一种注塑加工工艺的制作方法
本发明涉及注塑加工,更具体的说是一种注塑加工工艺。
背景技术:
1、注塑加工工艺是一种塑料制品加工方法,它是将熔融的原料通过加压、注入、冷却、脱离等操作制作一定形状的半成品件的工艺过程,是注射兼模塑的成型方法,其优点包括生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件。
2、在注塑具有微通道的塑料制品时,由于微通道的直径过小,因此模具容易在注塑的过程中受到压力,导致模具损坏,影响注塑的效率。
技术实现思路
1、为克服现有技术的不足,本发明提供一种注塑加工工艺,其有益效果为便于制备具有微通道的塑料制品。
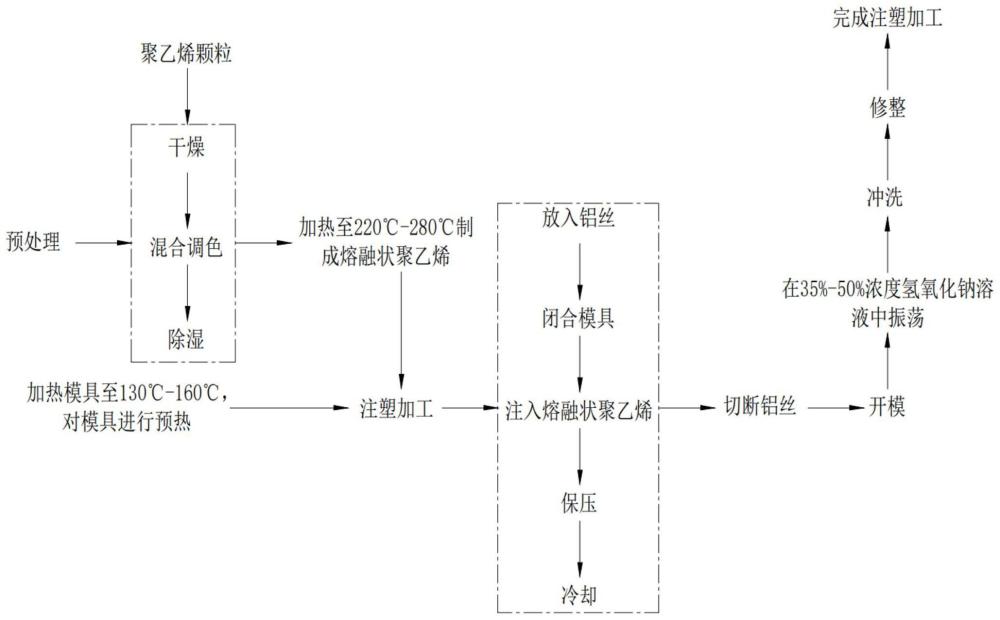
2、一种注塑加工工艺,该工艺包括以下步骤:
3、s1:将原料进行预处理,并加热成熔融状;
4、s2:预热模具;
5、s3:通过注塑机进行注塑加工;
6、s4:注塑后切断铝丝,开模取出注塑制品;
7、s5:将注塑制品放入氢氧化钠溶液中进行振荡;
8、s6:冲洗并修整注塑制品,完成注塑加工。
9、进一步的,所述步骤s3中注塑加工包括以下步骤:
10、s1:将铝丝放入模具型腔中,之后闭合模具型腔;
11、s2:向模具型腔中注入熔融的原料;
12、s3:原料填充型腔后,进行保压;
13、s4:在保压结束后,冷却模具。
14、进一步的,所述步骤s1中预处理包括干燥、混合调色和除湿。
15、进一步的,所述步骤s1中加热温度为220℃-280℃,步骤s2中模具预热温度为130℃-160℃。
16、进一步的,所述步骤s1中原料为聚丙烯。
17、进一步的,所述步骤s5中氢氧化钠溶液浓度为35%-50%。
18、进一步的,所述模具包括定模,定模固接在注塑机末端,定模底部固接有两个滑轨,两个滑轨上滑动连接有动模,定模一侧固接有支座,支座内部转动连接有螺杆,支座前端固接有驱动螺杆转动的电机,动模一侧固接有与螺杆螺纹连接的驱动座,定模两侧均开设有滑槽,两个滑槽内均滑动连接有滑杆,两个滑杆上端固接有传动板,定模上侧固接有驱动传动板滑动的液压缸,两个滑杆内侧均固接有切割刀。
技术特征:
1.一种注塑加工工艺,其特征在于,该工艺包括以下步骤:
2.根据权利要求1所述的一种注塑加工工艺,其特征在于,所述步骤s3中注塑加工包括以下步骤:
3.根据权利要求1所述的一种注塑加工工艺,其特征在于:所述步骤s1中预处理包括干燥、混合调色和除湿。
4.根据权利要求1所述的一种注塑加工工艺,其特征在于:所述步骤s1中加热温度为220℃-280℃,步骤s2中模具预热温度为130℃-160℃。
5.根据权利要求1所述的一种注塑加工工艺,其特征在于:所述步骤s1中原料为聚丙烯。
