一种复合材料成型用工装的制作方法
本发明涉及复合材料成型,具体是一种复合材料成型用工装。
背景技术:
1、复合材料零件成型需要将下模具擦净,之后将下模具的表面喷上底漆并涂抹配比完成的胶水、铺上玻璃纤维布、将玻璃纤维布铺平、在玻璃纤维布上涂抹胶水、盖上雕刻好的夹层、在预留锁扣处打入树脂、合上模具、挤出多余的胶、在烘箱中进行加热。
2、在对复合材料制作过程中需对合上的模具进行挤压,以此来增加材料之间的贴合度,同时挤出多余的胶水,但一般仅能对模具的一处进行按压,使得模具受压不均,导致材料之间不同位置处的贴合度不同,如此便会影响复合材料的成型效果。
技术实现思路
1、本发明的目的在于:为了解决模具受压不均导致材料之间无法充分贴合的问题,提供一种复合材料成型用工装。
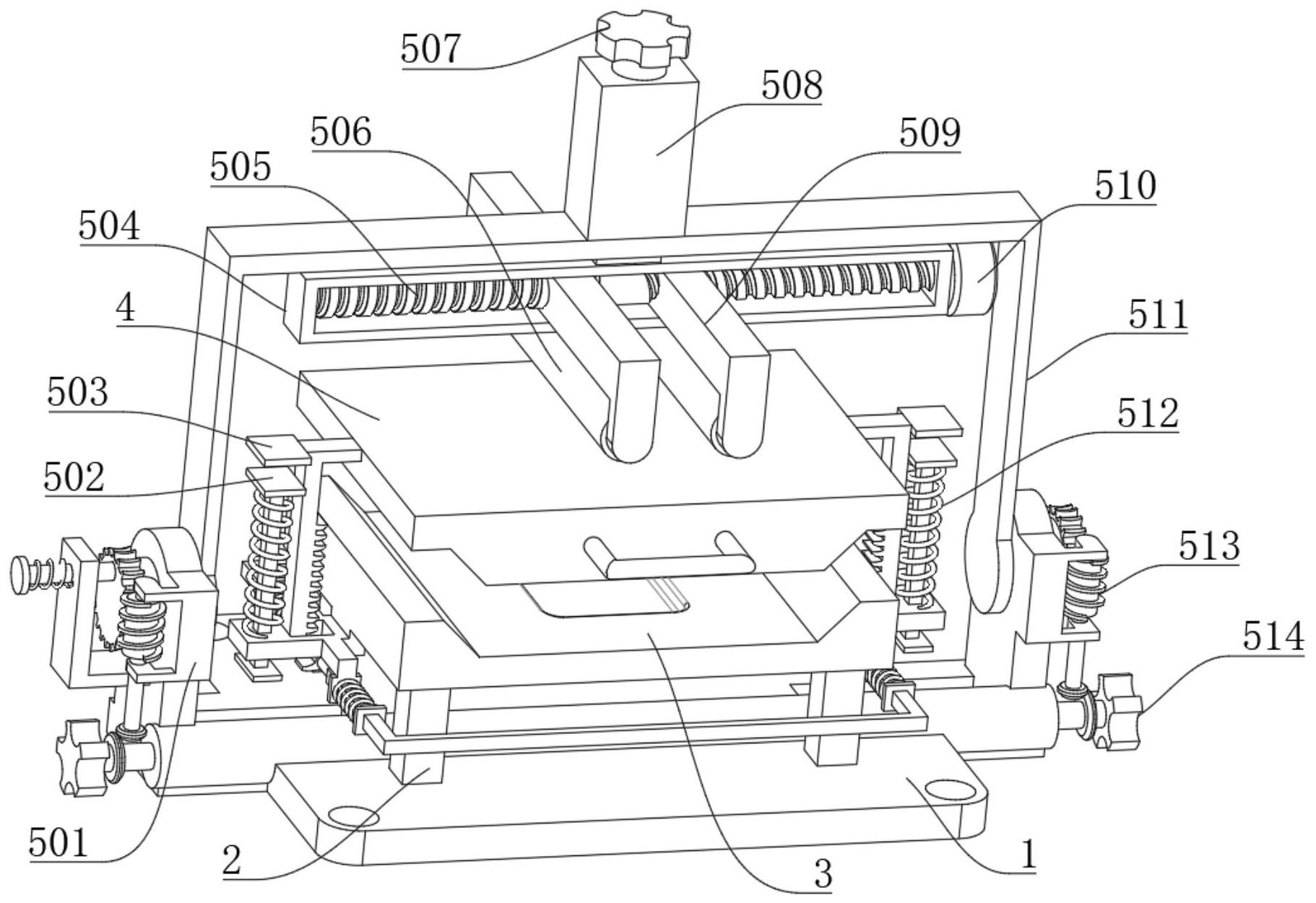
2、为实现上述目的,本发明提供如下技术方案:一种复合材料成型用工装,包括底板,所述底板的顶部固定有支撑杆,所述支撑杆的顶端设置有下模具,所述下模具的上方放置有上模具,所述上模具的两侧设置有与下模具相连的单向锁位器,所述底板的两侧固定有侧连架,所述侧连架的一侧通过转轴转动连接有u型摆位架,所述u型摆位架与侧连架连接的转轴一端设置有与侧连架相连的转位器,所述u型摆位架的顶部设置有用于对合模后的材料进行均匀按压的稳压连件。
3、作为本发明再进一步的方案:所述稳压连件包括有固定于u型摆位架顶部的调节仓,所述调节仓的顶部转动连接有延伸至调节仓内侧的单向丝杆,所述调节仓的内侧插接有延伸至u型摆位架内侧的矩形导块,所述矩形导块的底部固定有移位框架,所述移位框架的一侧安装有电机,所述电机的输出端连接有位于移位框架内侧的双向丝杆,所述双向丝杆的外侧套设有调节架,所述调节架的两端安装有位于移位框架下方的压辊。
4、作为本发明再进一步的方案:所述调节架的数量设置有两个,且两个调节架沿着双向丝杆的竖向中轴线对称设置,所述调节架的一侧设置有与双向丝杆外侧螺纹槽相匹配的螺纹孔,所述移位框架的外侧设置有与调节架相契合的滑槽,所述矩形导块的顶部开设有与单向丝杆相匹配的螺纹孔。
5、作为本发明再进一步的方案:所述压辊的长度大于上模具的宽度,所述双向丝杆的长度大于上模具的长度。
6、作为本发明再进一步的方案:所述单向锁位器包括有固定于上模具两侧的棘齿条,所述棘齿条远离上模具的一侧固定有连板,所述下模具的两侧固定有位于棘齿条下方的卡位板,所述卡位板的顶部开设有导向孔,导向孔贯穿卡位板,所述卡位板的顶部插接有延伸至卡位板底部的插杆,所述插杆位于连板的下方,所述插杆的底端固定有位于卡位板下方的限位板,所述插杆的顶部固定有缓冲托板,所述缓冲托板的底部设置有与卡位板顶部相连的缓冲弹簧,缓冲弹簧位于插杆的外侧,所述卡位板的两端插接有拉位架,所述拉位架的一端通过转轴转动连接有位于卡位板下方的棘爪,所述拉位架的外侧固定有位于卡位板一端的定板,所述定板靠近卡位板的一端设置有与卡位板相连的卡位弹簧,所述棘爪与拉位架连接的转轴外侧卡接有与拉位架相连的扭力弹簧。
