一种中空成型机的同步快速开合模机构的制作方法
本发明属于模具开合,具体涉及一种中空成型机的同步快速开合模机构。
背景技术:
1、随着中国塑料工业的发展,作为塑料包装机械的塑料中空成型机已被广泛地应用于食品、化工、医药等各个领域,在国民经济中日益显示出极为重要的作用,它是继注塑机、挤出机后在中国应用最广,产销量最大的塑料机械品种,中空成型机又叫作中空吹塑机,是通过将液体塑胶喷出来之后,利用机器吹出来的风力,将塑体吹附到一定形状的模腔,从而制成产品,中空成型机制造出的产品形状一般由模具决定。
2、现有的中空成型机模具更换较为不便,且开合模时不具备自锁结构,在合模后依旧需要持续给予模具压力,才能够保证产品成型,长时间受到挤压的模具易出现变形的问题。
技术实现思路
1、本发明的目的是提供一种中空成型机的同步快速开合模机构,更加便于模具的更换,且在合模后模具结构之间具备自锁功能,无需继续给予模具压力即可保证产生成型,有效避免模具受压形变。
2、本发明采取的技术方案具体如下:
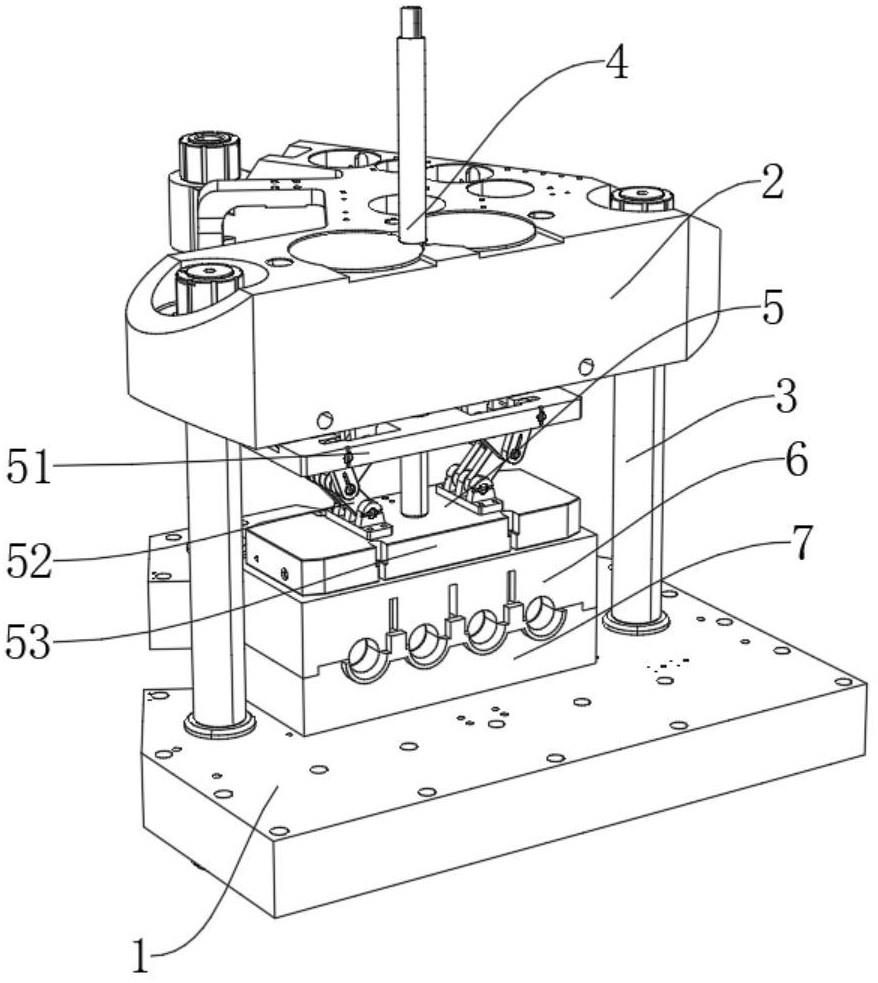
3、一种中空成型机的同步快速开合模机构,包括第一安装体和第二安装体,所述第二安装体位于第一安装体的上方,所述第一安装体和第二安装体之间安装有多个连接柱;
4、所述第二安装体的下方安装有开合辅助组件,所述开合辅助组件包括连接板、连杆组和安装台,所述连接板安装在第二安装体的下方,所述连杆组安装在连接板和安装台之间,所述安装台的下方安装有便于拆卸的第一开合模组,所述第一安装体的上表面且与第一开合模组对应的位置安装有第二开合模组;
5、所述第二安装体的中部设置有驱动杆组件。
6、在一种优选方案中,所述第一开合模组和第二开合模组之间设置有自锁组件;
7、所述第一开合模组包括第一模块、连接插片、余料切割刀和升降连杆,所述连接插片安装在第一模块的顶部,所述余料切割刀设置在第一模块的一侧面,所述升降连杆位于第一模块的内部,且所述升降连杆与第一模块滑动连接,且所述升降连杆与余料切割刀固定。
8、在一种优选方案中,所述驱动杆组件包括第一驱动杆和第二驱动杆,所述第一驱动杆的底部固定有第二锁定块,所述第二锁定块与安装台转动连接,所述第二驱动杆位于第一驱动杆的内部,且所述第二驱动杆与第一驱动杆滑动连接,所述第二驱动杆的底端固定有伸杆,所述伸杆穿过安装台和第一模块,所述伸杆的底部固定有第一锁定块,所述第一锁定块位于升降连杆内部,所述升降连杆的中心位置开设有插槽,所述插槽形状与第一锁定块相同,所述插槽的下方设置有锁定槽,所述锁定槽为圆形槽孔。
9、在一种优选方案中,所述安装台的内部且位于第二锁定块的两侧滑动连接有滑动板,所述滑动板一侧的两端设置有第一弹性件,所述滑动板一侧的中部固定有插块,所述插块与连接插片的中空部位对齐。
10、在一种优选方案中,所述第二开合模组包括第二模块和下模槽,所述第二模块固定在第一安装体的上表面,所述下模槽均匀设置在第二模块的上表面,所述第一模块的上表面均匀设置有上模槽,所述第一模块与第二模块合并后上模槽与下模槽对应,且所述余料切割刀位于下模槽处。
