一种双色注塑机及双色注塑工艺流程的制作方法
本发明属于模具双色注塑,具体涉及一种双色注塑机及双色注塑工艺流程。
背景技术:
1、双色注塑机顾名思义就是一个部件用两种不同色彩的塑胶注塑来实现,是出产两种不同资料和不同色彩塑料制品的机器,双色注塑机特色简化可分别为:独立可调、丈量精度高、塑化质量安稳、背压安稳、响应快。通过一定的打针装置和工艺,将两种不同的物料打针到同一套模具中,得到成品,在传统的水平转盘式双色注塑带转盘的结构,模具结构较大且复杂,需要两幅模具注塑完成,连接水路较繁琐,机台占地面积大;模具在随转盘旋转过程,对其双色模两套模具精度,转盘旋转精度要求极高。
2、现有注塑机和模具精度不足会导致双色模具对插烧伤,并且注塑时一色材料冷却的同时二色还在注塑,过程会导致形变。
技术实现思路
1、为了解决现有的注塑机和模具精度不足会导致双色模具对插烧伤,并且注塑时一色材料冷却的同时二色还在注塑,过程会导致形变的问题;
2、本发明的技术方案如下:
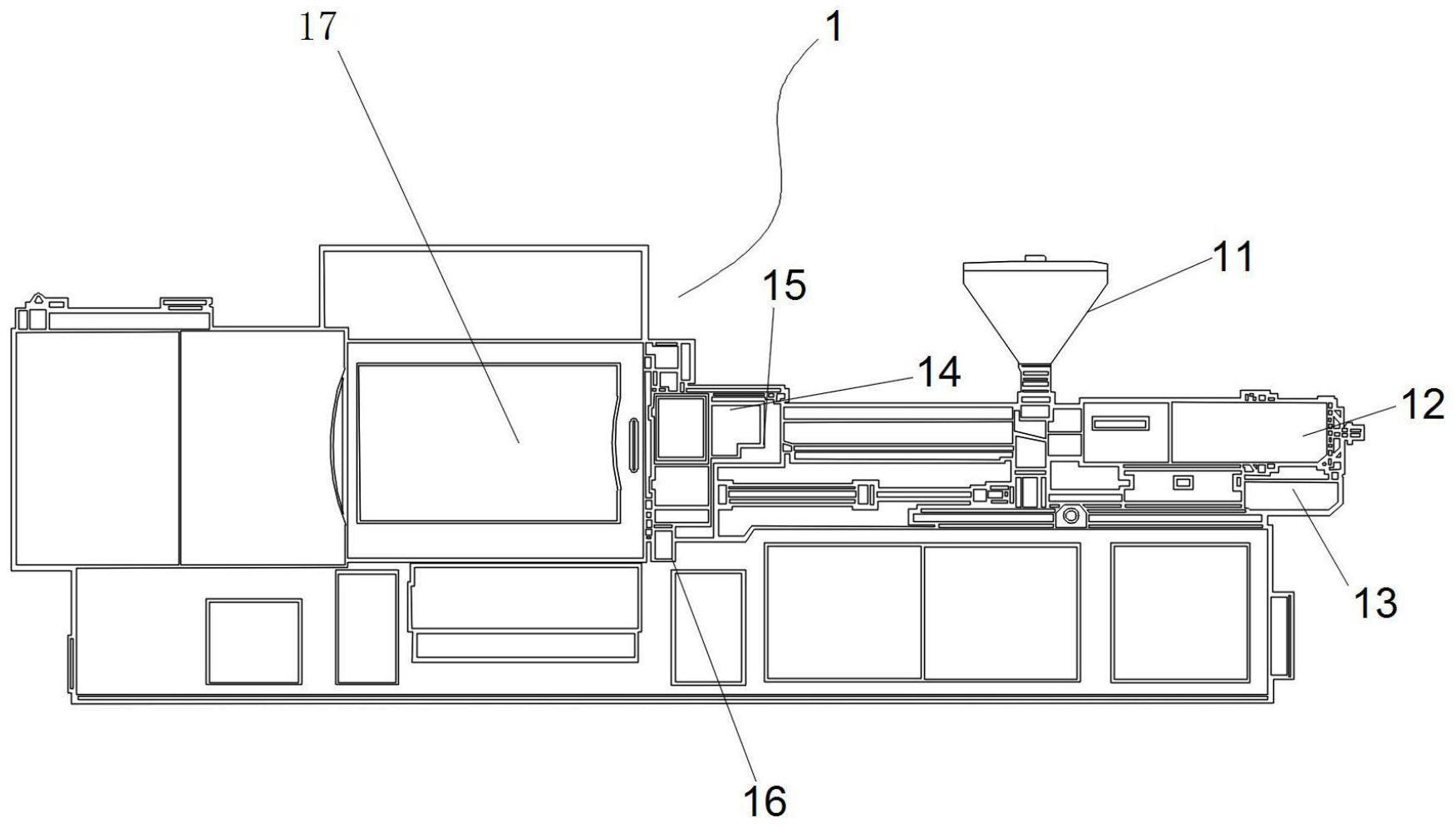
3、一种双色注塑机,包括注塑机a和注塑机b,所述注塑机a上固定有模具,所述模具上具有第一注胶口和第二注胶口,所述注塑机a与第一注胶口连接,所述注塑机b与第二注胶口连接,所述注塑机a上具有第一螺杆式注射结构,所述第一螺杆式注射结构顶部连通有第一物料进料结构,所述第一螺杆式注射结构包括第一料筒,所述第一料筒内固定连接有第一螺杆,所述第一螺杆右侧端固定有驱动第一螺杆旋转的驱动装置,所述驱动装置底部固定连接有驱动第一螺杆前冲的螺杆射出装置,所述注塑机b上具有第二螺杆式注射结构,所述第二螺杆式注射结构顶部连通有第二物料进料结构,所述第二螺杆式注射结构包括第二料筒,所述第二料筒内固定连接有第二螺杆,所述第二螺杆一端固定有驱动第二螺杆旋转的电机,所述电机旁固定连接有驱动第二螺杆前冲的第二液压缸。
4、优选的,第一物料进料结构包括第一烘干筒,所述第一料筒顶部固定有第一烘干筒,所述第一烘干筒顶部固定有第一计量装置,在所述第一料筒左侧端固定连接有第一喷嘴,所述第一料筒外周套设有第一加热圈。
5、优选的,所述驱动装置为电机,所述电机的输出端与所述第一螺杆固定连接。
6、优选的,所述螺杆射出装置为第一液压缸,所述第一液压缸的活动端与所述第一螺杆固定连接。
7、优选的,所述第一螺杆式注射结构左侧固定连接有模具安装仓,所述模具安装仓包括安装腔和安全门,所述安装腔内具有锁模,所述模具安装仓上具有接近开关,所述安全门旁设置有第一行程限位开关和循环开关。