7、作为本发明再进一步的方案:所述导向孔与棘齿条底部的长度、宽度相等,所述上模具两侧的棘齿条沿着上模具的竖向中轴线对称设置。
8、作为本发明再进一步的方案:所述转位器包括有固定于u型摆位架底部一侧的蜗轮,蜗轮位于侧连架远离下模具的一侧,所述侧连架的一端通过轴承转动连接有与蜗轮相啮合的蜗杆,所述蜗杆的底端固定有第二传动锥齿轮,所述侧连架远离下模具的一侧固定有l型定位块,蜗轮位于侧连架与l型定位块之间,所述蜗轮的远离侧连架的一端开设有锁位孔,所述l型定位块的一侧插接有贯穿至l型定位块另一侧的插联销,插联销靠近侧连架的一端延伸至锁位孔的内部,所述l型定位块远离蜗轮的一侧设置有与插联销相连的复位弹簧,所述底板的顶部通过轴承转动连接有位于下模具下方的转杆,所述转杆的外侧设置有与第二传动锥齿轮相啮合的第一传动锥齿轮。
9、作为本发明再进一步的方案:所述锁位孔与插联销靠近蜗轮的一端直径大小相等,所述插联销靠近蜗轮的一端通过轴承转动连接有滚轮。
10、作为本发明再进一步的方案:所述棘爪两端的拉位架通过棘爪相连,所述卡位板的两端设置有与拉位架靠近棘爪一端相契合的矩形孔。
11、作为本发明再进一步的方案:所述下模具两侧的两个侧连架中仅有一个的一侧固定有l型定位块。
12、与现有技术相比,本发明的有益效果是:
13、1、通过设置稳压连件,在将u型摆位架转至竖直状态时,拧动单向丝杆,通过单向丝杆的转动来使矩形导块沿着单向丝杆进行下移,从而推动移位框架进行下移,使得压辊与上模具的顶部接触,以此来使压辊对上模具顶部的一处进行按压,之后启动电机,通过电机的运作来使双向丝杆进行转动,从而使调节架沿着双向丝杆进行移动,如此便可使压辊对上模具顶部多个位置进行按压,从而保证上模具下方相对应的材料之间充分贴合,以此来提高复合材料的制作效果;
14、2、通过设置单向锁位器,在对下模具与上模具进行合模时,先将棘齿条与导向孔对齐,之后放下上模具,使得棘齿条插入导向孔内侧,如此便可对上模具进行限位,提高了合模的精准度,棘齿条随着上模具下移时会通过一侧的棘齿拨动棘爪,使得棘爪在扭力弹簧的作用下相对拉位架进行反复摆动,同时连板与缓冲托板接触,如此便可使缓冲弹簧对上模具的下移进行缓冲,增加了上模具下移的稳定性,同时通过棘爪与棘齿条的啮合使得棘齿条仅可向下移动,以此来增加上模具与下模具合模的稳定性,同时提高了上模具与下模具之间材料的贴合度;
15、3、通过设置转位器,在将底漆涂抹至下模具的顶部前,先拉动插联销,使得插联销与锁位孔分离,之后转动转杆,使得转杆通过第一传动锥齿轮、第二传动锥齿轮带动蜗杆进行转动,以此来使蜗轮带动u型摆位架进行转动,如此便可将u型摆位架转至与底板顶部平行的状态,以此来防止稳压连件对材料的放置造成阻碍,同时也为下模具、上模具的合模提供了便利,合模完成后可方向转动转杆,使得u型摆位架转至竖直状态,此时锁位孔与插联销对齐,插联销便会在复位弹簧弹性复原力的作用下插入锁位孔内,以此来对u型摆位架进行定位,同时也提高了u型摆位架转动的精准度。
技术特征:
1.一种复合材料成型用工装,其特征在于,包括底板(1),所述底板(1)的顶部固定有支撑杆(2),所述支撑杆(2)的顶端设置有下模具(3),所述下模具(3)的上方放置有上模具(4),所述上模具(4)的两侧设置有与下模具(3)相连的单向锁位器,所述底板(1)的两侧固定有侧连架(501),所述侧连架(501)的一侧通过转轴转动连接有u型摆位架(511),所述u型摆位架(511)与侧连架(501)连接的转轴一端设置有与侧连架(501)相连的转位器,所述u型摆位架(511)的顶部设置有用于对合模后的材料进行均匀按压的稳压连件。
2.根据权利要求1所述的一种复合材料成型用工装,其特征在于,所述稳压连件包括有固定于u型摆位架(511)顶部的调节仓(508),所述调节仓(508)的顶部转动连接有延伸至调节仓(508)内侧的单向丝杆(507),所述调节仓(508)的内侧插接有延伸至u型摆位架(511)内侧的矩形导块(530),所述矩形导块(530)的底部固定有移位框架(504),所述移位框架(504)的一侧安装有电机(510),所述电机(510)的输出端连接有位于移位框架(504)内侧的双向丝杆(505),所述双向丝杆(505)的外侧套设有调节架(509),所述调节架(509)的两端安装有位于移位框架(504)下方的压辊(506)。
3.根据权利要求2所述的一种复合材料成型用工装,其特征在于,所述调节架(509)的数量设置有两个,且两个调节架(509)沿着双向丝杆(505)的竖向中轴线对称设置,所述调节架(509)的一侧设置有与双向丝杆(505)外侧螺纹槽相匹配的螺纹孔,所述移位框架(504)的外侧设置有与调节架(509)相契合的滑槽,所述矩形导块(530)的顶部开设有与单向丝杆(507)相匹配的螺纹孔。
4.根据权利要求2所述的一种复合材料成型用工装,其特征在于,所述压辊(506)的长度大于上模具(4)的宽度,所述双向丝杆(505)的长度大于上模具(4)的长度。
5.根据权利要求2所述的一种复合材料成型用工装,其特征在于,所述单向锁位器包括有固定于上模具(4)两侧的棘齿条(517),所述棘齿条(517)远离上模具(4)的一侧固定有连板(503),所述下模具(3)的两侧固定有位于棘齿条(517)下方的卡位板(516),所述卡位板(516)的顶部开设有导向孔(515),导向孔(515)贯穿卡位板(516),所述卡位板(516)的顶部插接有延伸至卡位板(516)底部的插杆(523),所述插杆(523)位于连板(503)的下方,所述插杆(523)的底端固定有位于卡位板(516)下方的限位板(520),所述插杆(523)的顶部固定有缓冲托板(502),所述缓冲托板(502)的底部设置有与卡位板(516)顶部相连的缓冲弹簧(512),缓冲弹簧(512)位于插杆(523)的外侧,所述卡位板(516)的两端插接有拉位架(519),所述拉位架(519)的一端通过转轴转动连接有位于卡位板(516)下方的棘爪(522),所述拉位架(519)的外侧固定有位于卡位板(516)一端的定板(518),所述定板(518)靠近卡位板(516)的一端设置有与卡位板(516)相连的卡位弹簧(521),所述棘爪(522)与拉位架(519)连接的转轴外侧卡接有与拉位架(519)相连的扭力弹簧(524)。
