一种缓粘结钢棒包塑成型装置的制作方法
本发明涉及成型装置,具体的,涉及一种缓粘结钢棒包塑成型装置。
背景技术:
1、目前金属预应力材料技术广泛应用于混凝土桥梁建设上,缓粘结钢棒作为其中较为重要的部分,其生产线由控制系统、挤出机、机头和冷却系统等装置组成,缓粘结钢棒生产输送过程中需要依次经过润滑、包塑、冷却和切割回收等工序,且整条生产线处于一条直线,才能保证缓粘结钢棒生产的直度,目前在缓粘结钢棒经过包塑后需要冷却时,通常都是经过冷却水水槽,而为了实现缓粘结钢棒的完全冷却,冷却水水槽也较长,导致整条生产线都很长,一些中、小型的厂房无法容纳该生产线。
技术实现思路
1、本发明提出一种缓粘结钢棒包塑成型装置,解决了相关技术中的缓粘结钢棒经过包塑后需要冷却时,也经过较长的冷却水水槽,导致整条生产线都很长,一些中、小型的厂房无法容纳该生产线的问题。
2、本发明的技术方案如下:
3、一种缓粘结钢棒包塑成型装置,包括:
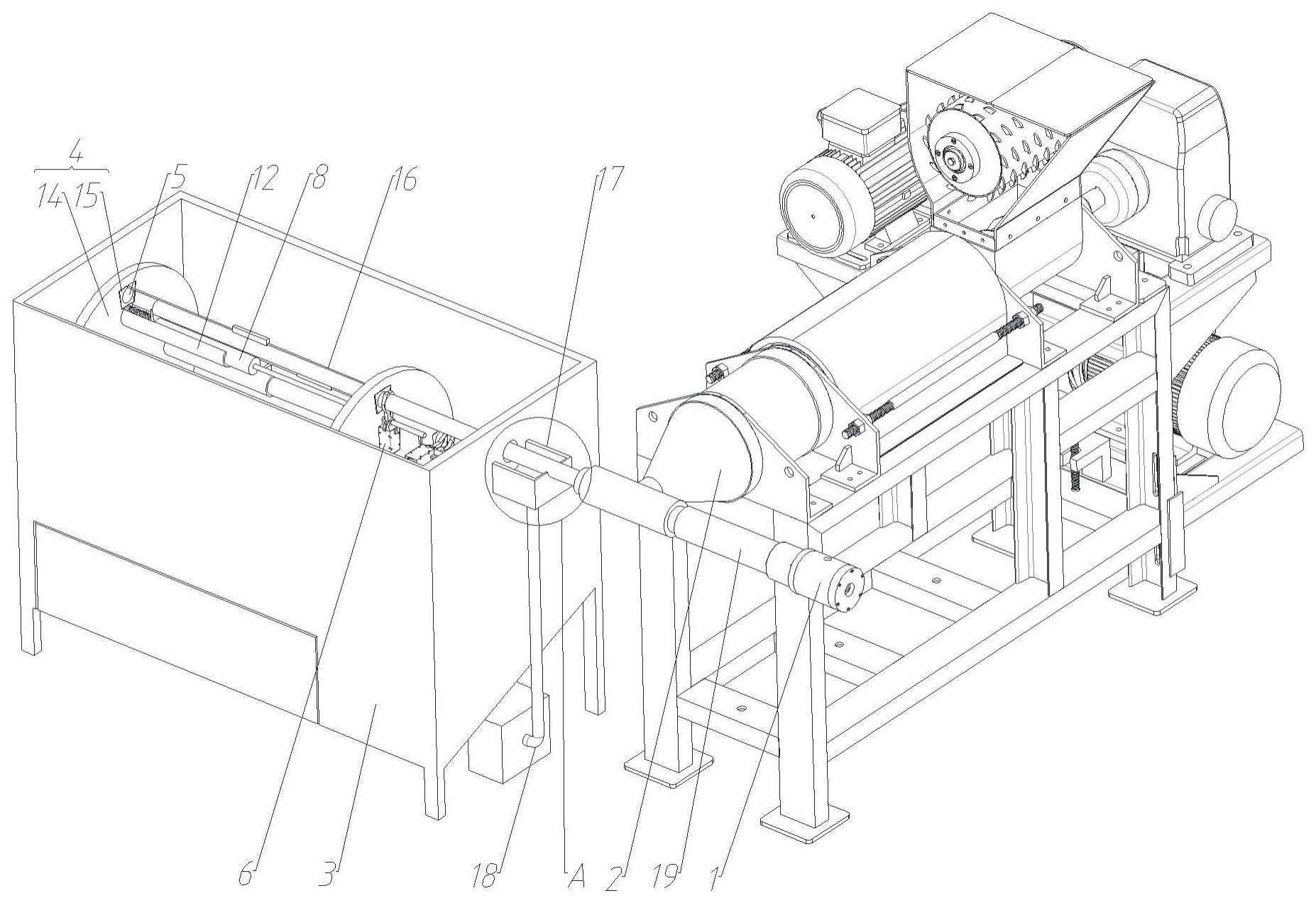
4、润滑机头、包塑装置和冷却水槽,缓粘结钢棒用于依次经过所述润滑机头、所述包塑装置机头和所述冷却水槽;
5、两个接料盘,两个所述接料盘同步转动设置在所述冷却水槽内,两个所述接料盘上均相对设置有若干个接料孔;
6、若干个切割组件,若干个所述切割组件均设置在所述接料盘上,所述切割组件包括:
7、切割件,所述切割件设置在靠近所述包塑装置的所述接料盘上,位于所述接料孔一侧;
8、弹性件,所述弹性件设置在远离所述包塑装置的所述接料盘上,所述弹性件位于两个所述接料盘之间;
9、连接触发件,所述连接触发件滑动设置在靠近所述包塑装置的所述接料盘上,位于所述切割件一侧,且所述连接触发件与所述弹性件抵接,所述弹性件提供所述连接触发件靠近所述包塑装置的力,所述连接触发件远离所述包塑装置的一端具有伸缩部,所述伸缩部伸缩后用于抵接所述缓粘结钢棒,所述连接触发件靠近所述包塑装置的一端具有抵接部;
10、传感器,所述传感器设置在所述切割件上,所述连接触发件滑动后,所述抵接部抵接或取消抵接所述传感器,所述传感器用于向所述切割件和所述伸缩部提供信号。
11、作为进一步的技术方案,若干个所述切割组件沿所述接料盘周向设置,所述切割组件还包括:
12、弧形导槽,所述弧形导槽设置在远离所述包塑装置的所述接料盘上,所述弹性件和所述连接触发件均位于所述弧形导槽内,所述弧形导槽具有开口,所述伸缩部贯穿所述开口。
13、作为进一步的技术方案,所述接料盘转动轴向、所述缓粘结钢棒输送方向和所述连接触发件滑动方向均互相平行。
