一种全自动医用扩张管热熔成型装置的制作方法
本发明涉及医用扩张管制造,具体地说,涉及一种全自动医用扩张管热熔成型装置。
背景技术:
1、全自动医用扩张管热熔成型装置是一种用于制造医用扩张管的设备,其工作原理如下:
2、1.塑料材料进料:首先,将医用级别的塑料颗粒或片材加入到热熔箱的进料口中,这些塑料材料通常是医疗级别的聚氯乙烯(pvc)或聚碳酸酯(pc);
3、2.加热和熔化:使用热熔箱将材料加热到熔融温度,并结合搅拌机构使材料混合均匀;
4、3.螺杆挤出机挤出成型:熔融的物料经螺杆挤出机挤出成型,挤出的管状物通过一个内径与产品外径相同的定型套筒,利用压差使管状物紧贴定型套内壁,从而可得到外径准确的管材;
5、4.冷却和固化:挤出的管状物会通过牵伸设备进入冷却系统快速冷却,使其固化,冷却时间根据材料类型和管道尺寸而定;
6、5.产品收集:当冷却完成后,通过收卷机构进行收卷。
7、全自动医用扩张管热熔成型装置通过自动化的流程,实现了高效、精确和稳定地扩张管生产。它广泛应用于医疗器械制造行业,为医疗领域提供各种规格和质量的扩张管。
8、目前的全自动医用扩张管热熔成型装置在冷却固化环节,通常采用水冷或冷气风冷的方式进行,对于水冷方式需要在冷却完成后,需要进行干燥处理,冷却时间较长;
9、而冷气风冷的方式通常是将冷气喷至扩张管的表面,虽然节省了干燥时间,但是冷却不全面,易出现冷却漏洞,从而影响扩张管的生产质量。
技术实现思路
1、本发明的目的是解决现有技术中存在的缺点,而提出的一种全自动医用扩张管热熔成型装置。
2、为实现上述目的,本发明采用如下的技术方案;
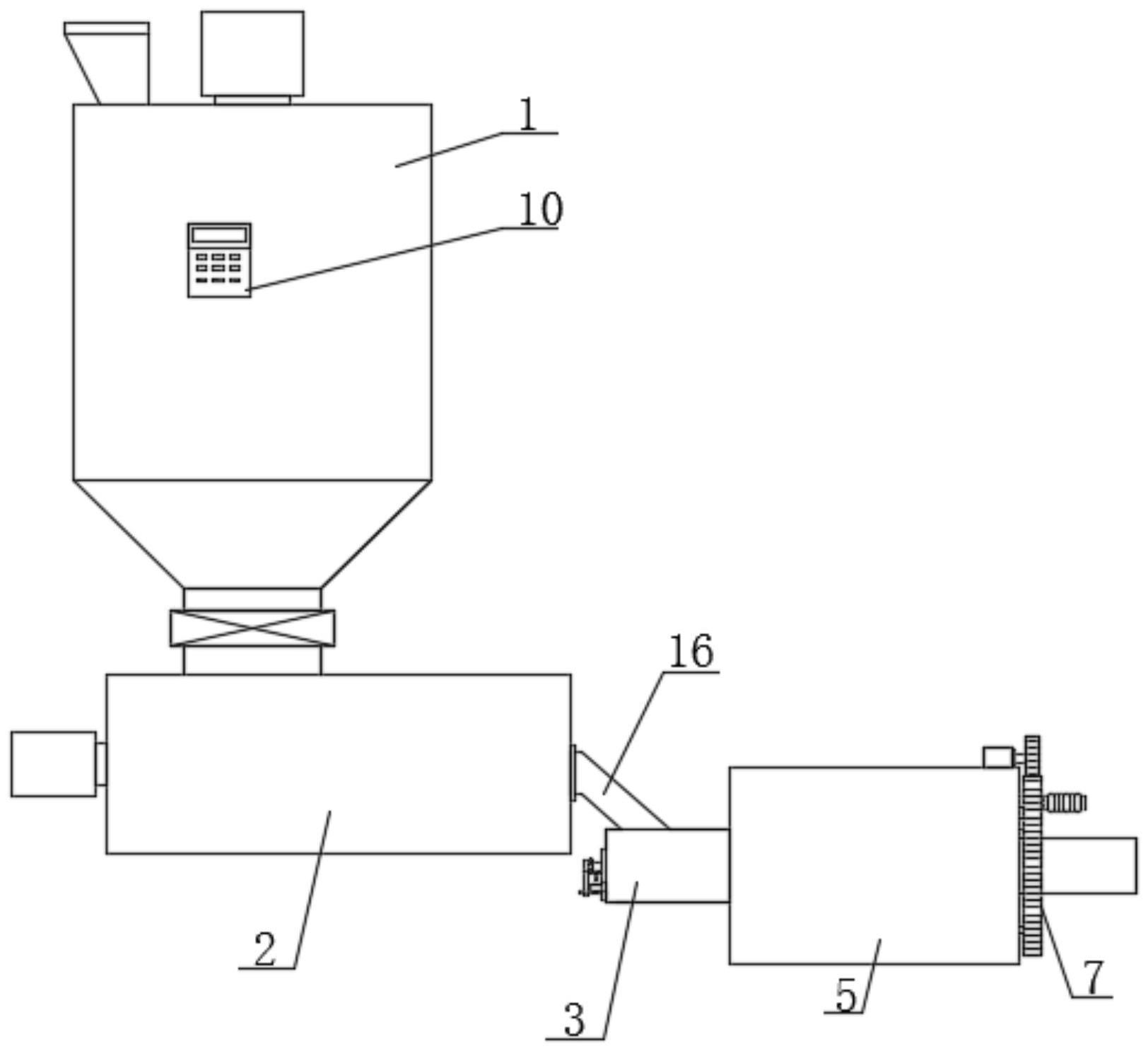
3、一种全自动医用扩张管热熔成型装置,包括热熔箱和螺杆挤出机,所述热熔箱与螺杆挤出机之间通过出料管连接,热熔箱上设置有控制器,所述螺杆挤出机的出料端连接有斜角机头,所述斜角机头的端部螺纹连接有成型模套,所述成型模套内设置有模芯,所述热熔箱的一侧设置有冷却箱,所述冷却箱的两侧均开设有贯穿口,所述成型模套经贯穿口延伸至冷却箱内,所述冷却箱内设置有与成型模套圆心在同一直线上的冷气喷洒组件,所述冷气喷洒组件套设在成型模套的外侧,所述冷却箱上设置有驱动冷气喷洒组件旋转的第一驱动机构;
4、所述模芯内开设有空腔,所述成型模套内且位于模芯上穿插有水平设置的内置管,所述内置管延伸至空腔内,所述内置管位于模芯外侧且位于成型模套内侧部分的表面开设有若干通孔,所述内置管贯穿模芯延伸至成型模套的外侧,所述内置管位于模芯外的端部连接有连接头。