6.根据权利要求5所述的一种复合材料成型用工装,其特征在于,所述导向孔(515)与棘齿条(517)底部的长度、宽度相等,所述上模具(4)两侧的棘齿条(517)沿着上模具(4)的竖向中轴线对称设置。
7.根据权利要求5所述的一种复合材料成型用工装,其特征在于,所述转位器包括有固定于u型摆位架(511)底部一侧的蜗轮(527),蜗轮(527)位于侧连架(501)远离下模具(3)的一侧,所述侧连架(501)的一端通过轴承转动连接有与蜗轮(527)相啮合的蜗杆(513),所述蜗杆(513)的底端固定有第二传动锥齿轮(529),所述侧连架(501)远离下模具(3)的一侧固定有l型定位块(525),蜗轮(527)位于侧连架(501)与l型定位块(525)之间,所述蜗轮(527)的远离侧连架(501)的一端开设有锁位孔(532),所述l型定位块(525)的一侧插接有贯穿至l型定位块(525)另一侧的插联销(526),插联销(526)靠近侧连架(501)的一端延伸至锁位孔(532)的内部,所述l型定位块(525)远离蜗轮(527)的一侧设置有与插联销(526)相连的复位弹簧(531),所述底板(1)的顶部通过轴承转动连接有位于下模具(3)下方的转杆(514),所述转杆(514)的外侧设置有与第二传动锥齿轮(529)相啮合的第一传动锥齿轮(528)。
8.根据权利要求7所述的一种复合材料成型用工装,其特征在于,所述锁位孔(532)与插联销(526)靠近蜗轮(527)的一端直径大小相等,所述插联销(526)靠近蜗轮(527)的一端通过轴承转动连接有滚轮。
9.根据权利要求8所述的一种复合材料成型用工装,其特征在于,所述棘爪(522)两端的拉位架(519)通过棘爪(522)相连,所述卡位板(516)的两端设置有与拉位架(519)靠近棘爪(522)一端相契合的矩形孔。
10.根据权利要求7所述的一种复合材料成型用工装,其特征在于,所述下模具(3)两侧的两个侧连架(501)中仅有一个的一侧固定有l型定位块(525)。
技术总结
本发明公开了一种复合材料成型用工装,涉及复合材料成型技术领域,包括底板,所述U型摆位架的顶部设置有用于对合模后的材料进行均匀按压的稳压连件。本发明通过设置稳压连件,在将U型摆位架转至竖直状态时,拧动单向丝杆,通过单向丝杆的转动来使矩形导块沿着单向丝杆进行下移,从而推动移位框架进行下移,使得压辊与上模具的顶部接触,以此来使压辊对上模具顶部的一处进行按压,之后启动电机,通过电机的运作来使双向丝杆进行转动,从而使调节架沿着双向丝杆进行移动,如此便可使压辊对上模具顶部多个位置进行按压,从而保证上模具下方相对应的材料之间充分贴合,以此来提高复合材料的制作效果。
技术研发人员:赵斌,田浩,曲源泽,王野,李本新,孟德洋,董奇峰,李晨,孙贺兴,高帅,刘德龙,步建新,裴家骏
受保护的技术使用者:辽宁华天航空科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!