一种FRP网片制造设备的制作方法
本发明涉及建筑工程,尤其涉及一种frp网片制造设备。
背景技术:
1、随着我国经济的飞速发展,对建筑业提出了更高的要求。我国建筑行业中的墙体材料,仍沿用传统的粘土砖、瓦,造成珍贵的土地资源浪费和烧制过程的环境污染,而且在实际使用中,对建筑物的使用功能、抗震、施工技术上带来了种种难以克服的困难。
2、根据上述存在的问题,国家建设部提出墙体材料改革政策,新型建材层出不穷。其中的蒸压加气混凝土内墙板,由于具有重量轻、密度低、强度高和耐腐蚀等优点而被深受人们喜爱。混凝土内墙板通过模具浇筑而成,为了增加其抗弯、压、拉能力,板材内部要有网片钢筋。网片钢筋由横筋与纵筋按序排列并通过电焊设备焊接而成。蒸压加气混凝土板为多孔吸水材料,钢筋网片极易锈蚀,引起墙板炸裂,从而影响使用推广。frp筋可以解决钢筋锈蚀但无法使用焊机进行机械化生产,虽然可以通过人工或机械绑扎,但质量难以控制,对加气混凝土墙板的使用和生产带来很大的困扰。
3、现有技术中(2023104003667)公开了一种frp网片制作设备及方法,包括依次设置的浸胶装置、集束装置、捆扎装置、烘干装置、输送装置和截断装置;浸胶装置用于对frp纤维束浸胶;集束装置用于对浸胶后的frp纤维进行黏合集束拉成frp筋,捆扎装置上设置有纵筋进口,所述纵筋进口设置于横筋架的一侧,所述横筋架与纵筋架交叉设置,所述横筋架为多组,相邻横筋架高低交替排布,相邻横筋架之间的高度差大于纵筋的直径,所述纵筋架位于横筋架的一侧,且与横筋架形成交叉设置;烘干装置用于烘干捆扎完成后的frp网片;输送装置用于将frp网片的输送至截断装置内。
4、其中公开的捆扎方式采用常规的扎丝对frp筋的节点进行的捆扎,此种捆扎方式会破坏作为主受力筋的截面,从而使网片受力能力减弱,影响其在实际工程中的应用。
技术实现思路
1、本发明的目的在于解决现有技术中存在的缺陷,而提出的一种frp网片制造设备。
2、为了实现上述目的,本发明采用了如下技术方案:
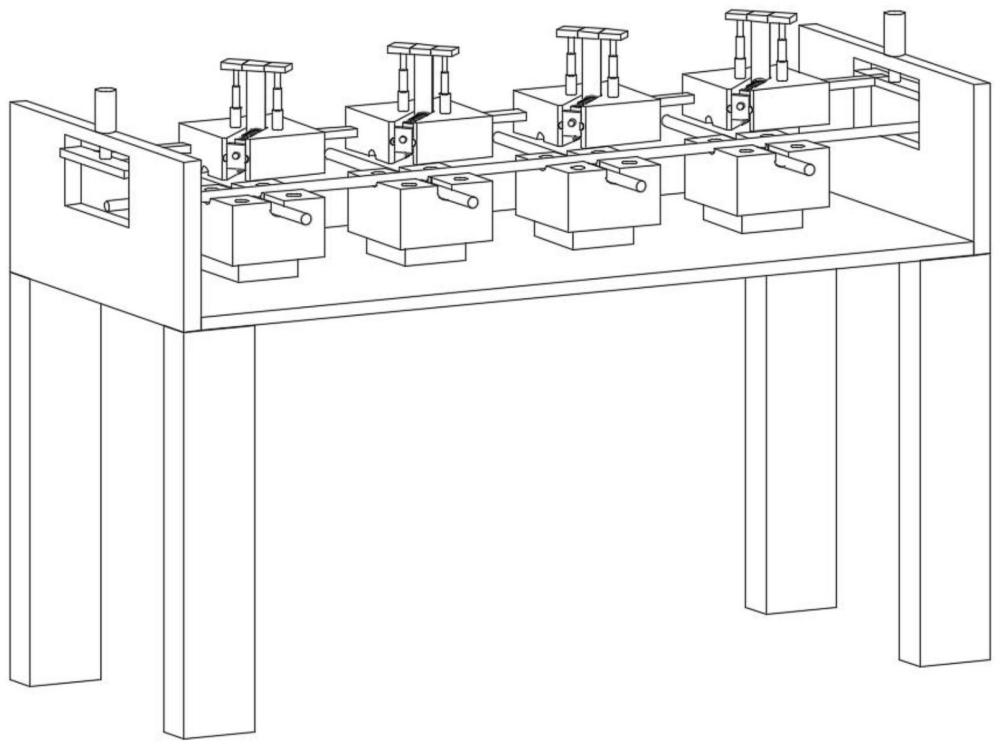
3、一种frp网片制造设备,包括frp筋节点固定机,所述frp筋节点固定机包括机架,所述机架上设置有多组frp筋固定组件,横筋与纵筋在frp筋固定组件处形成十字交叉,frp筋固定组件用于对十字交叉处固定,形成卡扣固定节点或注塑固定节点。
4、进一步的,所述frp筋固定组件包括底座和压块,所述底座和/或压块上设置有凹槽,所述凹槽用于放置横筋和纵筋,并使横筋和纵筋形成十字交叉,所述压块上开设有卡扣容纳仓,所述卡扣容纳仓端部位于横筋和纵筋交叉位置的上方,所述卡扣容纳仓两侧壁设置有限位槽,所述限位槽内滑动连接有推进板,所述推进板侧壁与限位槽配合,所述推进板与卡扣容纳仓端部之间设置有若干卡扣,所述压块顶部还设置有压片,所述压片用于将卡扣按至横筋槽或纵筋槽的引导槽内;所述引导槽端部设置有扩口,扩口边缘设置有弧形过渡。
5、更进一步的,所述卡扣容纳仓内还设置有固定板,所述固定板与推进板之间设置有弹簧,所述推进板上设置有开口,固定板上固定连接有弹簧杆,所述弹簧杆贯穿开口并抵于卡扣容纳仓的端部,所述弹簧杆远离固定板的端部设置有弧形过渡。
