用于复合结构成型的系统和方法与流程
本公开总体上涉及复合材料制造,更具体地涉及用于拾取、放置未固化复合构件和未固化复合构件成型(shaping)的系统和方法。
背景技术:
1、通常通过将复合材料的层片或层放置在设定复合结构的形状和/或轮廓的成形工具(forming tool)上来形成复合结构。一旦放置好,复合材料就会固结和/或固化以形成复合结构。然而,用于将复合材料输送到成形工具、将复合材料放置在成形工具上以及使复合材料在成形工具上固结的已知技术可能是劳动密集且耗时的。另外,取决于复合结构的轮廓程度和几何形状,可能需要特殊的处理以防止在复合材料的转移和放置期间引入缺陷。因此,本领域的技术人员继续在复合材料制造领域开展研发工作。
技术实现思路
1、公开了用于复合结构成型的方法、用于形成复合结构的系统和用于复合结构成型的自动化方法的实施例。以下是根据本公开的主题的可以或可以不主张权利的实施例的非穷举列表。
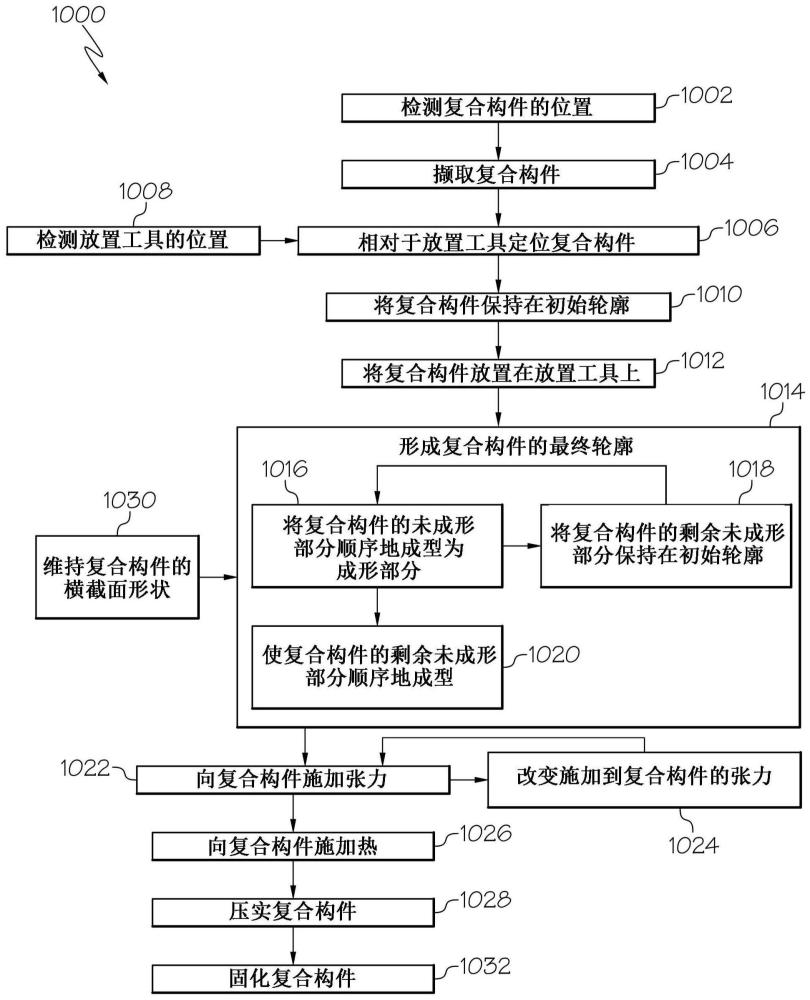
2、在一个实施例中,所公开的方法包括以下步骤:(1)沿着复合构件的长度将复合构件保持在初始轮廓;以及(2)通过以下步骤沿着复合构件的长度形成最终轮廓:(3)在将复合构件的剩余未成形部分保持在初始轮廓的同时将复合构件的未成形部分顺序地成型,以形成最终轮廓的部分;以及(4)将复合构件的剩余未成形部分顺序地成型以形成最终轮廓的其它部分。
3、在一个实施例中,所公开的系统包括被配置为操纵复合构件的多个自动操纵器。该系统还包括被配置为执行指令的控制器。指令的执行使得控制器使用自动操纵器进行操作。所述操作包括:(1)沿着复合构件的长度将复合构件保持在初始轮廓;(2)将复合构件放置在放置工具上;以及(3)在将复合构件放置在放置工具上的同时,通过以下步骤沿着复合构件的长度形成最终轮廓:(4)将复合构件的未成形部分顺序地成型为复合构件的成形部分以形成最终轮廓的部分,同时将复合构件的剩余未成形部分保持在初始轮廓;以及(5)将复合构件的剩余未成形部分顺序地成型以形成最终轮廓的其它部分。
4、在一个实施例中,所公开的自动化方法包括以下步骤:(1)使用多个自动操纵器沿着复合构件的长度将复合构件保持在初始轮廓;以及(2)使自动操纵器的运动同步以沿着复合构件的长度形成最终轮廓,其中,最终轮廓通过以下步骤形成:(3)在放置工具上将复合构件的未成形部分顺序地成型为复合构件的成形部分以形成最终轮廓的部分,同时将复合构件的剩余未成形部分保持在初始轮廓;以及(4)在放置工具上将复合构件的剩余未成形部分顺序地成型以形成最终轮廓的其它部分。
5、根据以下详细描述、附图和所附权利要求,所公开的方法、系统和自动化方法的其它实施例将变得显而易见。
技术特征:
1.一种用于成型复合结构(100)的方法(1000),所述方法(1000)包括以下步骤:
2.根据权利要求1所述的方法(1000),所述方法还包括在沿着所述复合构件(102)的所述长度(104)形成所述最终轮廓(106)的同时沿着所述复合构件(102)的所述长度(104)的至少一部分选择性地施加张力(156)。
