一种码模装置及其使用方法与流程
本申请涉及注塑,特别是涉及一种码模装置及其使用方法。
背景技术:
1、在注塑行业,往往一台注塑设备对应多副模具进行生产,当上一个产品生产完成后,就会更换下一个产品的模具上设备进行生产。在换模过程中,操作人员通过码模装置将模具固定在注塑设备后,再开始开机生产。
2、目前,注塑行业里最常见的模具码模方式为定位环+压板的结构,在换模时,首先将模具上的定位环对准设备定模底板上的定位孔后,通过设备动模底板推动模具,使模具定位环进入定位孔,并压紧模具,保证模具浇口套与设备喷嘴同心;再通过设备动、定模底板将模具压紧后,用压板通过螺钉将模具动、定模分别装夹在设备动、定模底板上。
3、上述码模装夹装置操作方式简单,对模具底板要求不高,装夹位置灵活,但是存在以下问题:第一,码模时间长,操作人员需先用模具定位环对齐设备定位孔,然后再对模具动、定模用压板压紧,为保证模具不滑落,需用多个压板对模具进行压紧;第二,劳动强度大,操作人员需先对模具进行定位,然后再搭压板、锁螺丝,由于压板数量多(上、下、左、右压板位置多),操作繁琐;第三,存在安全隐患,操作人员在固定模具时,需进入设备内部搭压板,甚至爬上模具顶部,而模具仅靠压板固定在设备上,模具在频繁运动中,易出现模具滑动,甚至掉落的风险。
技术实现思路
1、鉴于以上现有技术的缺点,本申请的目的在于提供码模装置及其使用方法,用于解决现有技术中注塑码模具装置费时费力,劳动强度大,存在安全隐患的问题。
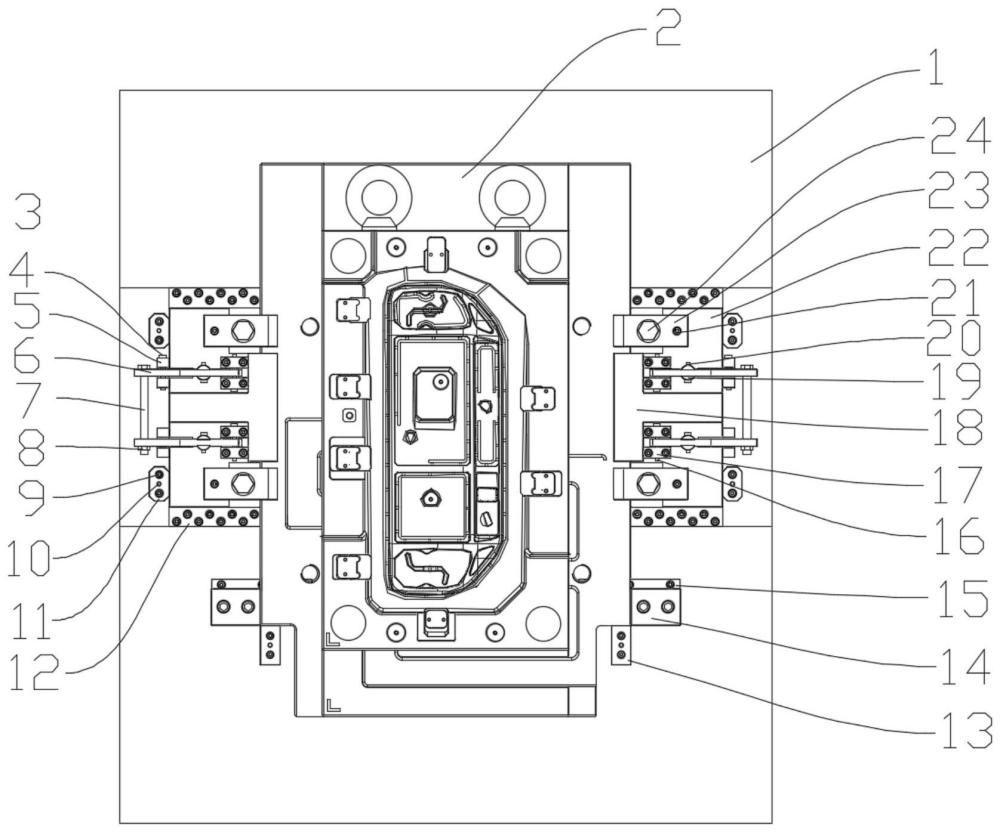
2、为实现上述目的及其他相关目的,第一方面,本申请提供一种码模装置,安装在注塑设备上,用于定位压紧模具,该码模装置包括:
3、底板,相对设置在所述注塑设备上;
4、所述底板在宽度方向上相对设置有安装位,所述安装位沿高度方向的两侧相对设置有用于导向的导轨,所述导轨之间开设有至少两组定位孔,所述底板上沿宽度方向还相对设置有用于在高度方向上定位所述模具的定位组件;
5、压紧机构,设置在所述安装位上,用于在宽度方向上定位压紧所述模具;
6、所述压紧机构包括底座,所述底座的两侧开设有与所述导轨配合的导向槽,所述底座能够沿导轨在所述安装位内进行移动,所述底座上设置有t型块,所述t型块横杆的两侧设置有压板,所述t型块和所述压板均朝向所述模具伸出所述底座,所述t型块竖杆的两侧设置有转动座和定位柱,所述转动座上开设有第一安装位,所述定位柱上开设有第二安装位,所述第一安装位和所述第二安装位上设置有转动臂,所述转动臂和所述转动座之间通过转动销安装在所述第一安装位上,所述转动臂能够以所述转动销为轴进行转动,所述定位柱贯穿所述底座,并与所述定位孔底部接触,所述转动臂通过定位销安装在所述第二安装位上。
7、可选地,所述定位组件包括滑轨、滑块以及定位块,所述滑块活动设置在所述滑轨上,所述滑块能够在所述滑轨上进行移动,所述定位块设置在所述滑轨的下方。
