一种塑料制品成型装置、方法、系统及介质与流程
本说明书涉及注塑成型领域,特别涉及一种塑料制品成型装置、方法、系统及介质。
背景技术:
1、不同的塑料制品在进行注塑成型时,所使用的颜料的成分不同、配比不同,实际生产中通常是由技术人员基于自身经验,结合自动化设备对注塑成型过程进行控制,无法对生产过程进行自动化调控。
2、针对无法自动化调控的问题,cn115122602b提出一种注塑机智能控制方法及系统,该方法通过在云端查找需要的加工工艺以及对应的指标数据进行注塑生产,并采集生产过程中的监测数据与指标数据进行对比,根据对比结果对加工工艺进行微调。但该方法未涉及注塑生产的预生产过程,以及对预生产过程进行验证。
3、因此,希望可以提供一种塑料制品成型装置、方法和系统,可以对注塑生产的预生产过程进行验证,并基于验证合格的预生产过程,实现对实际生产过程的自动化控制,保证了生产质量,节约了大量的人力、物力。
技术实现思路
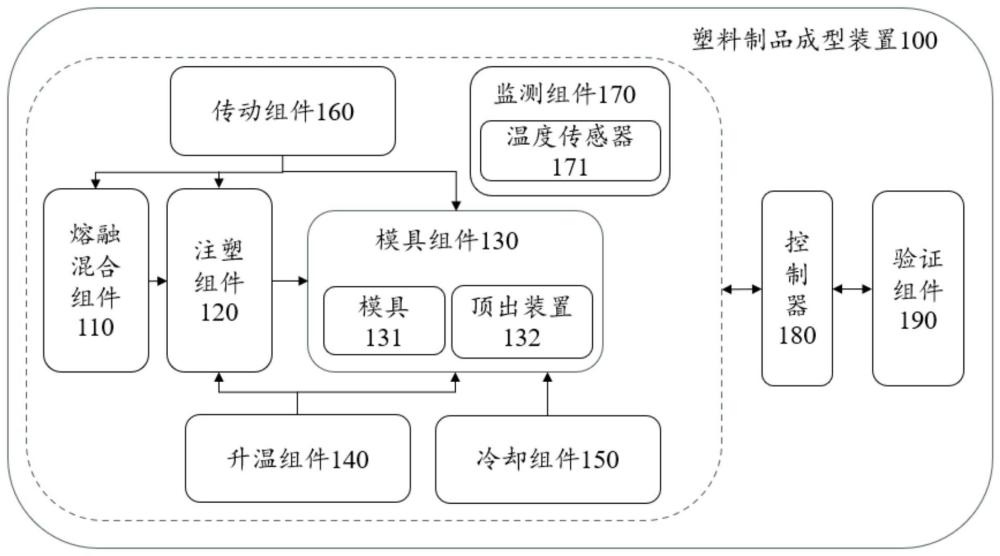
1、本说明书一个或多个实施例提供一种塑料制品成型装置,所述装置包括熔融混合组件、注塑组件、模具组件、升温组件、冷却组件、传动组件、监测组件、控制器以及验证组件:所述熔融混合组件、所述模具组件、所述注塑组件、所述升温组件、所述冷却组件、所述传动组件、所述监测组件、所述验证组件与所述控制器讯相连;所述熔融混合组件被配置为熔融并混合原材料得到融合料;所述模具组件包括模具、顶出装置,所述顶出装置被配置为将所述模具内的成型的塑料制品顶出;所述注塑组件被配置为注入所述融合料至所述模具组件的所述模具;所述升温组件被配置为对所述注塑组件、所述模具组件进行升温;所述冷却组件被配置为对所述模具进行冷却;所述传动组件被配置为驱动所述模具、所述注塑组件、所述熔融混合组件;所述监测组件被配置为获取监测数据,所述监测组件包括温度传感器;所述验证组件被配置为验证预生产过程是否符合生产条件;所述控制器被配置为:基于发出的控制指令,控制所述传动组件、所述熔融混合组件、所述注塑组件、所述模具组件进行预生产,以及控制所述升温组件的加热功率和所述监测组件的监测频率;基于发出的采集指令,控制所述验证组件获取采集数据;响应于预生产过程符合生产条件,将所述采集数据、所述控制指令存储。
2、本说明书一个或多个实施例提供一种塑料制品成型方法,所述方法由控制器执行,包括:基于发出的控制指令,控制所述传动组件、所述熔融混合组件、所述注塑组件、所述模具组件进行预生产,以及控制所述升温组件的加热功率和所述监测组件的监测频率;基于发出的采集指令,控制所述验证组件获取采集数据;响应于预生产过程符合生产条件,将所述采集数据、所述控制指令存储。
3、本说明书一个或多个实施例提供一种塑料制品成型系统,所述系统包括:控制模块,用于生成控制指令,控制所述传动组件、所述熔融混合组件、所述注塑组件、所述模具组件进行预生产;以及控制所述升温组件的加热功率和所述监测组件的监测频率;采集模块,用于生成采集指令,控制所述验证组件获取采集数据;以及存储模块,用于存储所述采集数据、所述控制指令。
4、本说明书一个或多个实施例提供一种计算机可读存储介质,所述存储介质存储计算机指令,当计算机读取存储介质中的计算机指令后,计算机执行上述的塑料制品成型方法。
技术特征:
1.一种塑料制品成型装置,其特征在于,包括熔融混合组件、模具组件、注塑组件、升温组件、冷却组件、传动组件、监测组件、控制器以及验证组件:
2.根据权利要求1所述的装置,其特征在于,所述熔融混合组件包括三维运动混合机;
3.根据权利要求2所述的装置,其特征在于,所述熔融混合组件包括模块化加热部件,所述模块化加热部件包括设置于所述混料桶的加热模块,所述控制指令包括熔融指令,所述熔融指令包括熔融参数,
4.根据权利要求1所述的装置,其特征在于,所述模具组件包括自动润滑部件,所述自动润滑部件包括注油模块、活塞以及至少一个多孔喷嘴;
5.根据权利要求1所述的装置,其特征在于,所述验证组件被配置为:
6.一种塑料制品成型方法,其特征在于,所述方法由控制器执行,包括:
7.根据权利要求6所述的方法,其特征在于,所述控制器进一步被配置为:
8.一种塑料制品成型系统,其特征在于,包括:
9.一种计算机可读存储介质,所述存储介质存储计算机指令,当计算机读取存储介质中的计算机指令后,计算机执行如权利要求6~7任一项所述的塑料制品成型方法。
技术总结
本说明书实施例提供一种塑料制品成型装置、方法、系统及介质,该装置包括熔融混合组件、注塑组件、模具组件、升温组件、冷却组件、传动组件、监测组件、控制器以及验证组件:控制器被配置为:基于发出的控制指令,控制传动组件、熔融混合组件、注塑组件、模具组件进行预生产,以及升温组件的加热功率和监测组件的监测频率;基于发出的采集指令,控制验证组件获取采集数据;响应于预生产过程符合生产条件,将采集数据、控制指令存储。
技术研发人员:提莫·罗斯乐
受保护的技术使用者:玫瑰塑胶(昆山)有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!