挤出成型体和挡风条的制作方法
本发明涉及一种挤出成型体和挡风条(密封条),涉及例如可适用于安装在汽车车身上的挡风条(例如安装在车门腰的挡风条)等的技术。
背景技术:
1、例如,组装在汽车车身上的挡风条(例如车门腰的挡风条)等挤出成型体要求实现轻量化,以能够有助于改善该汽车的燃料消耗率等。
2、作为轻量化的一个例子,有缩小设计挤出成型体的截面形状的方法,但有可能损害该挤出成型体对安装部位(例如向车身等以嵌合的方式安装自如的部位;以下适宜简称为“安装部位”)的追随性(例如安装性)等。在这种情况下,也可以考虑对安装部位本身进行设计变更来应对,但该设计变更会导致车身的高成本化等,所以不现实。因此,在缩小设计挤出成型体的截面形状的方法的情况下,由于设计的自由度受限(根据安装部位的形状等而限定),所以难以实现充分的轻量化。
3、在专利文献1中公开了使用在比较柔软的热塑性弹性体(专利文献1中为三井化学公司制的ミラストマー(注册商标)m440b)中配合了无机填充剂、发泡剂等的混炼物,将该混炼物挤出成型并发泡而成的挤出成型体(以下适宜简称为tpe发泡成型体)。根据这样的tpe发泡成型体,与例如未发泡的挤出成型体(不使用发泡剂等形成的成型体;以下适宜简称为实体成型体)相比,能够降低比重,因此即使不进行上述那样的截面形状的缩小设计,也有可能实现期望的轻量化。
4、现有技术文献
5、专利文献
6、专利文献1:日本专利第4298447号公报
技术实现思路
1、发明要解决的课题
2、但是,专利文献1的tpe发泡成型体由于没有考虑刚性和线膨胀系数,所以有时得不到所要求的各种特性(例如作为挡风条应用时所要求的各种特性)。
3、例如,在tpe发泡成型体刚性变得过高的情况下,认为可能会引起所谓的裂纹现象(例如在tpe发泡成型体的二次加工时(例如长度方向两端的切断加工时)或在安装时产生裂纹、龟裂等的现象)或不期望的塑性变形(所谓的翘曲等变形),导致对安装部位的安装变得困难。
4、另外,在tpe发泡成型体的线膨胀系数变得过大的情况下,即使能够安装在安装部位,也要考虑该tpe发泡成型体的尺寸根据温度环境的变化。在这种情况下,在tpe发泡成型体和安装部位两者之间产生不期望的间隙(例如,在该安装后,尺寸因温度变化而变化而形成的间隙),结果,有可能损害追随性。
5、本发明正是鉴于上述那样的技术课题而完成的,其目的在于提供一种有助于轻量化且能够容易得到期望的刚性和线膨胀系数的挤出成型体和挡风条。
6、解决课题的手段
