用于织带打扣的抓取机构、织带打扣产线及织带打扣方法与流程
本申请涉及机械手,尤其涉及用于织带打扣的抓取机构、织带打扣产线以及织带打扣方法。
背景技术:
1、机械手,也被称为机器手臂、机械臂,是一种用于执行各种任务的自动化装置。它们在工业、制造、仓储、医疗、农业等领域广泛应用,可以实现物体的抓取和搬运。
2、进行织带打扣时,也需要完成物体抓取的动作,具体的,将织带送入注塑机的下模,保证注塑时,钮扣可以成型在织带上。每次完成钮扣注塑后,都会产生水口废料,此时,需要在再次注塑前将水口废料取走,但注塑机的上模和下模之间,空间比较有限,现有的机械手难以适应狭小区域取料的需求。
3、因此,亟待对机械手进行优化,以解决现有机械手难以深入狭小区域取料的不足。
技术实现思路
1、本发明提供了涉及用于织带打扣的抓取机构、织带打扣产线以及织带打扣方法,以解决现有机械手难以深入狭小区域取料的不足。
2、为实现上述目的,
3、本发明提供了一种用于织带打扣的抓取机构,包括至少一组第一气动夹爪;所有所述第一气动夹爪均包括成对的两组第一活动手指,两组所述第一活动手指的排列方向与水平面平行,以两组所述第一活动手指的排列方向为x轴方向;
4、所有所述第一活动手指的夹料侧均安装有防止其所夹物料松脱的防松脱组件;
5、所述用于织带打扣的抓取机构还包括呈狭长状的伸缩臂;所述伸缩臂的长度方向与x轴垂直;以所述伸缩臂的长度方向为y轴方向;所述伸缩臂包括首端、尾端;所有所述第一气动夹爪的缸筒均固定在所述首端上,且所有所述第一气动夹爪均与所述首端齐平;
6、所述用于织带打扣的抓取机构还包括第一y轴模组、搭载在所述第一y轴模组上并由其带动的旋转组件、搭载在所述旋转组件上并由其驱动在水平面上旋转的z轴移动模组;所述尾端搭载在所述z轴移动模组上并由其带动。
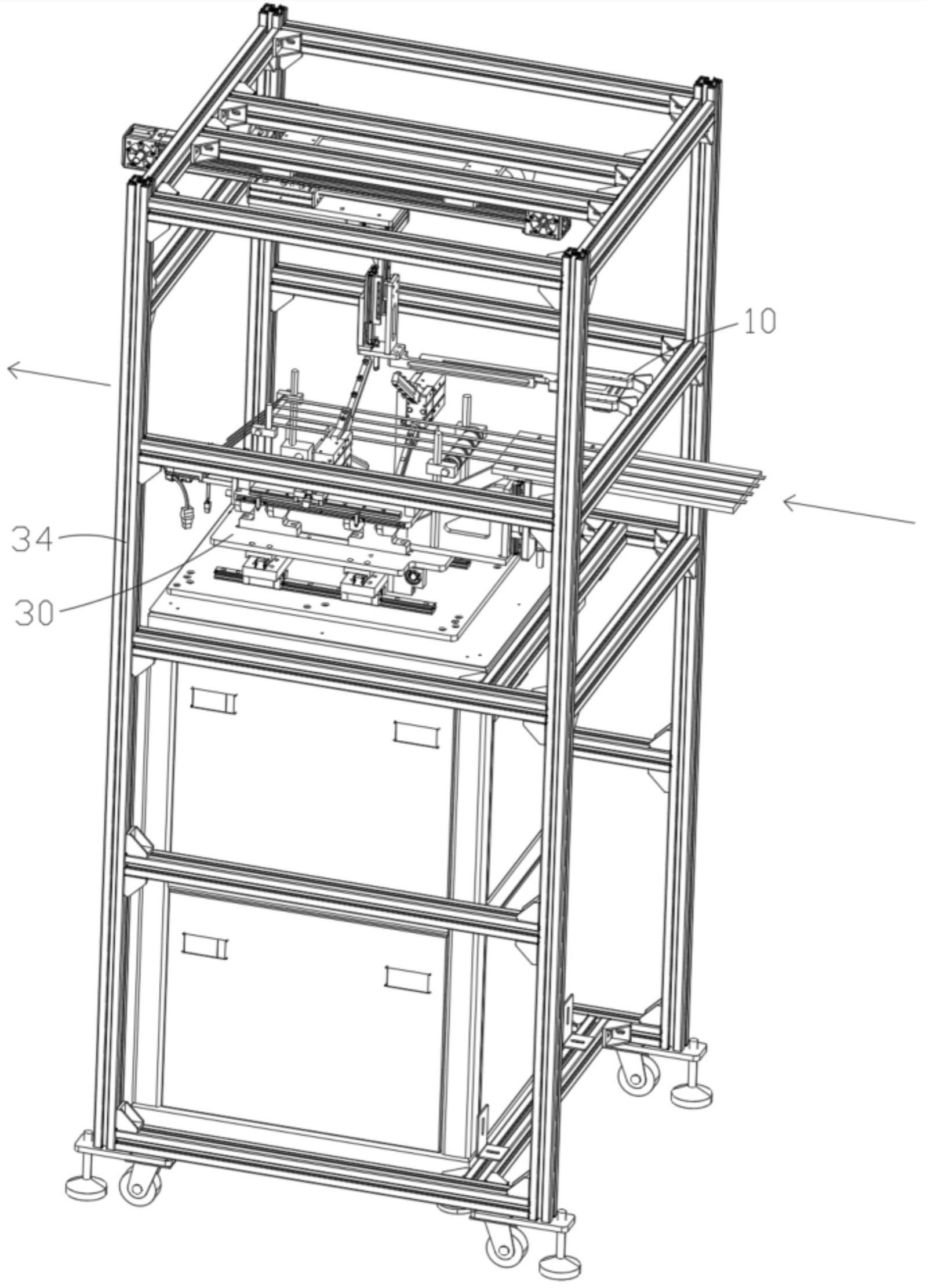
7、本发明还提供了一种织带打扣产线,包括如上所述的用于织带打扣的抓取机构,还包括沿y轴依次分布的放料组件、拉料组件、注塑机、收料组件;
8、所述放料组件用于将预定对象以预定姿态送给所述拉料组件,预定对象为缠绕在卷轴上的织带,预定姿态为在水平面上呈平展姿态;所述拉料组件用于将所述放料组件所送织带朝所述注塑机拉动预设距离;所述注塑机用于在所述拉料组件所拉动的织带上注塑成型钮扣;所述收料组件用于将成型有钮扣的织带缠绕成卷;
9、所有所述第一气动夹爪所达到的位置均包括夹取位、释放位,位于所述夹取位时,所有所述第一气动夹爪夹取所述注塑机所产生的水口废料,位于所述释放位时,所有所述第一气动夹爪释放在所述夹取位所夹取的水口废料。