11、在一种优选方案中,所述自锁组件包括抬升杆和锁定插杆,所述抬升杆安装在第一模块两端的下方,所述锁定插杆位于抬升杆的底部,所述锁定插杆的一端设置为斜面(84a),所述锁定插杆的中部设置有空槽,所述抬升杆的底部设置有斜块,所述斜块位于空槽内,所述锁定插杆的另一端滑动连接有套壳,所述套壳和锁定插杆之间设置有第三弹性件,所述第二模块的上表面且与锁定插杆对应位置设置有锁定插槽。
12、在一种优选方案中,所述锁定插杆空槽处的倾斜面设置有永磁体,所述抬升杆底端的斜块处设置有吸附体,所述永磁体与吸附体吸附连接。
13、在一种优选方案中,所述第一模块的内部滑动连接有抬升板,所述抬升板的中部位于升降连杆的滑动轨迹处,所述抬升板两端的上方均设置有第二弹性件,所述抬升板两端的底部与抬升杆固定。
14、在一种优选方案中,所述第一驱动杆的顶部连接有旋转驱动设备,所述第二驱动杆的顶部连接有升降驱动设备。
15、在一种优选方案中,所述安装台的两侧设置有螺纹槽,所述安装台与第一开合模组通过螺栓连接,所述驱动杆组件与安装台螺纹连接,所述第二开合模组通过压脚螺栓固定,所述驱动杆组件通过气动增压驱动。
16、本发明取得的技术效果为:
17、本发明的设置的驱动杆组件与开合辅助组件配合,能够起到快速对第一开合模组进行更换的目的,使用更加方便快捷;
18、本发明的设置的自锁组件能够起到锁定第一开合模组和第二开合模组的作用,使得合模后无需继续给予压机即可成型产品,避免模具变形,且在开模时通过第二驱动杆带动抬升即可解锁锁定,操作简单快捷;
19、本发明的设置的余料切割刀跟随升降连杆升降,在开模时会先带动余料切割刀抬升,在余料切割刀将产品的断口处裁切后才会触发自锁组件,使得开模时能够自动完成端口余料的裁切,更加实用。
20、本发明设置的连接板和连杆组能够配合由气动增压驱动的驱动杆组件使用,使得安装台能够在气动增压下进行升降,进而起到通过气动增压控制开合模的作用。
技术特征:
1.一种中空成型机的同步快速开合模机构,其特征在于:包括第一安装体(1)和第二安装体(2),所述第二安装体(2)位于第一安装体(1)的上方,所述第一安装体(1)和第二安装体(2)之间安装有多个连接柱(3);
2.根据权利要求1所述的一种中空成型机的同步快速开合模机构,其特征在于:所述第一开合模组(6)和第二开合模组(7)之间设置有自锁组件(8);
3.根据权利要求2所述的一种中空成型机的同步快速开合模机构,其特征在于:所述驱动杆组件(4)包括第一驱动杆(41)和第二驱动杆(42),所述第一驱动杆(41)的底部固定有第二锁定块(45),所述第二锁定块(45)与安装台(53)转动连接,所述第二驱动杆(42)位于第一驱动杆(41)的内部,且所述第二驱动杆(42)与第一驱动杆(41)滑动连接,所述第二驱动杆(42)的底端固定有伸杆(43),所述伸杆(43)穿过安装台(53)和第一模块(61),所述伸杆(43)的底部固定有第一锁定块(44),所述第一锁定块(44)位于升降连杆(64)内部,所述升降连杆(64)的中心位置开设有插槽,所述插槽形状与第一锁定块(44)相同,所述插槽的下方设置有锁定槽,所述锁定槽为圆形槽孔。
4.根据权利要求3所述的一种中空成型机的同步快速开合模机构,其特征在于:所述安装台(53)的内部且位于第二锁定块(45)的两侧滑动连接有滑动板(54),所述滑动板(54)一侧的两端设置有第一弹性件(56),所述滑动板(54)一侧的中部固定有插块(55),所述插块(55)与连接插片(62)的中空部位对齐。