14、作为进一步的技术方案,所述接料盘包括:
15、盘体,所述盘体转动设置在所述冷却水槽内;
16、若干个下料块,若干个所述下料块均滑动设置在所述盘体上,所述下料块滑动方向平行于所述缓粘结钢棒输送方向,若干个所述下料块沿所述盘体周向设置,所述下料块具有所述接料孔,所述下料块滑动后,两个所述接料盘上相对的所述下料块相互远离。
17、作为进一步的技术方案,还包括:
18、螺杆,所述螺杆转动设置在所述盘体上,所述螺杆两端分别与两个所述接料盘上相对的所述下料块螺纹连接,且两个所述接料盘上相对的所述下料块螺纹旋向相反。
19、作为进一步的技术方案,所述冷却水槽底部具有导料斜面。
20、作为进一步的技术方案,还包括:
21、循环槽,所述循环槽设置在所述冷却水槽上,与所述冷却水槽内部连通,所述循环槽位于所述冷却水槽和所述包塑装置之间,所述缓粘结钢棒用于贯穿所述循环槽;
22、循环管,所述循环管一端连接所述循环槽,另一端连接所述冷却水槽;
23、循环泵,所述循环泵设置在所述循环管上。
24、作为进一步的技术方案,还包括:
25、套筒,所述套筒一端连接所述润滑机头,另一端连接所述包塑装置机头,所述套筒横截面积从靠近到远离所述润滑机头逐渐减小。
26、本发明的工作原理及有益效果为:
27、本发明中,缓粘结钢棒生产输送过程中需要依次经过润滑、包塑、冷却和切割回收等工序,生产过程中缓粘结钢棒也不能够弯曲,各级设备只能依次排列设置,且为了达到完全冷却的目的,通常设置的冷却水水槽也较长,进而整条生产线过长,为了解决上述问题,设计了一种缓粘结钢棒包塑成型装置。
28、缓粘结钢棒依次经过润滑机头、包塑装置的机头和冷却水槽,完成涂抹润滑油、包塑以及冷却的工序,后续的切割回收工序,将若干个切割组件设置在同步转动在冷却水槽内的两个接料盘上,切割工序前置,减少整体占地面积,切割组件跟随接料盘转动,在缓粘结钢棒向冷却水槽输送过程中完成切割接料回收操作,缓粘结钢棒在冷却水内也经过了较长时间的冷却之后,再从接料盘上卸下,也不影响其性能。
29、切割件靠近包塑装置,便于完成切割操作后不影响后续工序,弹性件远离包塑装置,向滑动设置在接料盘上的连接触发件提供靠近包塑装置的力,进而在缓粘结钢棒向冷却水槽输送,并贯穿接料盘上的接料孔时,控制伸缩部伸出抵接住缓粘结钢棒前端,即使弹性件提供反向的力,但在缓粘结钢棒输送的过程中,连接触发件仍会跟随其向远离包塑装置的方向移动,当缓粘结钢棒前端靠近另一个相对设置的接料孔时,此时连接触发件上的抵接部抵接住设置在切割件上的传感器,并向切割件和伸缩部提供信号