10、本发明还提供了一种织带打扣方法,应用如上所述的织带打扣产线,所述织带打扣方法包括如下步骤:
11、放料组件将预定对象以预定姿态送给拉料组件;其中,预定对象为缠绕在卷轴上的织带,预定姿态为在水平面上呈平展姿态;
12、所述拉料组件将所述放料组件所送织带朝注塑机拉动预设距离;
13、所述注塑机在所述拉料组件所拉动的织带上注塑成型钮扣;
14、所有第一气动夹爪在夹取位夹取所述注塑机所产生的水口废料,并移动到
15、释放位,释放在所述夹取位所夹取的水口废料;收料组件将成型有钮扣的织带缠绕成卷。
16、本发明提供的抓取机构,可以深入狭小区域取料、满足完成钮扣注塑后取走水口废料的生产需求。具体的,第一活动手指在纵向方向上所占用的空间较小,以便深入狭小区域进行取料;第一活动手指深入狭小区域取料时,由于处于悬空状态,移送物料时容易出现抖动,通过防松脱组件可以保障有可靠的移送效果;伸缩臂可以根据生产需求调节伸出长度,在伸出长度较长时,由于有防松脱组件,保证了物料不会松脱;伸缩臂在纵向方向上所占用的空间较小,以便深入狭小区域进行取料;通过第一y轴模组、旋转组件以及z轴移动模组,可以实现对尾端位置的多方向调节,驱动效果灵活、多变。
技术特征:
1.一种用于织带打扣的抓取机构,包括至少一组第一气动夹爪;所有所述第一气动夹爪均包括成对的两组第一活动手指,两组所述第一活动手指的排列方向与水平面平行,以两组所述第一活动手指的排列方向为x轴方向;其特征在于:
2.根据权利要求1所述的用于织带打扣的抓取机构,其特征在于,所述z轴移动模组和所述旋转组件组成第一单元;所述伸缩臂位于所述第一单元和所有所述第一气动夹爪之间;所述z轴移动模组、所述旋转组件和所述第一y轴模组,均呈狭长状;所述旋转组件所到达的位置包括极限位;所述旋转组件位于所述极限位时,所有所述第一气动夹爪夹取物料,且所述尾端与所述第一y轴模组的端部相对,或位于其斜外侧。
3.根据权利要求1所述的用于织带打扣的抓取机构,其特征在于,每组所述防松脱组件均包括从上往下依次设置的第一球状囊、吸热片、第二球状囊;所述吸热片的中部设置有纵向贯通的气流通道;所述第一球状囊仅包括一个第一出气端;所述第一出气端自所述气流通道的上侧穿入,并与其固定;所述第二球状囊仅包括一个第二出气端;所述第二出气端自所述气流通道的下侧穿入,并与其固定;
4.根据权利要求3所述的用于织带打扣的抓取机构,其特征在于,所述吸热片还包括与所述第一宽侧面相背的第二宽侧面;所述第二宽侧面粘贴固定有感温变色贴纸。
