一种玻璃钢管道模压工艺的制作方法
本发明涉及管道加工,具体为一种玻璃钢管道模压工艺。
背景技术:
1、玻璃钢电力管道又称玻璃纤维增强塑料导管,以玻璃纤维为增强材料,与不饱和树脂粘结成型,可分为低碱、中碱、高碱管,根据含碱量确认质量好差,玻璃钢电力管抗压力强、重量轻、内壁光滑,摩擦系数小,在穿用电缆时轻松,不损伤电缆。玻璃钢电力管,是电力电缆、通信电缆地下设施中,在受外界压力或碰撞时,起保护作用的电缆保护装置。
2、现有玻璃钢电力管道主要采用拉挤缠绕和拉挤编织。拉挤缠绕是在模具上先上一层玻璃纤维布,再缠绕浸透树脂的玻璃纤维纱,最后在外表面上一层玻璃纤维布后加热固化成型;拉挤编织缠绕是采用2-3纵横向交叉的玻璃纤维纱在模具上加树脂拉挤加热固化成型。但通过这些方法加工的管道内壁及表面光滑度仍存在一定的欠缺,同时产品的强度有限,在受到较大的外界压力或碰撞时仍存在破裂的风险。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种玻璃钢管道模压工艺,提高了管道的光滑度和整体的强度,提高电缆的通过性。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
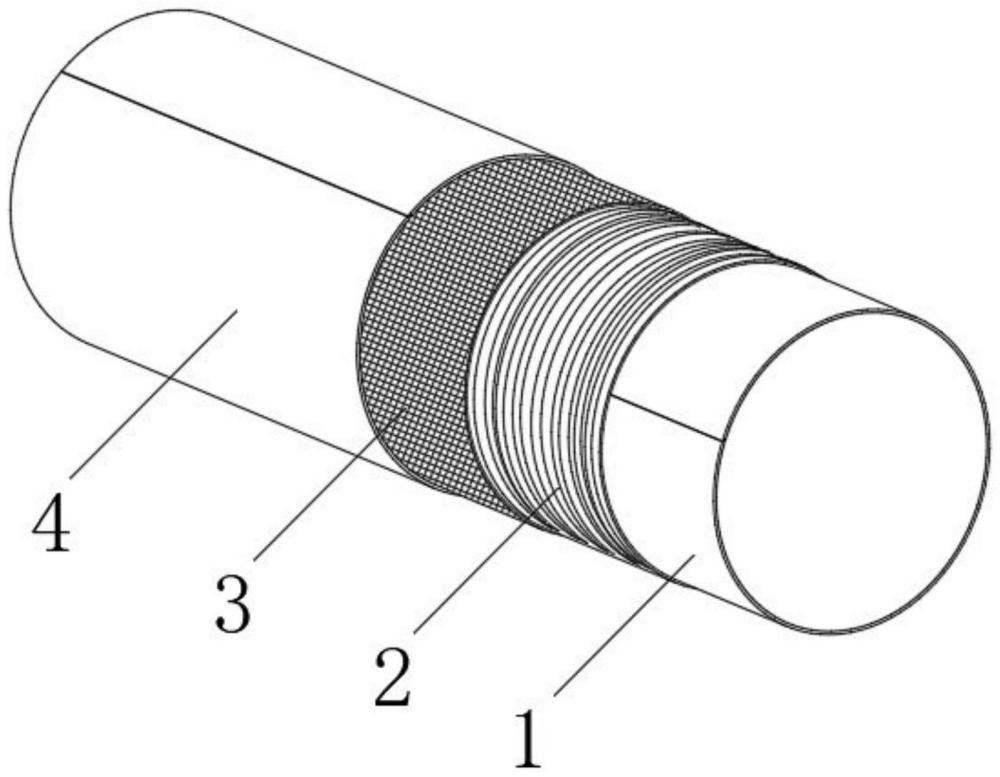
5、一种玻璃钢管道包括内玻璃钢层和外玻璃钢层,所述内玻璃钢层的表面设置有缠绕层,所述缠绕层的表面设置有编织层,所述外玻璃钢层包覆在编织层的表面,所述缠绕层和编织层的材料采用玻璃纤维纱和树脂,所述内玻璃钢层和外玻璃钢层的连接处采用卡槽交接加温固化。
6、一种玻璃钢管道模压工艺,包括以下步骤:
7、a)、清除管道内模具和外模具的表面杂物,做好拉挤缠绕和拉挤编织的相关准备工作,配好含有促进剂、固化剂和增强剂的树脂;
8、b)、启动缠绕机,设置参数,检查设备是否运转正常,根据管径大小选用合适的玻璃钢平板放置在内模具表面,通过缠绕机将玻璃纤维纱缠绕在玻璃钢平板表面,使得玻璃钢平板包覆在模具表面;
9、c)、将树脂均匀淋在带有玻璃纤维的玻璃钢平板表面;
10、d)、启动编织机,设置参数,将玻璃纤维纱编织在缠绕后的表面;
11、e)、在编织后的表面均匀涂抹树脂,将另一玻璃钢平板设置在编织后的表面,利用外模具将玻璃钢平板包覆在编织后的表面;
12、f)、内模具和外模具通过加热模块对树脂进行加热固化成型;
13、g)、打开外模具,用牵引机将固化进行中的管道从模具中拉出;
14、h)、用切割机按设定长度切断,当管道外表面巴氏硬度不低于25时,对管道进行修整,打磨承插口端部毛刺后得到成品管道。
15、优选的,所述步骤a中的促进剂采用钴水,固化剂采用过氧化甲乙酮,树脂采用聚酰树脂、间苯型不饱和聚酰树脂、双酚a型不饱和聚酰树脂或乙烯基酰树脂中的一种,增强剂采用jn-01型增强剂。