6、更进一步的,所述弹簧杆包括固定套管和伸缩杆,伸缩杆延伸至固定套管内,固定套管设置有弹簧,所述伸缩杆上还设置有限位片,在延伸状态下限位片与固定套管之间的距离大于单个卡扣的厚度,小于两个卡扣的厚度。
7、进一步的,所述frp筋固定组件包括上定位块和下定位块,所述上定位块和/或下定位块上设置有凹槽,所述凹槽用于放置横筋和纵筋,并使横筋和纵筋形成十字交叉,十字交叉位置处设置有成型槽;所述上定位块上开设注塑孔,所述注塑孔位于十字交叉处的上方,用于将热塑型塑型液体或热固型树脂液体注入成型槽内,所述注塑孔上方设置有注液装置,用于向注塑孔内注入热塑型塑料液体或热固型树脂液体。
8、更进一步的,所述上定位块上设置有上成型槽,所述下定位块上设置有下成型槽,两定位块相抵后,上成型槽与下成型槽形成一封闭的成型槽;所述成型槽为多面体结构、十字型结构或球型结构。
9、更进一步的,所述注液装置通过供给管路与储存装置连接,所述储存装置用于盛放塑型塑料或热固型树脂液体,所述储存装置的出口位置处设置有计量装置。
10、进一步的,所述frp筋固定组件包括底板和托架,所述底板上设置有旋转台,所述旋转台用于控制夹持组件旋转,所述托架上设置有横向支撑用于放置横筋,所述托架上开设有纵筋穿入口,横筋与纵筋形成的十字交叉点位于夹持组件上方,所述夹持组件用于对十字交叉点处的卡扣进行夹持。
11、更进一步的,所述夹持组件包括夹持座和夹板,所述夹持座固定连接于所述旋转台的顶部,所述夹持座相对的两侧壁上固定连接有立板,所述立板上设置有伸缩杆,所述伸缩杆的自由端设置有夹板;所述夹持座的上端面设置有限位滑条,所述夹板底部开设有限位槽,所述限位槽与所述限位滑条相适配。
12、更进一步的,所述托架包括一竖直板和两u型板,所述竖直板上开设有纵筋穿入口,两u型板设置于竖直板的下方并位于纵筋穿入口的两侧。
13、有益效果
14、相比于现有技术,本发明的有益效果在于:通过本发明的设置,提出一种能够实现frp网片自动化捆扎的制造设备,对横筋和纵筋的十字节点位置处实现自动捆扎,并提高捆扎效率,降低捆扎损耗。
技术特征:
1.一种frp网片制造设备,其特征在于,包括frp筋节点固定机,所述frp筋节点固定机包括机架,所述机架上设置有多组frp筋固定组件,横筋与纵筋在frp筋固定组件处形成十字交叉,frp筋固定组件用于对十字交叉处固定,形成卡扣固定节点或注塑固定节点。
2.根据权利要求1所述的一种frp网片制造设备,其特征在于,所述frp筋固定组件包括底座和压块,所述底座和/或压块上设置有凹槽,所述凹槽用于放置横筋和纵筋,并使横筋和纵筋形成十字交叉,所述压块上开设有卡扣容纳仓,所述卡扣容纳仓端部位于横筋和纵筋交叉位置的上方,所述卡扣容纳仓两侧壁设置有限位槽,所述限位槽内滑动连接有推进板,所述推进板侧壁与限位槽配合,所述推进板与卡扣容纳仓端部之间设置有若干卡扣,所述压块顶部还设置有压片,所述压片用于将卡扣按至横筋槽或纵筋槽的引导槽内;所述引导槽端部设置有扩口,扩口边缘设置有弧形过渡。
