汽车塑料配件喷涂前处理生产线的制作方法
本发明涉及塑料配件喷涂前处理设备,尤其涉及汽车塑料配件喷涂前处理生产线。
背景技术:
1、在汽车塑料配件喷涂前,对工件进行加热保温处理,可消除工件成型时形成的内应力,避免涂装后开裂。上述加热保温处理具体为:将工件加热至60℃,然后保温2小时。
2、由上可知,汽车塑料配件的前处理需要大量时间,为了提高加工效率,需要多台前处理设备同时对待处理工件进行前处理。但是,在多台前处理设备同时对待处理工件进行前处理时,对于待处理工件的上料,需要多个工人完成,人工成本高,且有时每个工人需要负责多台设备的上料工作,一个工人负责多台设备时,只能一台台的上料,加工效率低。
技术实现思路
1、为解决背景技术中存在的技术问题,本发明提出汽车塑料配件喷涂前处理生产线。
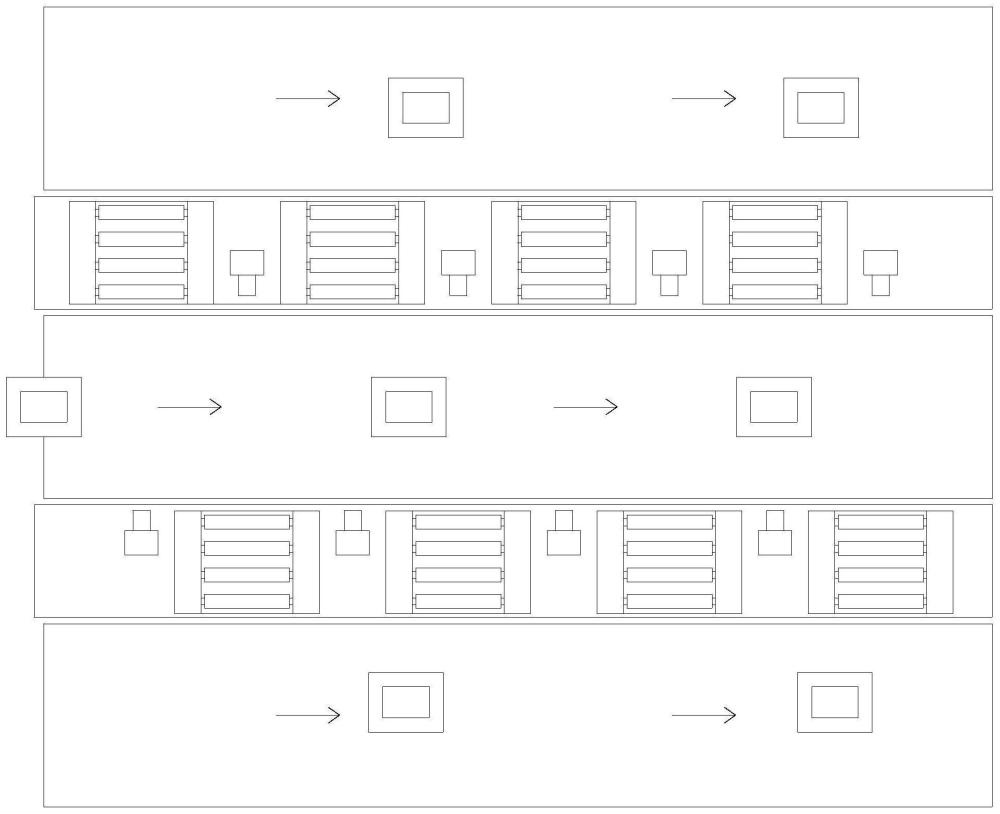
2、本发明提出的汽车塑料配件喷涂前处理生产线,包括:
3、下模组件,用于固定待处理工件;
4、第一输送线,用于输送所述下模组件;
5、若干上模组件,所述下模组件和上模组件合模,对待处理工件进行前处理,所述上模组件设置于第一输送线一侧或两侧,且同一侧的所述上模组件沿第一输送线输送方向依次设置;
6、若干推动组件,所述推动组件设置于第一输送线两侧,用于将所述第一输送线上的下模组件推入上模组件的正下部。
7、作为上述技术方案的改进,所述的汽车塑料配件喷涂前处理生产线,所述下模组件和上模组件上分别设置下压板和上压板,所述下压板和上压板形状和待处理工件的形状贴合,所述下压板和上压板中至少有一个为加热器件,所述下压板和上压板上都布设尖刺状凸起,且所述上压板为中空结构,所述上压板的尖刺状凸起和内部空腔之间具有注胶通道。
8、作为上述技术方案的改进,所述的汽车塑料配件喷涂前处理生产线,所述上模组件的下部设置有定位组件,用于固定所述下模组件;所述定位组件包括相对设置的一对立板,所述立板上设置有第一气缸。
9、作为上述技术方案的改进,所述的汽车塑料配件喷涂前处理生产线,所述上模组件的上部设置于驱动组件,用于驱动上模组件升降;所述驱动组件包括支撑架和第二气缸,所述第二气缸竖直固定在支撑架上,所述第二气缸的下端和上模组件固定连接。
10、作为上述技术方案的改进,所述的汽车塑料配件喷涂前处理生产线,所述上模组件远离第一输送线的一侧设置有第二输送线,用于将前处理加工后的工件送至喷涂工位。
11、作为上述技术方案的改进,所述的汽车塑料配件喷涂前处理生产线,所述第一输送线和第二输送线都为输送带。
12、作为上述技术方案的改进,所述的汽车塑料配件喷涂前处理生产线,相对设置的一对所述立板之间设置有输送辊组,所述输送辊组的输送方向为由第一输送线输送至第二输送线,所述第一输送线的上表面、输送辊组的上表面以及第二输送线的上表面平齐。
13、作为上述技术方案的改进,所述的汽车塑料配件喷涂前处理生产线,所述推动组件包括第三气缸。
14、作为上述技术方案的改进,所述的汽车塑料配件喷涂前处理生产线,在所述第一输送线两侧都具有上模组件时,所述第一输送线两侧的上模组件交错设置。
15、有益效果:本发明的汽车塑料配件喷涂前处理生产线,一个工人即可完成工件的上下料,节约人工成本,提高加工效率。
