一种复合管材的自动外包式卷管复合工艺及其生产设备的制作方法
本发明涉及复合管材加工,具体涉及一种复合管材的自动外包式卷管复合工艺及其生产设备。
背景技术:
1、现有技术中,为了保证管类产品以及辊类产品抗腐蚀性以及耐磨性等性能,在其外部通常复合有硬质管结构,这类的管类或者辊类零件加工时,通常采用在内外硬质管之间涂抹粘合材料,然后通过插入推进的方式将内管或者内辊推入到外管中。由于需要的复合管较长,这种加工方式对两管的直线度要求极高,这种传统的复合管加工方式很难进行过长距离的复合管体加工,同时为了保证内管在外管中的顺利通过,需要内管外壁相对外管内壁之间具有较大的缝隙,这样在内管插入外管后,内外粘合层必然具有空气,这样不仅影响了复合管材的粘合长度,而且在使用时,尤其是这种复合管料多用于设备的辊类材料中,复合管料的表面需要能够承受大量摩擦,因此传统的复合管料表面使用后表面容易产生鼓包等现象使得传统的复合管料制造的辊类零件无法继续使用。另外传统的复合管或者复合辊零件加工时通常采用单件加工,生产设备每次都是单独生产一个复合管体,其生产效率较低。
技术实现思路
1、针对以上问题,本发明提供了以产线的方式对成型的管体或者辊体外部直接包裹复合硬质板材,生产效率高,生产成本低的,生产效果好的一种复合管材的自动外包式卷管复合工艺及其生产设备。
2、本发明解决其技术问题所采用的技术方案是:该一种复合管材的自动外包式卷管复合工艺及包括如下步骤:
3、一、选取适当长度的截面外轮廓为圆形的长条形的管芯;
4、二、对管芯表面涂抹粘合层;
5、三、将涂抹粘合层的管芯放置在卷管生产线前端的板料上,在管芯表面通过可形变的条形板料从两侧向中间对管芯进行卷管包裹;
6、四、对包裹后的外管缝隙处进行激光焊接,并对焊接后外管进行整形;
7、五、将焊接后的复合管进行切割。
8、作为优选,所述管芯使用铝材或者碳纤维材质,所述管芯外部包裹的板料使用不锈钢板。
9、作为优选,所述管芯为管体或者实心的辊体;所述管芯的前后端设计有同轴的轴端。
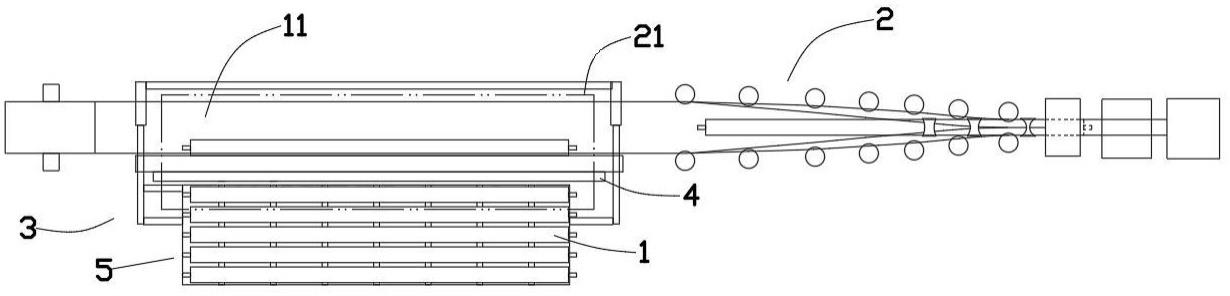
10、使用上述工艺的一种复合管材的自动外包式卷管复合生产设备,它包括卷管模块、取料模块、粘合料池;所述卷管模块的前端设计有进料台,待卷制在外层的板料从进料台上进入卷管模块;所述取料模块设计在进料台侧边,包括两端对称装配的夹爪,两端的所述夹爪可以对管芯进行抓取,并将管芯放置在粘合料池中,所述夹爪上设计有自旋转结构,通过两端夹爪的旋转,带动管芯在粘合料池中进行表面涂胶,并通过夹爪将涂胶后的管芯放置在进料前放置位置,然后进入卷管模块进料台的板料上部,管芯根据板料的进料同步进入卷管模块中。
11、作为优选,所述进料台的前部装配有用来包裹的卷材,卷材展开后的板料从进料台上进入卷管模块。
12、作为优选,所述取料模块的进料端设计有料架,所述料架上设计有斜向下进料斜面,在进料斜面上装配有两组以上沿斜面阶梯排列的上挡块每组所述上挡块设计在进料斜面同一水平面的两侧,所述上挡块由控制模块控制可上下运动,成组的上挡块与进料斜面配合限位放置有阶梯排列的待加工的所述管芯,当同组的上挡块缩回下部时,原本被该组上挡块限位的管芯向下滚动;进料斜面低端侧面装配有所述粘合料池,取料模块通过夹爪可以对进料斜面最下层管芯进行抓取放置在粘合料池中。