5.根据权利要求1所述的用于织带打扣的抓取机构,其特征在于,所述伸缩臂包括交叠的第一直臂、第二直臂;所述第一直臂和所述第二直臂的长度方向,均与y轴方向平行;所述第一直臂和所述第二直臂,均设置有纵向贯通的第一调节槽;所述第一调节槽是沿直线延伸的条形槽,且长度方向与y轴方向平行;所述伸缩臂还包括与所述第一调节槽适配的第一螺栓、与所述第一螺栓适配的第一螺母;所述第一螺栓穿过所述第一直臂的所述第一调节槽以及所述第二直臂的所述第一调节槽;所述第二直臂背离所述第一直臂的一端为所述首端;所述第一直臂背离所述第二直臂的一端为所述尾端。
6.根据权利要求5所述的用于织带打扣的抓取机构,其特征在于,所述第一直臂托住所述第二直臂;所述第一直臂包括第一竖平面;所述第二直臂包括与所述第一竖平面贴合的第二竖平面;所述第一竖平面和所述第二竖平面的排列方向,与x轴方向平行。
7.根据权利要求5所述的用于织带打扣的抓取机构,其特征在于,所述第二直臂包括主臂体、承托片;所述主臂体位于所述第一直臂和所述承托片之间;所述主臂体的长度方向与y轴方向平行;
8.一种织带打扣产线,其特征在于,包括如权利要求1-7任一所述的用于织带打扣的抓取机构,还包括沿y轴依次分布的放料组件、拉料组件、注塑机、收料组件;
9.根据权利要求8所述的织带打扣产线,其特征在于,所述拉料组件包括底座;所述底座设置有拉料工位;所述放料组件将预定对象送至所述拉料工位;
10.一种织带打扣方法,应用如权利要求8-9任一所述的织带打扣产线,其特征在于,所述织带打扣方法包括如下步骤:放料组件将预定对象以预定姿态送给拉料组件;其中,预定对象为缠绕在卷轴上的织带,预定姿态为在水平面上呈平展姿态;
技术总结
本申请涉及机械手技术领域,尤其涉及用于织带打扣的抓取机构、织带打扣产线以及织带打扣方法,针对现有机械手难以深入狭小区域取料的不足,所采用的方案为:包括至少一组第一气动夹爪;所有第一气动夹爪均包括成对的两组第一活动手指;所有第一活动手指的夹料侧均安装有防松脱组件;还包括呈狭长状的伸缩臂;伸缩臂包括首端、尾端;所有第一气动夹爪的缸筒均固定在首端上,且所有第一气动夹爪均与首端齐平;还包括第一Y轴模组、旋转组件、Z轴移动模组;尾端搭载在Z轴移动模组上并由其带动。通过前述方案,可以深入狭小区域取料、满足完成钮扣注塑后取走水口废料的生产需求。
技术研发人员:杨大明,黎宁,李强,赵江强
受保护的技术使用者:东莞市富明钮扣有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!