16、优选的,所述玻璃钢平板的厚度为1-5mm,所述玻璃钢平板的连接处采用卡槽交接加温固化。
17、优选的,所述内模具的表面均匀涂敷有脱模蜡,脱模蜡的厚度为0.1-0.5mm。
18、优选的,所述步骤f中内模具和外模具的温度控制在80~130℃。
19、优选的,所述步骤b中玻璃纤维纱从纱架上浸过树脂后再进行缠绕。
20、优选的,所述步骤h中的修整包括修整承口、修整插口及表面处理。
21、(三)有益效果
22、本发明提供了一种玻璃钢管道模压工艺。具备以下有益效果:
23、通过设置的内玻璃钢层和外玻璃钢层一方面提高了整体的强度,保证在使用过程中不被压裂,另一方面由于玻璃钢层的整体性更好,提高了管道的防渗漏性能,同时保证了管道表面的光滑,电缆的通过性更好。
技术特征:
1.一种玻璃钢管道模压工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种玻璃钢管道模压工艺,其特征在于:所述步骤a中的促进剂采用钴水,固化剂采用过氧化甲乙酮,树脂采用聚酰树脂、间苯型不饱和聚酰树脂、双酚a型不饱和聚酰树脂或乙烯基酰树脂中的一种,增强剂采用jn-01型增强剂。
3.根据权利要求1所述的一种玻璃钢管道模压工艺,其特征在于:所述玻璃钢平板的厚度为1-5mm,所述玻璃钢平板的连接处采用卡槽交接加温固化。
4.根据权利要求1所述的一种玻璃钢管道模压工艺,其特征在于:所述内模具的表面均匀涂敷有脱模蜡,脱模蜡的厚度为0.1-0.5mm。
5.根据权利要求1所述的一种玻璃钢管道模压工艺,其特征在于:所述步骤f中内模具和外模具的温度控制在80~130℃。
6.根据权利要求1所述的一种玻璃钢管道模压工艺,其特征在于:所述步骤b中玻璃纤维纱从纱架上浸过树脂后再进行缠绕。
7.根据权利要求1所述的一种玻璃钢管道模压工艺,其特征在于:所述步骤h中的修整包括修整承口、修整插口及表面处理。
技术总结
本发明公开了一种玻璃钢管道模压工艺,包括以下步骤:清除管道内模具和外模具的表面杂物,做好相关准备工作,配好树脂;通过缠绕机将玻璃纤维纱缠绕在玻璃钢平板表面,使得玻璃钢平板包覆在模具表面;将树脂均匀淋在带有玻璃纤维的玻璃钢平板表面;将玻璃纤维纱编织在缠绕后的表面;在编织后的表面均匀涂抹树脂,将另一玻璃钢平板设置在编织后的表面,利用外模具将玻璃钢平板包覆在编织后的表面;加热固化成型;管道从模具中拉出;按设定长度切断、修整、打磨。本发明涉及管道加工技术领域。该种玻璃钢管道模压工艺一方面提高了整体的强度,保证在使用过程中不被压裂,另一方面高了管道的防渗漏性能,同时保证了管道表面的光滑。
技术研发人员:严伯明
受保护的技术使用者:浙江爱宇新材料有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!