6.根据权利要求1所述的一种注塑加工工艺,其特征在于:所述步骤s5中氢氧化钠溶液浓度为35%-50%。
7.根据权利要求2所述的一种注塑加工工艺,其特征在于:所述模具包括定模(201),定模(201)固接在注塑机(501)末端,定模(201)底部固接有两个滑轨(202),两个滑轨(202)上滑动连接有动模(401),定模(201)一侧固接有支座(203),支座(203)内部转动连接有螺杆(205),支座(203)前端固接有驱动螺杆(205)转动的电机(204),动模(401)一侧固接有与螺杆(205)螺纹连接的驱动座(402),定模(201)两侧均开设有滑槽(207),两个滑槽(207)内均滑动连接有滑杆(101),两个滑杆(101)上端固接有传动板(103),定模(201)上侧固接有驱动传动板(103)滑动的液压缸(206),两个滑杆(101)内侧均固接有切割刀(102)。
8.根据权利要求7所述的一种注塑加工工艺,其特征在于:所述动模(401)两侧均开设有限位槽(403),两个限位内部均滑动连接有限位杆(404),两个限位杆(404)前侧均固接有限位板(405),两个限位板(405)末端均开设有卡槽(406),定模(201)两侧均转动连接有两个齿轮(301),两个齿轮(301)外侧分别啮合连接有链条(302),两个链条(302)外侧均固接有卡板(303)。
9.根据权利要求8所述的一种注塑加工工艺,其特征在于:所述定模(201)两侧均开设有控制槽(208),两个控制槽(208)分别与两个滑槽(207)连通,两个链条(302)内侧均固接有控制板(304),两个控制板(304)分别通过控制槽(208)滑动连接在两个滑槽(207)内。
10.根据权利要求8所述的一种注塑加工工艺,其特征在于:两个所述卡板(303)与定模(201)底部之间均固接有弹簧ⅰ(209),两个所述限位杆(404)与动模(401)顶部之间均固接有弹簧ⅱ(407)。
技术总结
本发明涉及注塑加工技术领域,更具体的说是一种注塑加工工艺,该工艺包括:S1:将原料进行预处理,并加热成熔融状;S2:预热模具;S3:通过注塑机进行注塑加工;S4:注塑后切断铝丝,开模取出注塑制品;S5:将注塑制品放入氢氧化钠溶液中进行振荡;S6:冲洗并修整注塑制品,完成注塑加工;进一步的,所述步骤S3中注塑加工包括以下步骤:S1:将铝丝放入模具型腔中,之后闭合模具型腔;S2:向模具型腔中注入熔融的原料;S3:原料填充型腔后,进行保压;S4:在保压结束后,冷却模具。所述模具包括定模,定模固接在注塑机末端,定模底部固接有两个滑轨,两个滑轨上滑动连接有动模,其有益效果为便于制备具有微通道的塑料制品。
技术研发人员:郑杰锋
受保护的技术使用者:郑杰锋
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!