5、作为上述技术方案的进一步描述:
6、所述连接头上设置有连接管,所述连接管用于与冷气源连接。
7、作为上述技术方案的进一步描述:
8、所述冷气喷洒组件包括若干沿成型模套的延伸方向等距离设置在冷却箱内的硬质环形管,所述硬质环形管,所述硬质环形管的内侧设置有若干喷头,相邻的两个所述硬质环形管之间固定连接有多个固定杆,距离成型模套最远的硬质环形管的外侧也固定连接有多个固定杆,所述最外侧的固定杆经贯穿口延伸至冷却箱外并与第一驱动机构连接,所述冷却箱远离螺杆挤出机一侧的贯穿口内穿插设置有进气管,所述进气管与每个硬质环形管连通,所述进气管用于与冷气源连接,所述冷却箱内设置有用于硬质环形管旋转的限位导向件。
9、作为上述技术方案的进一步描述:
10、所述第一驱动机构包括传动齿轮,所述传动齿轮设置在冷却箱位于远离螺杆挤出机的贯穿口处,所述传动齿轮与固定杆固定连接,所述传动齿轮上啮合有主动齿轮,所述冷却箱上固定安装有伺服电机,所述伺服电机的输出轴与主动齿轮固定连接。
11、作为上述技术方案的进一步描述:
12、所述连接头为旋转连接头,所述内置管上设置有驱动其旋转的第二驱动机构。
13、作为上述技术方案的进一步描述:
14、所述第二驱动机构包括套设在内置管上的第一锥形齿轮,所述第一锥形齿轮的底部啮合有第二锥形齿轮,所述第二锥形齿轮的底部固定连接有转轴,所述成型模套上固定安装有支撑板,所述支撑板上固定安装有驱动电机,所述驱动电机的输出轴与转轴固定连接。
15、作为上述技术方案的进一步描述:
16、所述内置管位于模芯外侧且位于成型模套内侧部分的表面设置有内壁辅助组件。
17、作为上述技术方案的进一步描述:
18、所述内壁辅助组件包括两个安装于内置管外侧面的撑杆,还包括转动连接于两个所述撑杆之间的滚轴,所述滚轴的外侧壁至成型模套内侧壁的间距与模芯的外侧壁至成型模套内侧壁的间距一致。
19、作为上述技术方案的进一步描述:
20、所述进气管位于冷却箱外侧的端部为伸缩软管。
21、作为上述技术方案的进一步描述:
22、所述冷却箱为横向设置空心圆柱形结构,所述限位导向件包括多个开设在冷却箱内壁上的圆形滑槽,每个所述圆形滑槽内滑动连接有多个滑块,每个所述滑块上固定连接有连接杆,所述连接杆与固定杆固定连接。
23、相比于现有技术,本发明的优点在于:
24、一、本方案采用在成型模套和模芯挤出的成型扩张管内壁和外壁均设置冷气输出机构进行冷却,一方面可以更进一步加快冷冷却效率,另一方面简化了扩张管的加工工艺,后续无需进行干燥处理,节省冷却时间。
