一种高压气瓶塑料内胆装配工装及方法与流程
本发明属于气瓶加工,具体涉及一种高压气瓶塑料内胆装配工装及方法。
背景技术:
1、含有塑料内胆的高压气瓶由于性价比较高,将成为未来技术发展的趋势,特别是在高压储氢瓶领域,随着氢能源汽车的技术进步,用于储氢的高压气瓶也是氢能源汽车需要解决的技术问题。
2、现塑料内胆主要由塑料壳体和由塑料壳体包裹的金属端头组装而成,现技术的塑料壳体通过注塑或滚塑形成中空体,塑料壳体与金属端头通过组装并形成密封,为了后续高压气瓶安装瓶阀,金属端头的端部为可供夹持的正多边形结构。
3、在进行塑料壳体与金属端头安装过程中,因为塑料壳体1和金属端头2需要紧密配合,因此安装时的轴向装配力较大,在此装配力的作用下,塑料壳体1的端部会产生变形,如图1的虚线部分所示,导致两者无法装配或无法装配到位。
技术实现思路
1、本发明的目的在于提供一种高压气瓶塑料内胆装配工装及方法,以解决现高压气瓶塑料内胆的塑料壳体与金属端头之间在组装过程中,因为轴向装配力导致塑料壳体的端部变形,存在无法装配或无法装配到位的问题。
2、为实现上述目的,本申请是通过以下技术方案实现的:
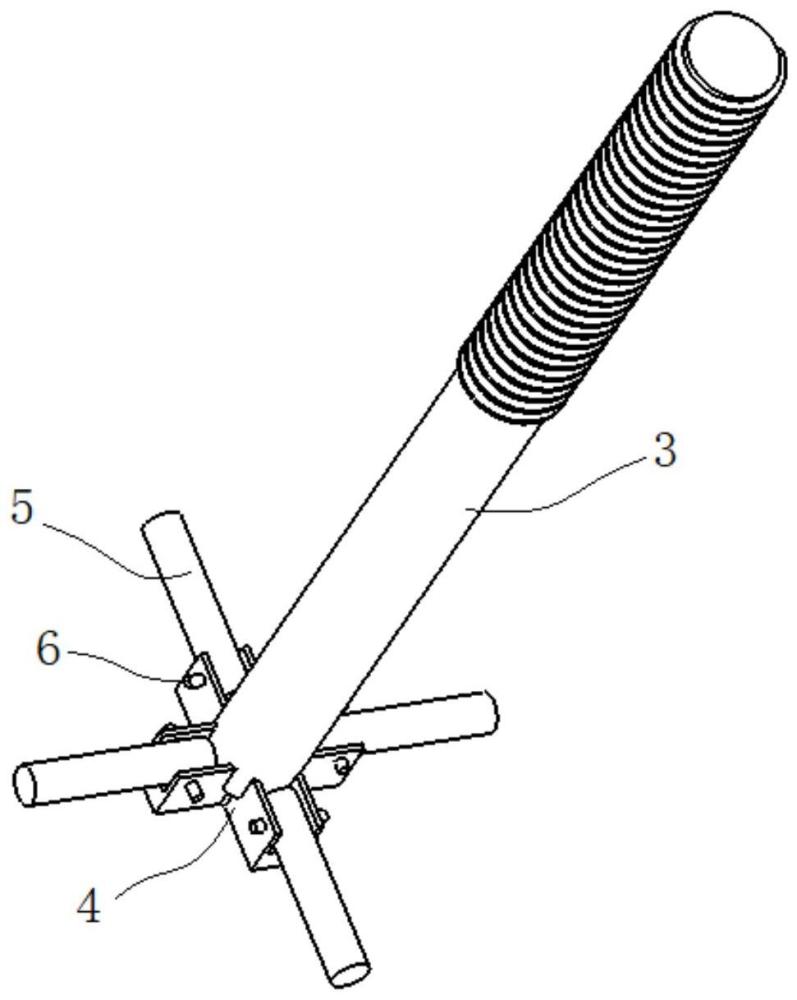
3、一种高压气瓶塑料内胆装配工装,包括丝杆、支撑部、支撑座、导向盖及手柄;
4、所述丝杆的下端与支撑座固定连接,支撑部的一端与支撑座通过销钉转动连接,且支撑部相对支撑座的转动角度不超过90度,丝杆的螺纹部穿过导向盖且与导向盖螺纹配合,手柄固定于所述丝杆的上端。
5、进一步的,所述支撑座包括支撑座本体及沿支撑座本体向外延伸的四个延伸部,四个延伸部呈十字型,在每个延伸部上设置贯通端部的开口槽,在每个延伸部的侧边设置有与开口槽连通的销孔。
6、进一步的,所述丝杆包括光杆及与光杆一体的外螺纹杆,远离所述外螺纹杆的光杆一端与支撑座固定连接,远离光杆的外螺纹杆一端与手柄固定连接。
7、进一步的,所述支撑部为圆柱体结构,所述圆柱体的直径小于开口槽的开口尺寸,在圆柱体的靠近一端处设置有径向贯通的通孔,便于销钉插入通孔,且开口槽的外端部对支撑部的转动限位。
8、进一步的,所述支撑部与塑料壳体相接触的部分的表面为扁平弧表平面,且支撑部与塑料壳体相接触的部分自内向端部延伸时厚度逐渐减小。
9、进一步的,支撑部的最小厚度大于支撑部的半径长度。
10、进一步的,导向盖的外侧与金属端头的端部形状相同,均为正多边形结构。
11、一种高压气瓶塑料内胆装配方法,利用上述任一项的高压气瓶塑料内胆装配工装,具体包括以下步骤:
12、s1、将待装配的塑料壳体倒置,将装配工装倒置,保持装配工装处于收拢状态;
13、s2、将装配工装自下向上通过金属端头开口插入塑料壳体内,并且将导向盖与金属端头的端部贴合配合;