5.根据权利要求2所述的一种中空成型机的同步快速开合模机构,其特征在于:所述第二开合模组(7)包括第二模块(71)和下模槽(72),所述第二模块(71)固定在第一安装体(1)的上表面,所述下模槽(72)均匀设置在第二模块(71)的上表面,所述第一模块(61)的上表面均匀设置有上模槽,所述第一模块(61)与第二模块(71)合并后上模槽与下模槽(72)对应,且所述余料切割刀(63)位于下模槽(72)处。
6.根据权利要求5所述的一种中空成型机的同步快速开合模机构,其特征在于:所述自锁组件(8)包括抬升杆(83)和锁定插杆(84),所述抬升杆(83)安装在第一模块(61)两端的下方,所述锁定插杆(84)位于抬升杆(83)的底部,所述锁定插杆(84)的一端设置为斜面(84a),所述锁定插杆(84)的中部设置有空槽(84b),所述抬升杆(83)的底部设置有斜块(83a),所述斜块(83a)位于空槽(84b)内,所述锁定插杆(84)的另一端滑动连接有套壳(85),所述套壳(85)和锁定插杆(84)之间设置有第三弹性件(86),所述第二模块(71)的上表面且与锁定插杆(84)对应位置设置有锁定插槽(73)。
7.根据权利要求6所述的一种中空成型机的同步快速开合模机构,其特征在于:所述锁定插杆(84)上空槽(84b)处的倾斜面设置有永磁体(87),所述抬升杆(83)底端的斜块(83a)处设置有吸附体(88),所述永磁体(87)与吸附体(88)吸附连接。
8.根据权利要求6所述的一种中空成型机的同步快速开合模机构,其特征在于:所述第一模块(61)的内部滑动连接有抬升板(81),所述抬升板(81)的中部位于升降连杆(64)的滑动轨迹处,所述抬升板(81)两端的上方均设置有第二弹性件(82),所述抬升板(81)两端的底部与抬升杆(83)固定。
9.根据权利要求3所述的一种中空成型机的同步快速开合模机构,其特征在于:所述第一驱动杆(41)的顶部连接有旋转驱动设备,所述第二驱动杆(42)的顶部连接有升降驱动设备。
10.根据权利要求1所述的一种中空成型机的同步快速开合模机构,其特征在于:所述安装台(53)的两侧设置有螺纹槽,所述安装台(53)与第一开合模组(6)通过螺栓连接,所述驱动杆组件(4)与安装台(53)螺纹连接,所述第二开合模组(7)通过压脚螺栓固定,所述驱动杆组件(4)通过气动增压驱动。
技术总结
本发明属于模具开合技术领域,具体涉及一种中空成型机的同步快速开合模机构,包括第一安装体和第二安装体,第二安装体位于第一安装体的上方,第一安装体和第二安装体之间安装有多个连接柱,第二安装体的下方安装有开合辅助组件,开合辅助组件包括连接板、连杆组和安装台,连接板安装在第二安装体的下方,连杆组安装在连接板和安装台之间,安装台的下方安装有便于拆卸的第一开合模组,第一安装体的上表面且与第一开合模组对应的位置安装有第二开合模组。该发明更加便于模具的更换,且在合模后模具结构之间具备自锁功能,无需继续给予模具压力即可保证产生成型,有效避免模具受压形变。
技术研发人员:李斌,刘靖,高睿
受保护的技术使用者:江苏维达机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!