3.根据权利要求2所述的一种frp网片制造设备,其特征在于,所述卡扣容纳仓内还设置有固定板,所述固定板与推进板之间设置有弹簧,所述推进板上设置有开口,固定板上固定连接有弹簧杆,所述弹簧杆贯穿开口并抵于卡扣容纳仓的端部,所述弹簧杆远离固定板的端部设置有弧形过渡。
4.根据权利要求3所述的一种frp网片制造设备,其特征在于,所述弹簧杆包括固定套管和伸缩杆,伸缩杆延伸至固定套管内,固定套管设置有弹簧,所述伸缩杆上还设置有限位片,在延伸状态下限位片与固定套管之间的距离大于单个卡扣的厚度,小于两个卡扣的厚度。
5.根据权利要求1所述的一种frp网片制造设备,其特征在于,所述frp筋固定组件包括上定位块和下定位块,所述上定位块和/或下定位块上设置有凹槽,所述凹槽用于放置横筋和纵筋,并使横筋和纵筋形成十字交叉,十字交叉位置处设置有成型槽;所述上定位块上开设注塑孔,所述注塑孔位于十字交叉处的上方,用于将热塑型塑型液体或热固型树脂液体注入成型槽内,所述注塑孔上方设置有注液装置,用于向注塑孔内注入热塑型塑料液体或热固型树脂液体。
6.根据权利要求5所述的一种frp网片制造设备,其特征在于,所述上定位块上设置有上成型槽,所述下定位块上设置有下成型槽,两定位块相抵后,上成型槽与下成型槽形成一封闭的成型槽;所述成型槽为多面体结构、十字型结构或球型结构。
7.根据权利要求5所述的一种frp网片制造设备,其特征在于,所述注液装置通过供给管路与储存装置连接,所述储存装置用于盛放塑型塑料或热固型树脂液体,所述储存装置的出口位置处设置有计量装置。
8.根据权利要求1所述的一种frp网片制造设备,其特征在于,所述frp筋固定组件包括底板和托架,所述底板上设置有旋转台,所述旋转台用于控制夹持组件旋转,所述托架上设置有横向支撑用于放置横筋,所述托架上开设有纵筋穿入口,横筋与纵筋形成的十字交叉点位于夹持组件上方,所述夹持组件用于对十字交叉点处的卡扣进行夹持。
9.根据权利要求8所述的一种frp网片制造设备,其特征在于,所述夹持组件包括夹持座和夹板,所述夹持座固定连接于所述旋转台的顶部,所述夹持座相对的两侧壁上固定连接有立板,所述立板上设置有伸缩杆,所述伸缩杆的自由端设置有夹板;所述夹持座的上端面设置有限位滑条,所述夹板底部开设有限位槽,所述限位槽与所述限位滑条相适配。
10.根据权利要求8所述的一种frp网片制造设备,其特征在于,所述托架包括一竖直板和两u型板,所述竖直板上开设有纵筋穿入口,两u型板设置于竖直板的下方并位于纵筋穿入口的两侧。
技术总结
本发明公开了一种FRP网片制造设备,涉及建筑工程技术领域,包括FRP筋节点固定机,所述FRP筋节点固定机包括机架,所述机架上设置有多组FRP筋固定组件,横筋与纵筋在FRP筋固定组件处形成十字交叉,FRP筋固定组件用于对十字交叉处形成卡扣固定节点或注塑固定节点。通过本发明的设置,提出一种能够实现FRP网片自动化捆扎的制造设备,对横筋和纵筋的十字节点位置处实现自动捆扎,并提高捆扎效率,降低捆扎损耗。
技术研发人员:崔松梅,葛磊
受保护的技术使用者:山东安睿新材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!