8、可选地,所述安装位上设置有用于限位的限位面,所述安装位上靠近所述导轨的一侧设置有用于限位的限位块,所述压紧机构能够沿导轨进行移动,使所述底座与所述限位面接触,或者使所述底座与所述限位块接触。
9、可选地,所述限位块上穿设有用于定位的限位销和用于安装的固定件,通过所述限位销将所述限位块定位在所述底板上,通过所述固定件将所述限位块连接在所述底板上。
10、可选地,所述压紧机构还包括安装块,所述安装块连接在所述底板上,所述底座的底部开设有安装槽,通过安装块和安装槽的配合将所述压紧机构安装在所述底板上。
11、可选地,所述压板上穿设有压紧件和导向件,所述压紧件上穿设有弹性件,所述底座上开设有用于安装所述弹性件的第一安装孔和用于安装所述导向件的第二安装孔,所述压紧件依次穿过所述压板和所述弹性件将所述压板锁紧在所述底座上。
12、可选地,所述底座上还设置有u型块,所述u型块将所述转动臂包围,任一所述u型块与转动臂之间穿设有拔销,所述底座与所述转动臂接触的面上还开设有与所述转动臂匹配的限位槽。
13、可选地,所述定位柱与所述转动臂之间穿设有定位销,通过所述定位销将所述定位柱与所述转动臂连接,在转动臂转动抬升时,带动定位柱同步抬升离开所述定位孔。
14、可选地,所述转动臂上穿设有转动螺杆。
15、第二方面,本申请提供一种码模装置的使用方法,其特征在于,采用如上所述的一种码模装置,包括:
16、拔出拔销,向上推动转动螺杆,带动转动臂进行转动,将定位柱拔出;
17、根据模具尺寸,将底座向内推入,使底座与限位面接触,或者将底座向外推出,使底座与限位块接触;
18、向下推动转动螺杆,转动臂复位,将定位柱插入定位孔中,插入拔销,完成码模准备;
19、调整底板之间的距离,吊入模具;
20、在模具下落到底板之间,模具左右面与所述底座接触后,完成宽度方向的定位;
21、模具继续下落,直至与滑块或者定位块接触,完成高度方向的定位;
22、锁紧压紧件将压板压紧,完成码模。
23、综上所述,本申请提供的一种码模装置及其使用方法,至少具有以下有益效果:
24、首先将底板安装在注塑设备上,将压紧机构安装在底板的安装位上,向上推动转动臂,以带动定位柱离开当前所在定位孔,解除定位,根据模具尺寸移动底座调整压紧机构位置,向下推动转动臂,使转动臂复位,定位柱再次定位在另一组定位孔内,完成码模准备,吊入模具,使模具下落到压紧机构之间,在模具左右面与所述底座接触后,通过t型块从宽度方向对模具进行定位,防止模具跑偏,完成宽度方向的定位,模具继续下落与定位组件接触,完成高度方向的定位,通过左右两边的压板从宽度方向上压紧模具,防止模具在生产过程中跑偏,完成码模,节约了换模时间,操作人员不需要通过模具定位环对齐设备定位孔,也不需要对模具四周进行多个压板的压紧安装;降低了劳动强度,操作人员不需要再通过模具定位环对齐设备定位孔,也不需要对模具上、下、左、右进行多个压板压紧;消除了安全隐患,操作人员在固定模具时,不需进入设备内部及模具顶部搭压板,同时,模具通过定位组件在高度方向的定位,确保模具在频繁运动中,不会出现向下滑动、掉落的风险。