,切割件切割掉相应部位的缓粘结钢棒,伸缩部回缩,在弹性件的作用下,连接触发件靠近包塑装置,抵接件取消抵接传感器,切割件停机,而伸缩部仍处于回缩状态,是为了不影响输送的缓粘结钢棒,后续的缓粘结钢棒继续向前推送,将被切割掉的缓粘结钢棒前端伸入另一个相对的接料孔内,再回缩一部分后续的缓粘结钢棒,为了防止接料盘带动切割掉的缓粘结钢棒转动时,其上的切割件不影响后续的缓粘结钢棒,完成切割工序,且接料盘转动轴向、缓粘结钢棒输送方向、连接触发件滑动方向,互相平行,提高空间利用率,当切割掉的缓粘结钢棒跟随接料盘转动一定时间后,且此工位上的接料孔再次接料之前,将缓粘结钢棒卸料回收,也能完全冷却,并不影响其性能;连接触发件可以设置为其贯穿切割件转轴位置的形式,不影响切割件工作。
技术特征:
1.一种缓粘结钢棒包塑成型装置,其特征在于,包括:
2.根据权利要求1所述的一种缓粘结钢棒包塑成型装置,其特征在于,若干个所述切割组件沿所述接料盘(4)周向设置,所述切割组件还包括:
3.根据权利要求1所述的一种缓粘结钢棒包塑成型装置,其特征在于,所述接料盘(4)转动轴向、所述缓粘结钢棒输送方向和所述连接触发件(8)滑动方向均互相平行。
4.根据权利要求1所述的一种缓粘结钢棒包塑成型装置,其特征在于,所述接料盘(4)包括:
5.根据权利要求4所述的一种缓粘结钢棒包塑成型装置,其特征在于,还包括:
6.根据权利要求1所述的一种缓粘结钢棒包塑成型装置,其特征在于,所述冷却水槽(3)底部具有导料斜面。
7.根据权利要求1所述的一种缓粘结钢棒包塑成型装置,其特征在于,还包括:
8.根据权利要求1所述的一种缓粘结钢棒包塑成型装置,其特征在于,还包括:
技术总结
本发明涉及成型装置技术领域,提出了一种缓粘结钢棒包塑成型装置,包括润滑机头、包塑装置和冷却水槽,缓粘结钢棒用于依次经过所述润滑机头、所述包塑装置机头和所述冷却水槽;两个接料盘,两个所述接料盘同步转动设置在所述冷却水槽内,两个所述接料盘上均相对设置有若干个接料孔;若干个切割组件,若干个所述切割组件均设置在所述接料盘上,所述切割组件包括:切割件,所述切割件设置在靠近所述包塑装置的所述接料盘上,位于所述接料孔一侧。通过上述技术方案,解决了现有技术中的缓粘结钢棒经过包塑后需要冷却时,也经过较长的冷却水水槽,导致整条生产线都很长,一些中、小型的厂房无法容纳该生产线的问题。
技术研发人员:陈春良,邓永新
受保护的技术使用者:河北星辰工程科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!