3.根据权利要求1所述的方法(1000),其中,不只一个所述未成形部分(150)被同时地成型为所述成形部分(148)。
4.根据权利要求1所述的方法(1000),其中,所述未成形部分(150)中的每一个未成形部分均相继地被成型为所述成形部分(148)中的一个成形部分。
5.根据权利要求1所述的方法(1000),所述方法还包括在沿着所述复合构件(102)的所述长度(104)形成所述最终轮廓(106)的同时向所述复合构件(102)施加热(170)。
6.根据权利要求1所述的方法(1000),所述方法还包括:
7.一种用于形成复合结构(100)的系统(200),所述系统(200)包括:
8.根据权利要求7所述的系统(200),其中,所述操作还包括在沿着所述复合构件(102)的所述长度(104)形成所述最终轮廓(106)的同时沿着所述复合构件(102)的长度(104)的至少一部分选择性地施加张力(156)。
9.根据权利要求7所述的系统(200),其中:
10.根据权利要求9所述的系统(200),其中:
11.根据权利要求7所述的系统(200),所述系统还包括传感器(218),所述传感器被配置为检测所述复合构件(102)相对于所述放置工具(206)的位置,
12.一种用于成型复合结构(100)的自动化方法(2000),所述自动化方法(2000)包括以下步骤:
13.根据权利要求12所述的自动化方法(2000),所述方法还包括使所述自动操纵器(202)中的至少一个自动操纵器相对于所述自动操纵器(202)中的至少另一个自动操纵器移动,以在沿所述复合构件(102)的所述长度(104)形成所述最终轮廓(106)的同时沿着所述复合构件(102)的所述长度(104)的至少一部分施加张力(156)。
14.根据权利要求12所述的自动化方法(2000),所述自动化方法还包括在沿着所述复合构件(102)的所述长度(104)形成所述最终轮廓(106)的同时使用所述自动操纵器(202)中的至少一个自动操纵器的加热器(216)向所述复合构件(102)施加热(170)。
15.根据权利要求12所述的自动化方法(2000),所述自动化方法还包括在沿着所述复合构件(102)的所述长度(104)形成所述最终轮廓(106)之后使用所述自动操纵器(202)中的至少一个自动操纵器的压实器(210)来压实所述复合构件(102)。
16.根据权利要求12所述的自动化方法(2000),所述自动化方法还包括:
技术总结
本发明涉及用于复合结构成型的系统和方法。用于复合结构成型的方法包括以下步骤:(1)沿着复合构件的长度将复合构件保持在初始轮廓;以及(2)通过以下步骤沿着复合构件的长度形成最终轮廓:(3)在将复合构件的未成形部分保持在初始轮廓的同时将复合构件的未成形部分顺序地成型以形成最终轮廓的部分;以及(4)将复合构件的未成形部分顺序地成型以形成最终轮廓的其它部分。
技术研发人员:L·F·委拉斯开兹,E·R·邓肯
受保护的技术使用者:波音公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!