注射成型机的制作方法
本公开涉及注射成型机。
背景技术:
1、在工厂中,为了对以塑料的树脂等为基材的成型品进行成型而使用注射成型机。在日本特开2020-069756号公报中记载了具有伺服马达的电动注射成型机。这样的注射成型机重复执行包含注射工序、保压工序等多个工序的注射成型处理的成型周期,大量生产成型品。
2、日本特开2020-069756号公报的注射成型机具备用于执行成型周期的马达。在日本特开2020-069756号公报中公开了对该马达供给电力的电力供给系统的电路图。日本特开2020-069756号公报的电力供给系统包括与3相交流电压线连接的pwm转换器、与该pwm转换器的输出侧连接的成型机内部的直流电压线以及与该直流电压线连接的逆变器。逆变器生成3相交流电压以驱动马达。
技术实现思路
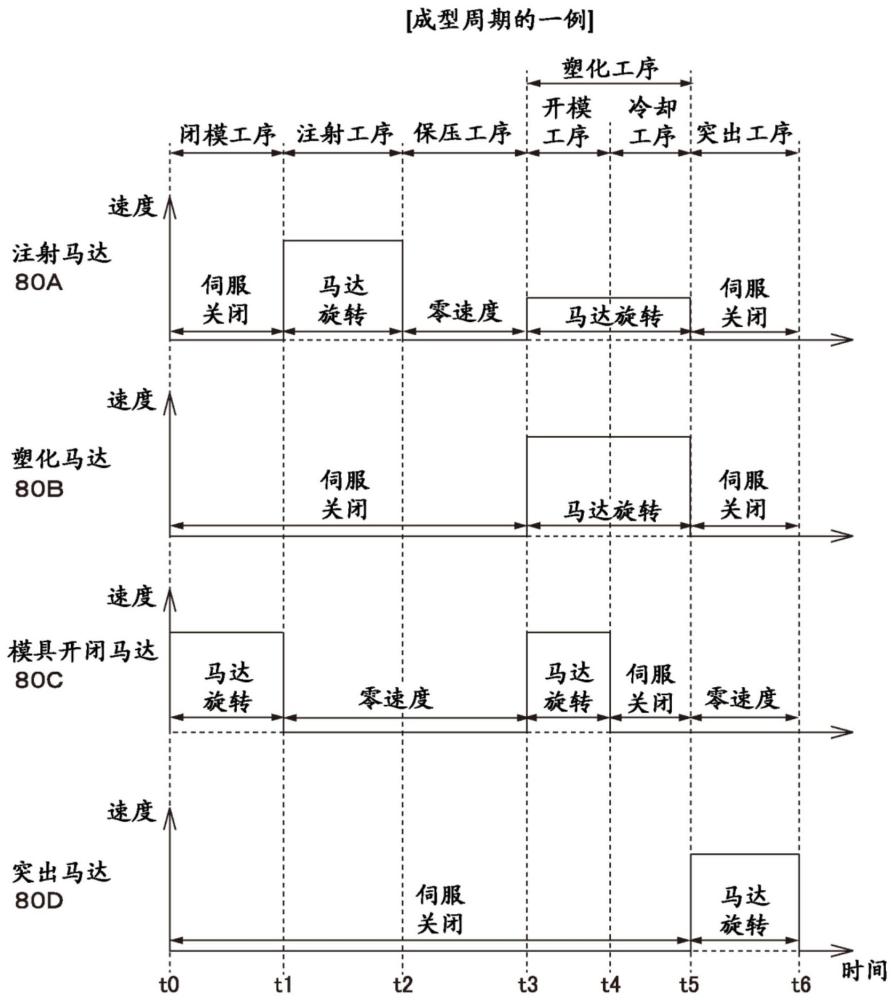
1、成型周期包含使马达旋转的期间和使马达的旋转停止的期间。在使马达的旋转停止的期间,能够进行将逆变器的至少一个开关元件设为打开状态而使马达的旋转角度以规定的角度停止的控制。在通过将逆变器的至少一个开关元件设为打开状态而使马达停止的情况下,能够抑制由于产生外力而导致的马达的旋转角度意外变化,而另一方面,由于开关元件的开关而产生消耗电力。
2、本公开是为了解决这种课题而提出的,其目的在于,在抑制由于马达产生外力而马达的旋转角度意外变化的同时抑制消耗电力上升。
3、一个实施方式的注射成型机包括:第1伺服马达;第1伺服放大器,其向第1伺服马达供给电力;以及控制装置,其控制第1伺服放大器以执行成型周期。第1伺服放大器包含第1开关元件和第2开关元件。成型周期包含使第1伺服马达旋转的第1期间和不使第1伺服马达旋转的第2期间。第1伺服马达构成为,能够通过基于第1控制的控制而旋转,通过基于第2控制或第3控制的控制而停止。第1控制是将第1开关元件和第2开关元件以不同的相位控制为打开状态而使第1伺服马达旋转的控制。第3控制是将第1开关元件和第2开关元件以相同的相位控制为打开状态而使第1伺服马达的旋转停止的控制。第2控制是将第1开关元件和第2开关元件控制为关闭状态而使第1伺服马达的旋转停止的控制。控制装置在第1期间中执行第1控制,在第2期间中执行第2控制或第3控制。
4、本发明的上述内容及其他目的、特征、方面及优点可根据结合附图理解的关于本发明的以下的详细说明获知。
技术特征:
1.一种注射成型机,其特征在于,包括:
2.根据权利要求1所述的注射成型机,其特征在于,
3.根据权利要求1所述的注射成型机,其特征在于,
4.根据权利要求1~3中任一项所述的注射成型机,其特征在于,还包括:
5.根据权利要求4所述的注射成型机,其特征在于,
6.根据权利要求1所述的注射成型机,其特征在于,
7.根据权利要求6所述的注射成型机,其特征在于,
8.根据权利要求6或7所述的注射成型机,其特征在于,
9.根据权利要求1、6~8中任一项所述的注射成型机,其特征在于,
10.根据权利要求9所述的注射成型机,其特征在于,还包括:
11.根据权利要求1、6~8中任一项所述的注射成型机,其特征在于,还包括:
技术总结
注射成型机包括伺服马达、伺服放大器和控制装置。伺服放大器包含第1开关元件和第2开关元件。成型周期包含使伺服马达旋转的第1期间和不使其旋转的第2期间。伺服马达构成为,能够执行马达旋转控制、伺服关闭控制和零速度控制。控制装置在第1期间中执行马达旋转控制,在第2期间中执行伺服关闭控制或零速度控制。
技术研发人员:大川内亮
受保护的技术使用者:株式会社日本制钢所
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!