技术特征:
1.一种码模装置,安装在注塑设备上,用于定位压紧模具,其特征在于,包括:
2.根据权利要求1所述的一种码模装置,其特征在于:所述定位组件包括滑轨、滑块以及定位块,所述滑块活动设置在所述滑轨上,所述滑块能够在所述滑轨上进行移动,所述定位块设置在所述滑轨的下方。
3.根据权利要求1所述的一种码模装置,其特征在于:所述安装位上设置有用于限位的限位面,所述安装位上靠近所述导轨的一侧设置有用于限位的限位块,所述压紧机构能够沿导轨进行移动,使所述底座与所述限位面接触,或者使所述底座与所述限位块接触。
4.根据权利要求3所述的一种码模装置,其特征在于:所述限位块上穿设有用于定位的限位销和用于安装的固定件,通过所述限位销将所述限位块定位在所述底板上,通过所述固定件将所述限位块连接在所述底板上。
5.根据权利要求1所述的一种码模装置,其特征在于:所述压紧机构还包括安装块,所述安装块连接在所述底板上,所述底座的底部开设有安装槽,通过安装块和安装槽的配合将所述压紧机构安装在所述底板上。
6.根据权利要求1所述的一种码模装置,其特征在于:所述压板上穿设有压紧件和导向件,所述压紧件上穿设有弹性件,所述底座上开设有用于安装所述弹性件的第一安装孔和用于安装所述导向件的第二安装孔,所述压紧件依次穿过所述压板和所述弹性件将所述压板锁紧在所述底座上。
7.根据权利要求1所述的一种码模装置,其特征在于:所述底座上还设置有u型块,所述u型块将所述转动臂包围,任一所述u型块与转动臂之间穿设有拔销,所述底座与所述转动臂接触的面上还开设有与所述转动臂匹配的限位槽。
8.根据权利要求1所述的一种码模装置,其特征在于:所述定位柱与所述转动臂之间穿设有定位销,通过所述定位销将所述定位柱与所述转动臂连接,在转动臂转动抬升时,带动定位柱同步抬升离开所述定位孔。
9.根据权利要求1所述的一种码模装置,其特征在于:所述转动臂上穿设有转动螺杆。
10.一种码模装置的使用方法,其特征在于,采用如权利要求1-9中任一项所述的一种码模装置,包括:
技术总结
本申请属于注塑技术领域,提供了一种码模装置及其使用方法,码模装置包括底板;底板上设置有安装位,安装位沿高度方向的两侧相对设置有导轨,导轨之间开设有定位孔,底板上设置有定位组件;压紧机构包括底座,底座的两侧开设有导向槽,底座上设置有T型块,T型块横杆的两侧设置有压板,T型块竖杆的两侧设置有转动座和定位柱,转动座上开设有第一安装位,定位柱上开设有第二安装位,第一安装位和第二安装位上设置有转动臂,转动臂和转动座之间通过转动销安装在第一安装位上;本申请解决了现有技术中注塑码模具装置费时费力,劳动强度大,存在安全隐患的问题,节约了换模时间,降低了劳动强度,消除了安全隐患。
技术研发人员:王纯东,陈旭峰,陈强
受保护的技术使用者:庆铃汽车(集团)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!