8、优选的,所述第二螺杆式注射结构设置于一机架上,所述第二物料进料结构包括第二烘干筒,所述第二料筒顶部固定有第二烘干筒,在所述第二料筒远离电机的一端固定连接有第二喷嘴,所述第二料筒外周套设有第二加热圈,所述第二料筒内设置有第二计量装置。
9、优选的,所述机架上设置有第二行程限位开关。
10、优选的,所述注塑机b和注塑机a连接有控制器。
11、一种双色注塑工艺流程,所述模具包括前模和后模,所述后模的前部开设有第一注胶口,所述后模的左侧开设有第二注胶口;
12、所述使用方法包括如下步骤:
13、步骤一:将前模和后模进行合模;
14、步骤二:将两种颜色的物料分别装于注塑机a内和注塑机b内;
15、步骤三:对注塑机a和注塑机b进行保压;
16、步骤四:注塑机a与注塑机b进入保压阶段持续施加压力,进行同步双色注塑,压实熔体;注塑机a与注塑机b冷却,注料完成后,对塑料材料进行冷却;冷却完成后开模取料,完成一个周期。
17、优选的,所述步骤二的具体为:
18、将两种颜色的物料分别装于第一烘干筒和第二烘干筒内;
19、物料由第一烘干筒落入一加料口中,螺杆射出装置开始运转,第一液压缸带动驱动装置转动,驱动装置带动第一螺杆转动,物料在第一螺杆的带动下沿着第一螺杆、螺槽向前输送,物料在前进的过程中不断地吸收第一加热圈传递的热量,加上第一螺杆转动产生剪切应力,在剪切应力的作用下物料继续升温,物料逐渐熔融,通过第一螺杆转动对熔融的物料进行搅拌混匀,到达第一螺杆头部的物料处于粘流态;
20、随着第一料筒前端累积熔料的增多,熔料压力逐渐增大,计量物料的量,最后通过第一液压缸注射到模具内。
21、与现有技术相比,本发明具有如下有益效果:
22、(1)本发明设计的模具及机台精度提升改善,本发明注塑机具有高精度的注塑能力,可以提升模具和机台的精度,进而提高产品的加工精度和一致性,并且注塑过程更加精确,减少了对模具的损耗和磨损,延长了模具的使用寿命。
23、(2)在本发明的实施例中,通过设计一色及二色同步进胶:在注塑过程中,通过调整工艺参数实现一色和二色的同步进胶,改善了材料物性差异导致的结合性问题,同时节约了机台和模具的成本。
技术特征:
1.一种双色注塑机,其特征在于,包括注塑机a和注塑机b,所述注塑机a上固定有模具,所述模具上具有第一注胶口和第二注胶口,所述注塑机a与第一注胶口连接,所述注塑机b与第二注胶口连接,所述注塑机a上具有第一螺杆式注射结构,所述第一螺杆式注射结构顶部连通有第一物料进料结构,所述第一螺杆式注射结构包括第一料筒,所述第一料筒内固定连接有第一螺杆,所述第一螺杆右侧端固定有驱动第一螺杆旋转的驱动装置,所述驱动装置底部固定连接有驱动第一螺杆前冲的螺杆射出装置,所述注塑机b上具有第二螺杆式注射结构,所述第二螺杆式注射结构顶部连通有第二物料进料结构,所述第二螺杆式注射结构包括第二料筒,所述第二料筒内固定连接有第二螺杆,所述第二螺杆一端固定有驱动第二螺杆旋转的电机,所述电机旁固定连接有驱动第二螺杆前冲的第二液压缸。