25、二、本方案通过设置第一驱动机构驱动用于冷却扩张管外壁的冷气喷洒组件旋转,通过第二驱动机构使得内置管也能旋转,进而实现对内壁不同位置的冷气喷洒,使得对扩张管的冷却更加全面,更进一步地提高了冷却效果。
26、三、本方案在内置管旋转的基础上,通过将内壁辅助组件与扩张管内壁接触,并在旋转的内置管旋转时带动内壁辅助组件旋转,对内壁进行光滑处理,降低扩张管内壁塌陷、不均匀的状况。
技术特征:
1.一种全自动医用扩张管热熔成型装置,包括热熔箱(1)和螺杆挤出机(2),所述热熔箱(1)与螺杆挤出机(2)之间通过出料管连接,热熔箱(1)上设置有控制器(10),其特征在于:所述螺杆挤出机(2)的出料端连接有斜角机头(16),所述斜角机头(16)的端部螺纹连接有成型模套(3),所述成型模套(3)内设置有模芯(4),所述热熔箱(1)的一侧设置有冷却箱(5),所述冷却箱(5)的两侧均开设有贯穿口,所述成型模套(3)经贯穿口延伸至冷却箱(5)内,所述冷却箱(5)内设置有与成型模套(3)圆心在同一直线上的冷气喷洒组件(6),所述冷气喷洒组件(6)套设在成型模套(3)的外侧,所述冷却箱(5)上设置有驱动冷气喷洒组件(6)旋转的第一驱动机构(7);
2.根据权利要求1所述的一种全自动医用扩张管热熔成型装置,其特征在于:所述冷气喷洒组件(6)包括若干沿成型模套(3)的延伸方向等距离设置在冷却箱(5)内的硬质环形管(61),所述硬质环形管(61),所述硬质环形管(61)的内侧设置有若干喷头(62),相邻的两个所述硬质环形管(61)之间固定连接有多个固定杆(63),距离成型模套(3)最远的硬质环形管(61)的外侧也固定连接有多个固定杆(63),所述最外侧的固定杆(63)经贯穿口延伸至冷却箱(5)外并与第一驱动机构(7)连接,所述冷却箱(5)远离螺杆挤出机(2)一侧的贯穿口内穿插设置有进气管(64),所述进气管(64)与每个硬质环形管(61)连通,所述进气管(64)用于与冷气源连接,所述冷却箱(5)内设置有用于硬质环形管(61)旋转的限位导向件(65)。
3.根据权利要求2所述的一种全自动医用扩张管热熔成型装置,其特征在于:所述第一驱动机构(7)包括传动齿轮(71),所述传动齿轮(71)设置在冷却箱(5)位于远离螺杆挤出机(2)的贯穿口处,所述传动齿轮(71)与固定杆(63)固定连接,所述传动齿轮(71)上啮合有主动齿轮(72),所述冷却箱(5)上固定安装有伺服电机(73),所述伺服电机(73)的输出轴与主动齿轮(72)固定连接。
4.根据权利要求1所述的一种全自动医用扩张管热熔成型装置,其特征在于:所述连接头(12)为旋转连接头,所述内置管(9)上设置有驱动其旋转的第二驱动机构(14)。
