一种运用于水压脱泡的孔塞的制作方法
本发明属于水压脱泡,具体涉及一种运用于水压脱泡的孔塞。
背景技术:
1、现有的工艺,火山口白玻贴合膜片,贴合后半成品装密封袋内,使用抽真空机对密封袋抽真空并密封,将内装有产品的密封袋放入水压脱泡炉内,进行水压脱泡,水压脱泡后产品进行补边(喷涂油墨将产品边缘没有膜片的地方覆盖,宽度0.2-0.5mm),补边后进行烘烤(烘烤参数:80℃/60min);目前工艺的主要问题是火山口位置膜片,由于膜片pet的内应力以及火山口的特殊结构,在经过高温烘烤,膜片易出现反弹,即膜片与玻璃分离,形成火山口边缘气泡,基于此,本发明提供了一种运用于水压脱泡的孔塞,以解决上述背景技术中提出的问题。
技术实现思路
1、要解决的技术问题
2、针对现有技术的不足,本发明的目的在于提供一种运用于水压脱泡的孔塞,解决了火山口位置膜片,由于膜片pet的内应力以及火山口的特殊结构,在经过高温烘烤,膜片易出现反弹,即膜片与玻璃分离,形成火山口边缘气泡的问题。
3、技术方案
4、为了解决上述技术问题,本发明提供了这样一种运用于水压脱泡的孔塞,包括以下步骤:
5、ss001、设计孔塞:跟进产品的火山口结构,设计与火山口相匹配的孔塞,通常孔塞塞孔位置直径比火山口直径大,单边大0.1mm~0.2mm;
6、ss002、制作孔塞:设计制作孔塞模具或者外发专业制作孔塞厂商制作孔塞;
7、ss003、塞孔塞:将待脱泡产品火山口位置塞上专用的孔塞;
8、ss004、装密封袋:将火山口带孔塞的产品装入专用的密封袋内;
9、ss005、抽真空:利用抽真空机将密封袋抽真空;
10、ss006、密封袋放入水压脱泡机:将装有产品的密封袋放入水压脱泡机内,设置好参数,开始水压脱泡;
11、ss007、水压脱泡完成:水压脱泡完成,取出产品,取下孔塞,将产品流通到后工序;
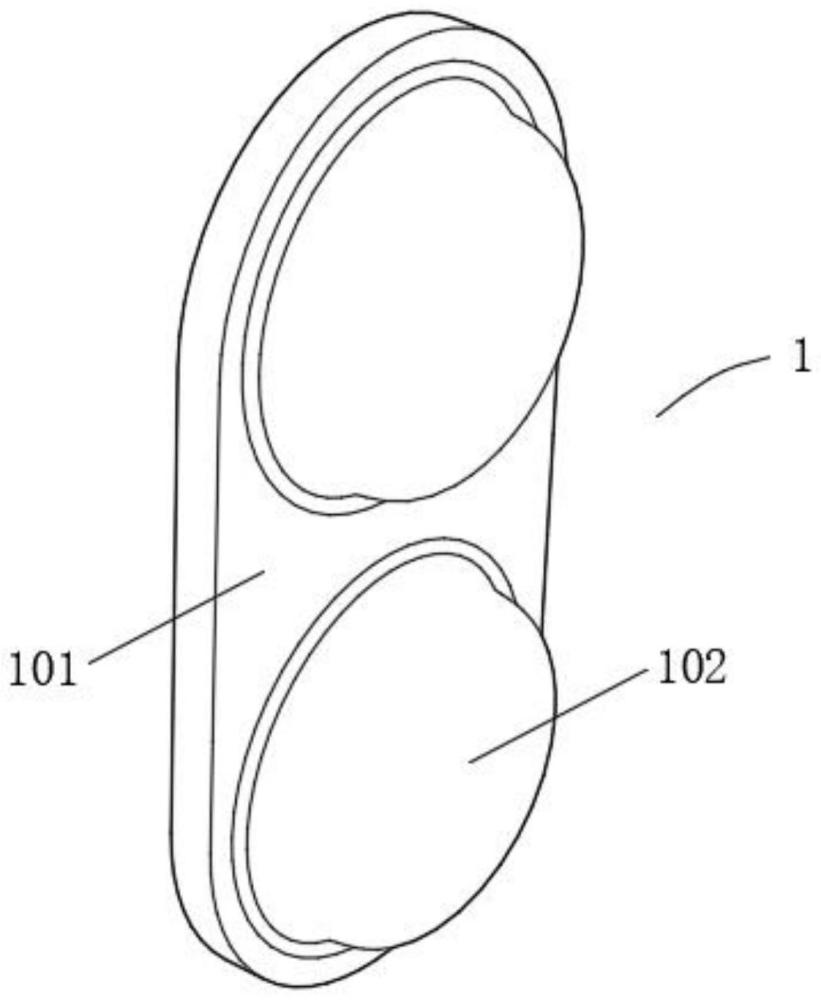
12、优选地,孔塞包括水平部,水平部的后侧一体成型有两对称设置的凸起部,凸起部与火山口部分相适配。
13、进一步的,孔塞的材质为硅胶。
14、更进一步的,孔塞的硬度为邵氏硬度:50度。
15、更进一步的,ss001中孔塞塞孔位置直径比火山口直径单边大0.1mm。
16、更进一步的,ss001中孔塞塞孔位置直径比火山口直径单边大0.2mm。
17、更进一步的,ss002中制作孔塞的方式为设计制作孔塞模具。
18、更进一步的,ss002中制作孔塞的方式为外发专业制作孔塞厂商制作孔塞。
19、有益效果
20、与现有技术相比,本发明的有益效果在于:
21、1、本发明将孔塞塞在产品的摄像孔内,手动按压,使硅胶孔塞充分接触产品的火山口位置;孔塞塞好后,将带孔塞的产品放入密封袋内,用密封机将密封袋抽真空并密封,将装有产品并抽真空的密封袋放入水压脱泡机内,设置好参数并启动,水压脱泡完成后,取出密封袋并剪开密封袋,取出产品并周转至补边工序,本发明由于在水压脱泡中运用孔塞,火山口边缘气泡反弹,由70%降低至3%,从而很好的解决了火山口位置膜片,由于膜片pet的内应力以及火山口的特殊结构,在经过高温烘烤,膜片易出现反弹,即膜片与玻璃分离,形成火山口边缘气泡的问题;
22、2、本发明创造性的设计出一种水压脱泡过程中运用的孔塞,根据产品火山口结构,设计与火山口尺寸匹配的孔塞,孔塞的材质为硅胶材质,将硅胶材质孔塞运用到水压脱泡过程中后,有效增加了水压脱泡的效果,减少火山口气泡的反弹风险,使产品品质满足客户的要求。
技术特征:
1.一种运用于水压脱泡的孔塞,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种运用于水压脱泡的孔塞,其特征在于,所述孔塞(1)包括水平部(101),所述水平部(101)的后侧一体成型有两对称设置的凸起部(102),所述凸起部(102)与火山口部分相适配。
3.根据权利要求1所述的一种运用于水压脱泡的孔塞,其特征在于,所述孔塞的材质为硅胶。
4.根据权利要求1所述的一种运用于水压脱泡的孔塞,其特征在于,所述孔塞的硬度为邵氏硬度:50度。
5.根据权利要求1所述的一种运用于水压脱泡的孔塞,其特征在于,所述ss001中孔塞塞孔位置直径比火山口直径单边大0.1mm。
6.根据权利要求1所述的一种运用于水压脱泡的孔塞,其特征在于,所述ss001中孔塞塞孔位置直径比火山口直径单边大0.2mm。
7.根据权利要求1所述的一种运用于水压脱泡的孔塞,其特征在于,所述ss002中制作孔塞的方式为设计制作孔塞模具。
8.根据权利要求1所述的一种运用于水压脱泡的孔塞,其特征在于,所述ss002中制作孔塞的方式为外发专业制作孔塞厂商制作孔塞。
技术总结
本发明公开了一种运用于水压脱泡的孔塞,包括以下步骤:SS001、设计孔塞:跟进产品的火山口结构,设计与火山口相匹配的孔塞,通常孔塞塞孔位置直径比火山口直径大,单边大0.1mm~0.2mm;SS002、制作孔塞:设计制作孔塞模具或者外发专业制作孔塞厂商制作孔塞;SS003、塞孔塞:将待脱泡产品火山口位置塞上专用的孔塞;SS004、装密封袋:将火山口带孔塞的产品装入专用的密封袋内。本发明创造性的设计出一种水压脱泡过程中运用的孔塞,根据产品火山口结构,设计与火山口尺寸匹配的孔塞,孔塞的材质为硅胶材质,将硅胶材质孔塞运用到水压脱泡过程中后,有效增加了水压脱泡的效果,减少火山口气泡的反弹风险,使产品的品质满足客户的要求。
技术研发人员:吴建勇,魏中凯,于勇
受保护的技术使用者:合肥金龙浩科技有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!