7、本发明的挤出成型体和挡风条能够有助于解决上述课题,作为挤出成型体的一实施方式,其特征在于,其是将在聚丙烯树脂组合物中配合有板状粒子的无机填充剂和发泡剂的混炼物(捏合物)挤出成型而成,并通过该挤出成型使所述发泡剂发泡而得到的挤出成型体,其中,所述混炼物中的所述聚丙烯树脂组合物与所述无机填充剂的重量比,即聚丙烯树脂组合物/无机填充剂在50/50~95/5的范围内。
8、所述发泡剂的特征在于,可以是微囊、有机发泡剂、和超临界流体发泡剂中的任一种。另外,通过所述发泡剂的发泡而在所述挤出成型体内形成的发泡单元的单元直径为50μm~200μm的范围内。
9、作为挡风条的一实施方式的特征在于,具备上述挤出成型体,该挤出成型体组装在车身上。
10、所述挡风条的一实施方式的特征在于,可以具备:
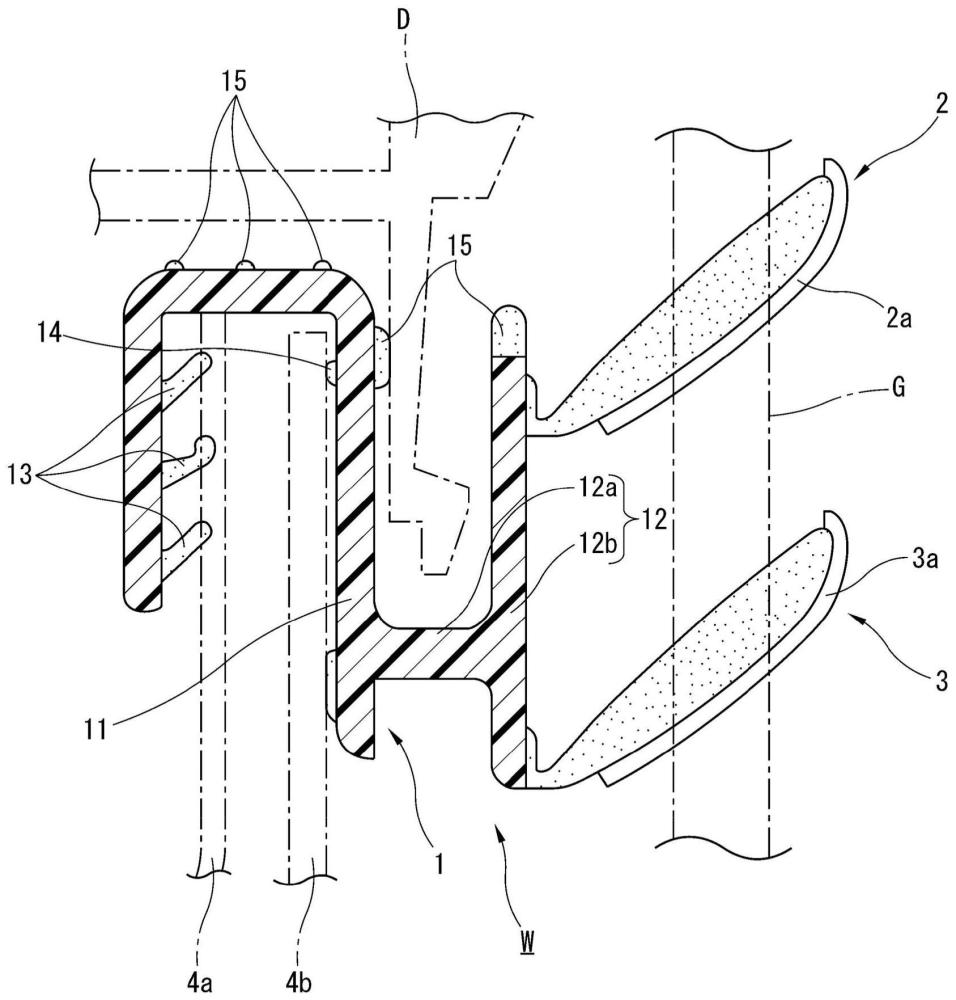
11、安装基部,其由所述挤出成型体形成,相对于作为汽车车身一部分的车门板嵌合自如,以及
12、弹性部,其由将热塑性弹性体组合物挤出成型而得到的热塑性弹性体成型体形成,相对于设置在车门板上的车门玻璃弹性接触自如。
13、发明效果
14、根据本发明,能够有助于轻量化,并且容易得到期望的刚性和线膨胀系数。
技术特征:
1.挤出成形体,其特征在于,其是将在聚丙烯树脂组合物中配合有板状粒子的无机填充剂和发泡剂的混炼物挤出成型而成、并通过该挤出成型使所述发泡剂发泡而得到的,
2.权利要求1所述的挤出成型体,其特征在于,所述发泡剂是微囊、有机发泡剂、和超临界流体发泡剂中的任一种。
3.权利要求2所述的挤出成型体,其特征在于,通过所述发泡剂的发泡而在所述挤出成型体内形成的发泡单元的单元直径为50μm~200μm的范围内。
4.挡风条,其特征在于,具备权利要求1~3任一项所述的挤出成型体,该挤出成型体组装在车身上。
5.权利要求4所述的挡风条,其特征在于,具备:
技术总结
[课题]本发明提供一种挤出成型体、挡风条,其有助于轻量化,且容易得到期望的刚性和线膨胀系数。[解决手段]将在聚丙烯树脂组合物中配合有板状粒子的无机填充剂和发泡剂的混炼物挤出成型,通过该挤出成型使所述发泡剂发泡而得到挤出成型体。所述混炼物中的所述聚丙烯树脂组合物与所述无机填充剂的重量比,即聚丙烯树脂组合物/无机填充剂在50/50~95/5的范围内。挡风条(W)由安装基部(1)和弹性部(2)、(3)构成,所述安装基部(1)由所述挤出成型体形成,相对于汽车的车身嵌合自如,所述弹性部(2)、(3)由将热塑性弹性体组合物挤出成型而得到的热塑性弹性体成型体形成,相对于设置在车门板上的车门玻璃(G)弹性接触自如。
技术研发人员:林田聪美,猪又健太
受保护的技术使用者:鬼怒川橡胶工业株式会社
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!