5.根据权利要求4所述的一种全自动医用扩张管热熔成型装置,其特征在于:所述第二驱动机构(14)包括套设在内置管(9)上的第一锥形齿轮(141),所述第一锥形齿轮(141)的底部啮合有第二锥形齿轮(142),所述第二锥形齿轮(142)的底部固定连接有转轴(143),所述成型模套(3)上固定安装有支撑板,所述支撑板上固定安装有驱动电机(144),所述驱动电机(144)的输出轴与转轴(143)固定连接。
6.根据权利要求1所述的一种全自动医用扩张管热熔成型装置,其特征在于:所述内置管(9)位于模芯(4)外侧且位于成型模套(3)内侧部分的表面设置有内壁辅助组件(15)。
7.根据权利要求6所述的一种全自动医用扩张管热熔成型装置,其特征在于:所述内壁辅助组件(15)包括两个安装于内置管(9)外侧面的撑杆(151),还包括转动连接于两个所述撑杆(151)之间的滚轴(152),所述滚轴(152)的外侧壁至成型模套(3)内侧壁的间距与模芯(4)的外侧壁至成型模套(3)内侧壁的间距一致。
8.根据权利要求2所述的一种全自动医用扩张管热熔成型装置,其特征在于:所述进气管(64)位于冷却箱(5)外侧的端部为伸缩软管。
9.根据权利要求2所述的一种全自动医用扩张管热熔成型装置,其特征在于:所述冷却箱(5)为横向设置空心圆柱形结构,所述限位导向件(65)包括多个开设在冷却箱(5)内壁上的圆形滑槽(651),每个所述圆形滑槽(651)内滑动连接有多个滑块(652),每个所述滑块(652)上固定连接有连接杆(653),所述连接杆(653)与固定杆(63)固定连接。
技术总结
本发明属于医用扩张管制造技术领域,公开了一种全自动医用扩张管热熔成型装置,包括热熔箱和螺杆挤出机,所述热熔箱与螺杆挤出机之间通过出料管连接,热熔箱上设置有控制器,螺杆挤出机的出料端连接有斜角机头,斜角机头的端部螺纹连接有成型模套,成型模套内设置有模芯,热熔箱的一侧设置有冷却箱,冷却箱的两侧均开设有贯穿口,成型模套经贯穿口延伸至冷却箱内,冷却箱内设置有与成型模套圆心在同一直线上的冷气喷洒组件。本方案采用在成型模套和模芯挤出的成型扩张管内壁和外壁均设置冷气输出机构进行冷却,一方面可以更进一步加快冷冷却效率,另一方面简化了扩张管的加工工艺,后续无需进行干燥处理,节省冷却时间。
技术研发人员:宋晓波,张立,宋晓冬
受保护的技术使用者:宁波琳盛高分子材料有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!