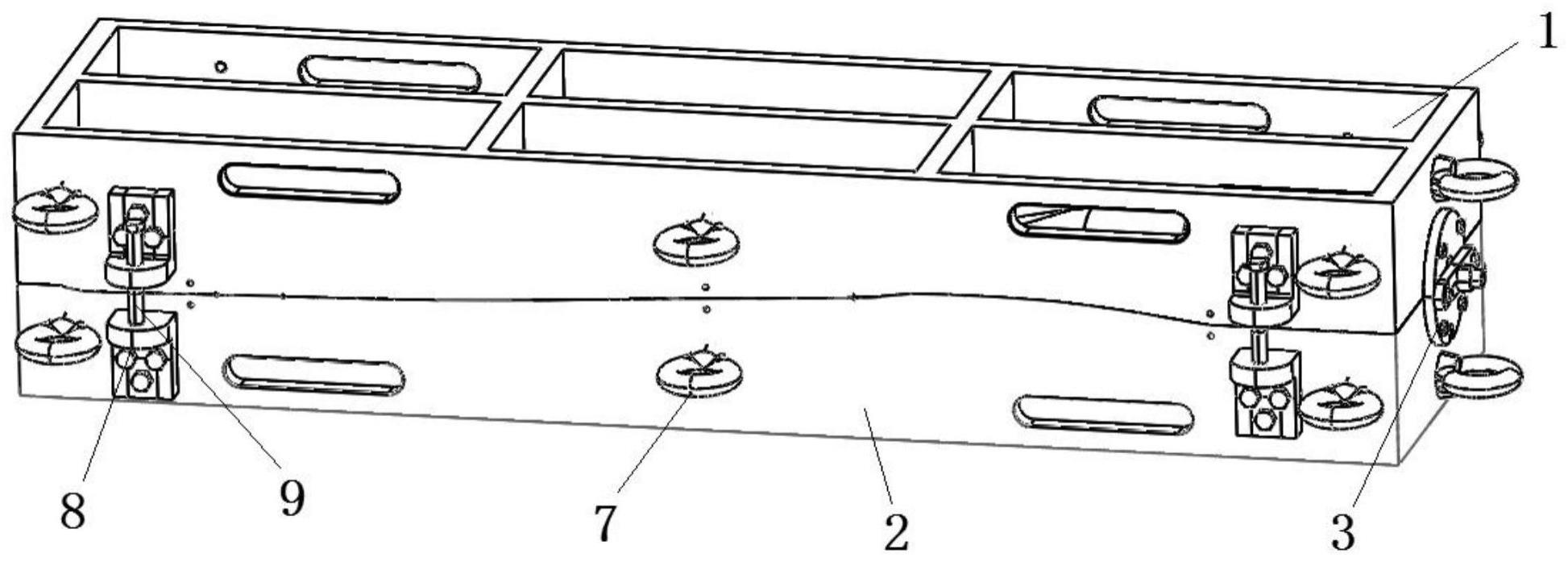
3、本发明公开了一种用于成型船桨叶片泡沫芯的模具,包括上模具和下模具,所述上模具上设有上成型腔和上进料通道,所述下模具上设有下成型腔和下进料通道,所述上成型腔和所述下成型腔对接后能够形成模具腔,所述上进料通道和所述下进料通道对接后能够形成进料通孔;
4、所述上进料通道的内壁上安装有上模套,所述下进料通道的内壁上安装有下模套,所述上模套的第一端和所述下模套的第一端之间设有第一分离镶块,所述第一分离镶块能够拆卸连接于所述上模套的第一端或所述下模套的第一端,所述上模套的第二端和所述下模套的第二端之间设有第二分离镶块,所述第二分离镶块能够拆卸连接于所述上模套的第二端或所述下模套的第二端;
5、所述进料通孔处能够插入一个芯轴假件,所述芯轴假件的一端连接有回转压板,所述回转压板能够固定于所述上模具和所述下模具的一侧。
6、优选的,所述上模具和所述下模具上均设有压板螺纹孔,所述回转压板上设有压板连接孔,所述压板螺纹孔和所述压板连接孔通过压板固定螺钉进行固定。
7、优选的,还包括压板螺栓,所述压板螺栓穿过所述回转压板和所述芯轴假件,所述压板螺栓螺纹连接有螺母。
8、优选的,所述上模具和所述下模具均设有若干个吊环。
9、优选的,所述上模具上固定有上分离板,所述下模具上固定有下分离板,所述上分离板和所述下分离板均为l形板,所述上分离板和所述下分离板之间连接有分离螺栓。
10、优选的,所述上模具和所述下模具的材质均为铝,所述上模套和所述下模套的材质均为钢。
11、本发明还公开了一种基于上述的用于成型船桨叶片泡沫芯的模具的成型方法,包括以下步骤:
12、s1、将上模套、下模套、第一分离镶块和第二分离镶块安装好;
13、s2、在上成型腔和下成型腔的内壁上铺设一层碳纤维层;
14、s3、将上模具和下模具进行对接合模;
15、s4、通过进料通孔向模具腔内充入泡沫;
16、s5、泡沫与碳纤维层固化后,置换第一分离镶块和第二分离镶块的连接关系;
17、s6、进行分模,取出成品。
18、优选的,泡沫为聚氨酯材质。
19、本发明相对于现有技术取得了以下技术效果:
20、本发明增设了第一分离镶块和第二分离镶块,并且第一分离镶块和第二分离镶块能够分别与上模套或下模套连接。这样设置能够间接的增长模具的理论分模面,从而避免泡沫超过模具的理论分模面,以此来提高碳大梁的成型质量。
技术特征:
1.一种用于成型船桨叶片泡沫芯的模具,其特征在于:包括上模具和下模具,所述上模具上设有上成型腔和上进料通道,所述下模具上设有下成型腔和下进料通道,所述上成型腔和所述下成型腔对接后能够形成模具腔,所述上进料通道和所述下进料通道对接后能够形成进料通孔;
2.根据权利要求1所述的用于成型船桨叶片泡沫芯的模具,其特征在于:所述上模具和所述下模具上均设有压板螺纹孔,所述回转压板上设有压板连接孔,所述压板螺纹孔和所述压板连接孔通过压板固定螺钉进行固定。
3.根据权利要求1所述的用于成型船桨叶片泡沫芯的模具,其特征在于:还包括压板螺栓,所述压板螺栓穿过所述回转压板和所述芯轴假件,所述压板螺栓螺纹连接有螺母。
4.根据权利要求1所述的用于成型船桨叶片泡沫芯的模具,其特征在于:所述上模具和所述下模具均设有若干个吊环。
5.根据权利要求1所述的用于成型船桨叶片泡沫芯的模具,其特征在于:所述上模具上固定有上分离板,所述下模具上固定有下分离板,所述上分离板和所述下分离板均为l形板,所述上分离板和所述下分离板之间连接有分离螺栓。
6.根据权利要求1所述的用于成型船桨叶片泡沫芯的模具,其特征在于:所述上模具和所述下模具的材质均为铝,所述上模套和所述下模套的材质均为钢。
7.一种基于权利要求1-6中任意一项所述的用于成型船桨叶片泡沫芯的模具的成型方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的用于成型船桨叶片泡沫芯的模具的成型方法,其特征在于:泡沫为聚氨酯材质。
技术总结
本发明公开了一种用于成型船桨叶片泡沫芯的模具及其成型方法,涉及船桨叶片模具技术领域,装置包括上模具和下模具,上模具上设有上成型腔和上进料通道,下模具上设有下成型腔和下进料通道;上进料通道内壁上安装有上模套,下进料通道内壁上安装有下模套,上模套的第一端和下模套的第一端之间设有第一分离镶块,第一分离镶块能够拆卸连接于上模套的第一端或下模套的第一端,上模套的第二端和下模套的第二端之间设有第二分离镶块,第二分离镶块能够拆卸连接于上模套的第二端或下模套的第二端;进料通孔处能够插入一个芯轴假件,芯轴假件的一端连接有回转压板,回转压板能够固定于上模具和下模具的一侧。本发明能够提高碳大梁的成品质量。
技术研发人员:李志忠,张力强,徐立国,马新伟,徐彤,裴珊珊,何杰,张梦晓,鲁召朋,韩东华
受保护的技术使用者:惠阳航空螺旋桨有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!