16、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.汽车塑料配件喷涂前处理生产线,其特征在于:包括:
2.根据权利要求1所述的汽车塑料配件喷涂前处理生产线,其特征在于:所述下模组件(100)和上模组件(300)上分别设置下压板(110)和上压板(310),所述下压板(110)和上压板(310)形状和待处理工件(900)的形状贴合,所述下压板(110)和上压板(310)中至少有一个为加热器件,所述下压板(110)和上压板(310)上都布设尖刺状凸起,且所述上压板(310)为中空结构,所述上压板(310)的尖刺状凸起和内部空腔之间具有注胶通道。
3.根据权利要求1所述的汽车塑料配件喷涂前处理生产线,其特征在于:所述上模组件(300)的下部设置有定位组件(500),用于固定所述下模组件(100);所述定位组件(500)包括相对设置的一对立板(510),所述立板(510)上设置有第一气缸(520)。
4.根据权利要求1所述的汽车塑料配件喷涂前处理生产线,其特征在于:所述上模组件(300)的上部设置于驱动组件(600),用于驱动上模组件(300)升降;所述驱动组件(600)包括支撑架(610)和第二气缸(620),所述第二气缸(620)竖直固定在支撑架(610)上,所述第二气缸(620)的下端和上模组件(300)固定连接。
5.根据权利要求3所述的汽车塑料配件喷涂前处理生产线,其特征在于:所述上模组件(300)远离第一输送线(200)的一侧设置有第二输送线(700),用于将前处理加工后的工件送至喷涂工位。
6.根据权利要求5所述的汽车塑料配件喷涂前处理生产线,其特征在于:所述第一输送线(200)和第二输送线(700)都为输送带。
7.根据权利要求5所述的汽车塑料配件喷涂前处理生产线,其特征在于:相对设置的一对所述立板(510)之间设置有输送辊组(530),所述输送辊组(530)的输送方向为由第一输送线(200)输送至第二输送线(700),所述第一输送线(200)的上表面、输送辊组(530)的上表面以及第二输送线(700)的上表面平齐。
8.根据权利要求1所述的汽车塑料配件喷涂前处理生产线,其特征在于:所述推动组件(400)包括第三气缸(410)。
9.根据权利要求1所述的汽车塑料配件喷涂前处理生产线,其特征在于:在所述第一输送线(200)两侧都具有上模组件(300)时,所述第一输送线(200)两侧的上模组件(300)交错设置。
技术总结
本发明公开了汽车塑料配件喷涂前处理生产线,涉及塑料配件喷涂前处理设备技术领域,包括:下模组件,用于固定待处理工件;第一输送线,用于输送所述下模组件;若干上模组件,所述下模组件和上模组件合模,对待处理工件进行前处理,所述上模组件设置于第一输送线一侧或两侧,且同一侧的所述上模组件沿第一输送线输送方向依次设置;若干推动组件,所述推动组件设置于第一输送线两侧,用于将所述第一输送线上的下模组件推入上模组件的正下部。本发明的汽车塑料配件喷涂前处理生产线,一个工人即可完成工件的上下料,节约人工成本,提高加工效率。
技术研发人员:刘永友,苏龙荣,杨著权,后龙,张丽云
受保护的技术使用者:马鞍山艾路里橡塑科技有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!