13、作为优选,所述取料模块包括有设计在进料台上部的轨道,所述轨道上通过y轴驱动装配有横梁,所述横梁两端的下部通过x轴驱动装配有升降模块,所述升降模块通过z轴驱动装配有上下运动的所述夹爪。
14、作为优选,所述进料斜面包括有两个以上并列倾斜放置的固定板,两个以上所述固定板上边沿斜面共同构成倾斜的进料斜面,在进料斜面的两侧设计有对管芯两侧限位的限位板。
15、作为优选,在粘合料池的侧边进料台的上部装配有并列的两个以上的上部倾斜设计的放料斜块,用来包裹的板料一侧从放料斜块下部通过,所述放料斜块的侧边设计有可上下运动的下挡块,当下挡块向上伸出时,与并列的放置斜块上部配合可以放置涂胶后的管芯,当下挡块向下缩回时,涂胶的管芯滚落到板料上部。
16、本发明的有益效果在于:
17、本一种复合管材的自动外包式卷管复合工艺及其生产设备主要用来制作难以用复合板进行卷材加工的复合金属管料,或者外部包裹金属覆层的辊体。在具体加工时,先生产完成内部的管芯,然后对管芯进行涂胶操作,并将涂胶后的管芯放置在待复合在管芯板料上,通过卷管机沿管芯的轴向进行卷管复合,然后通过焊接使得板料包裹在管芯的外部,形成复合管料。
18、1、这种加工方式使得复合管料的外接层与管芯直接贴合,这样复合的管料外侧与内层之间缝隙更小,贴合紧密,生产出的复合管品质参数更高。
19、2、这种加工方式不需要考虑内外管层的同心度问题,无论对内部的管芯还是外部的包裹层其制作要求大大降低,不仅降低了零部件的生产难度,同时降低了复合时的生产难度,从而有效降低了生产成本。其加工过程不受管芯长度的限制,可以进行超长复合管的加工。
20、3、该工艺和设备采用产线加工方式,卷管模块可以不间断的运行,对管芯进行不间断的包裹复合,大大提高了设备生产效率。
21、4、该加工方式和设备通过外部板料对内部管芯进行包裹的方式进行加工,使得管芯外部的粘合层在外部板料焊接前可以挤出,不会形成鼓包,进一步提高了复合管材的质量。
22、5、这种复合管材的加工方式可以直接对辊体表面进行复合加工,直接加工出最终的生产零件,减少了生产工艺流程,降低了生产的成本。
23、6、该生产设备通过夹爪取料时,直接将管芯放入粘合料池,通过自带的旋转模块带动管芯旋转运动,对其外表面进行涂抹涂层,然后直接将涂层好的管芯放入待加工位置,该结构简单易于实施,生产流程更少。
24、7、料架采用斜面设计,通过上挡块对管芯进行限位放置,这样当上挡块运动到下部时,管芯会在斜面上自动滑动到下一位置,便于进料,这样依靠重力自动进料,结构简单实施方便有效降低了设备的复杂度,从而降低设备制造和使用成本。
技术特征:
1.一种复合管材的自动外包式卷管复合工艺,它包括如下步骤:
2.根据权利要求1所述的一种复合管材的自动外包式卷管复合工艺,其特征在于:所述管芯(1)使用铝材或者碳纤维材质,所述管芯(1)外部包裹的板料使用不锈钢板。
3.根据权利要求1或2所述的一种复合管材的自动外包式卷管复合工艺,其特征在于:所述管芯(1)为管体或者实心的辊体;所述管芯(1)的前后端设计有同轴的轴端。
4.一种复合管材的自动外包式卷管复合生产设备,它包括卷管模块(2)、取料模块(3)、粘合料池(4);其特征在于:所述卷管模块(2)的前端设计有进料台(21),待卷制在外层的板料(11)从进料台(21)上进入卷管模块(2);所述取料模块(3)设计在进料台(21)侧边,包括两端对称装配的夹爪(31),两端的所述夹爪(31)可以对管芯(1)进行抓取,并将管芯(1)放置在粘合料池(4)中,所述夹爪(31)上设计有自旋转结构,通过两端夹爪(31)的旋转,带动管芯(1)在粘合料池(4)中进行表面涂胶,并通过夹爪(31)将涂胶后的管芯(1)放置在卷管模块(2)进料前放置位置上。