2.根据权利要求1所述的一种双色注塑机,其特征在于,第一物料进料结构包括第一烘干筒,所述第一料筒顶部固定有第一烘干筒,所述第一烘干筒顶部固定有第一计量装置,在所述第一料筒左侧端固定连接有第一喷嘴,所述第一料筒外周套设有第一加热圈。
3.根据权利要求1所述的一种双色注塑机,其特征在于,所述驱动装置为电机,所述电机的输出端与所述第一螺杆固定连接。
4.根据权利要求1所述的一种双色注塑机,其特征在于,所述螺杆射出装置为第一液压缸,所述第一液压缸的活动端与所述第一螺杆固定连接。
5.根据权利要求1所述的一种双色注塑机,其特征在于,所述第一螺杆式注射结构左侧固定连接有模具安装仓,所述模具安装仓包括安装腔和安全门,所述安装腔内具有锁模,所述模具安装仓上具有接近开关,所述安全门旁设置有第一行程限位开关和循环开关。
6.根据权利要求2所述的一种双色注塑机,其特征在于,所述第二螺杆式注射结构设置于一机架上,所述第二物料进料结构包括第二烘干筒,所述第二料筒顶部固定有第二烘干筒,在所述第二料筒远离电机的一端固定连接有第二喷嘴,所述第二料筒外周套设有第二加热圈,所述第二料筒内设置有第二计量装置。
7.根据权利要求6所述的一种双色注塑机,其特征在于,所述机架上设置有第二行程限位开关。
8.根据权利要求1所述的一种双色注塑机,其特征在于,所述注塑机b和注塑机a连接有控制器。
9.一种双色注塑工艺流程,如权利要求6所述的一种双色注塑机实现,其特征在于,所述模具包括前模和后模,所述后模的前部开设有第一注胶口,所述后模的左侧开设有第二注胶口;
10.根据权利要求9所述的一种双色注塑工艺流程,其特征在于,所述使用方法进一步具体为:
技术总结
本发明涉及一种双色注塑机及双色注塑工艺流程,包括注塑机A和注塑机B,所述注塑机A上固定有模具,所述模具上具有第一注胶口和第二注胶口,所述注塑机A与第一注胶口连接,所述注塑机B与第二注胶口连接,能够同时进行双色注塑、冷却,能够有效提升注塑机精度,并且能够实现双色注塑,产品质量好。
技术研发人员:肖龙勇,邵元超,陈斌,官明松,曾义,张嘉琪
受保护的技术使用者:福建富兰光学股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!