14、s3、将塑料壳体及装配工装旋转至正向,此时,装配工装的支撑部在重力作用下向外侧运动打开;
15、s4、旋转手柄,支撑部在丝杆的带动下向上移动并与塑料壳体的端部相抵,并在旋转手柄的持续旋转下,支撑部带动塑料壳体的端部向上移动,直至塑料壳体与金属端头安装到位;
16、s5、将塑料壳体及装配工装旋转至倒置,反向旋转手柄,使得支撑部在重力作用下处于收拢状态后,装配工装向下移动退出塑料壳体。
17、本发明的有益效果是:
18、本技术方案通过装配工装,其中的支撑部实现对塑料壳体端部的支撑及向上的位移,并提供一定的限位力量,保证塑料壳体与金属端头的装配到位。
技术特征:
1.一种高压气瓶塑料内胆装配工装,其特征在于,包括丝杆、支撑部、支撑座、导向盖及手柄;
2.根据权利要求1所述的高压气瓶塑料内胆装配工装,其特征在于,所述支撑座包括支撑座本体及沿支撑座本体向外延伸的四个延伸部,四个延伸部呈十字型,在每个延伸部上设置贯通端部的开口槽,在每个延伸部的侧边设置有与开口槽连通的销孔。
3.根据权利要求1所述的高压气瓶塑料内胆装配工装,其特征在于,所述丝杆包括光杆及与光杆一体的外螺纹杆,远离所述外螺纹杆的光杆一端与支撑座固定连接,远离光杆的外螺纹杆一端与手柄固定连接。
4.根据权利要求2所述的高压气瓶塑料内胆装配工装,其特征在于,所述支撑部为圆柱体结构,所述圆柱体的直径小于开口槽的开口尺寸,在圆柱体的靠近一端处设置有径向贯通的通孔,便于销钉插入通孔,且开口槽的外端部对支撑部的转动限位。
5.根据权利要求4所述的高压气瓶塑料内胆装配工装,其特征在于,所述支撑部与塑料壳体相接触的部分的表面为扁平弧表平面,且支撑部与塑料壳体相接触的部分自内向端部延伸时厚度逐渐减小。
6.根据权利要求5所述的高压气瓶塑料内胆装配工装,其特征在于,支撑部的最小厚度大于支撑部的半径长度。
7.根据权利要求1所述的高压气瓶塑料内胆装配工装,其特征在于,导向盖的外侧与金属端头的端部形状相同,均为正多边形结构。
8.一种高压气瓶塑料内胆装配方法,利用上述权利要求1至7中任一项的高压气瓶塑料内胆装配工装,其特征在于,具体包括以下步骤:
技术总结
本发明涉及一种高压气瓶塑料内胆装配工装及方法,其中装配工装包括丝杆、支撑部、支撑座、导向盖及手柄;丝杆的下端与支撑座固定连接,支撑部的一端与支撑座通过销钉转动连接,且支撑部相对支撑座的转动角度不超过90度,丝杆的螺纹部穿过导向盖且与导向盖螺纹配合,手柄固定于所述丝杆的上端。本技术方案通过装配工装,其中的支撑部实现对塑料壳体端部的支撑及向上的位移,并提供一定的限位力量,保证塑料壳体与金属端头的装配到位。
技术研发人员:翁益明,顾华,申玲,李强,潘勃,马鑫
受保护的技术使用者:亚普汽车部件股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!