5.根据权利要求4所述的一种复合管材的自动外包式卷管复合生产设备,其特征在于:所述进料台(21)的前部装配有用来包裹的卷材,卷材展开后的板料(11)从进料台(21)上进入卷管模块(2)。
6.根据权利要求4或5所述的一种复合管材的自动外包式卷管复合生产设备,其特征在于:所述取料模块(3)的进料端设计有料架(5),所述料架上设计有斜向下进料斜面(51),在进料斜面(51)上装配有两组以上沿斜面阶梯排列的上挡块(52),每组所述上挡块(52)设计在进料斜面(51)同一水平面的两侧,所述上挡块(52)由控制模块控制可上下运动,成组的上挡块(52)与进料斜面(51)配合限位放置有阶梯排列的待加工的所述管芯(1),当同组的上挡块(52)缩回下部时,原本被该组上挡块(52)限位的管芯(1)向下滚动;进料斜面(51)低端侧面装配有所述粘合料池(4),取料模块(3)通过夹爪(31)可以对进料斜面(51)最下层管芯(1)进行抓取放置在粘合料池(4)中。
7.根据权利要求6所述的一种复合管材的自动外包式卷管复合生产设备,其特征在于:所述进料斜面(51)包括有两个以上并列倾斜放置的固定板,两个以上所述固定板上边沿斜面共同构成倾斜的进料斜面(51),在进料斜面(51)的两侧设计有对管芯(1)两侧限位的限位板(53)。
8.根据权利要求4或5所述的一种复合管材的自动外包式卷管复合生产设备,其特征在于:所述取料模块(3)包括有设计在进料台(21)上部的轨道(32),所述轨道(32)上通过y轴驱动装配有横梁(33),所述横梁(33)两端的下部通过x轴驱动装配有升降模块(34),所述升降模块(34)通过z轴驱动装配有上下运动的所述夹爪(31)。
9.根据权利要求5所述的一种复合管材的自动外包式卷管复合生产设备,其特征在于:在粘合料池(4)的侧边进料台的上部装配有并列的两个以上的上部倾斜设计的放料斜块(22),用来包裹的板料(11)一侧从放料斜块(22)下部通过,所述放料斜块的侧边设计有可上下运动的下挡块(23),当下挡块(23)向上伸出时,与并列的放置斜块(22)上部配合可以放置涂胶后的管芯(1),当下挡块(23)向下缩回时,涂胶的管芯(1)滚落到板料(11)上部。
技术总结
本发明提供一种复合管材的自动外包式卷管复合工艺及其生产设备,属于复合管材加工技术领域,该工艺包括如下步骤:一、选取适当长度的长条形硬质的管芯;二、对管芯表面涂抹粘合层;三、将涂抹粘合层的管芯放置在卷管生产线前端的板料上,在管芯表面通过可形变的条形板料从两侧向中间对管芯进行卷管包裹;四、对包裹后的外管缝隙处进行焊接,并对焊接后外管进行整形;五、将焊接后的复合管进行切割。该加工方式使复合管料外接层与管芯紧密贴合,缩小了外侧与内层之间的缝隙,提高了复合管的品质参数。无需考虑同心度问题,降低了生产难度和成本。产线加工方式提高了生产效率。外部板料包裹管芯,避免挤出鼓包,进一步提高了管材质量。
技术研发人员:刘小平,王振会
受保护的技术使用者:太仓市迈辉机械制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!