一种复合材料C型梁制备方法与流程
本发明涉及复合材料制造领域,具体而言,涉及一种复合材料c型梁制备方法。
背景技术:
1、复合材料c型梁广泛应用于飞机主承力壁板结构中,具有扭转刚度更高、弯曲稳定性更优的特点。
2、目前市面上在成型复合材料c型梁的过程中,通常利用铺放设备在平板工装上直接铺放碳纤维,导致首层碳纤维的铺放质量低,从而导致铺放出的层合板料片整体质量低,进而影响复合材料c型梁的质量。
技术实现思路
1、本发明的目的在于提供一种复合材料c型梁制备方法,能够制备得到质量更好的复合材料c型梁。
2、本发明实施例提供一种技术方案:
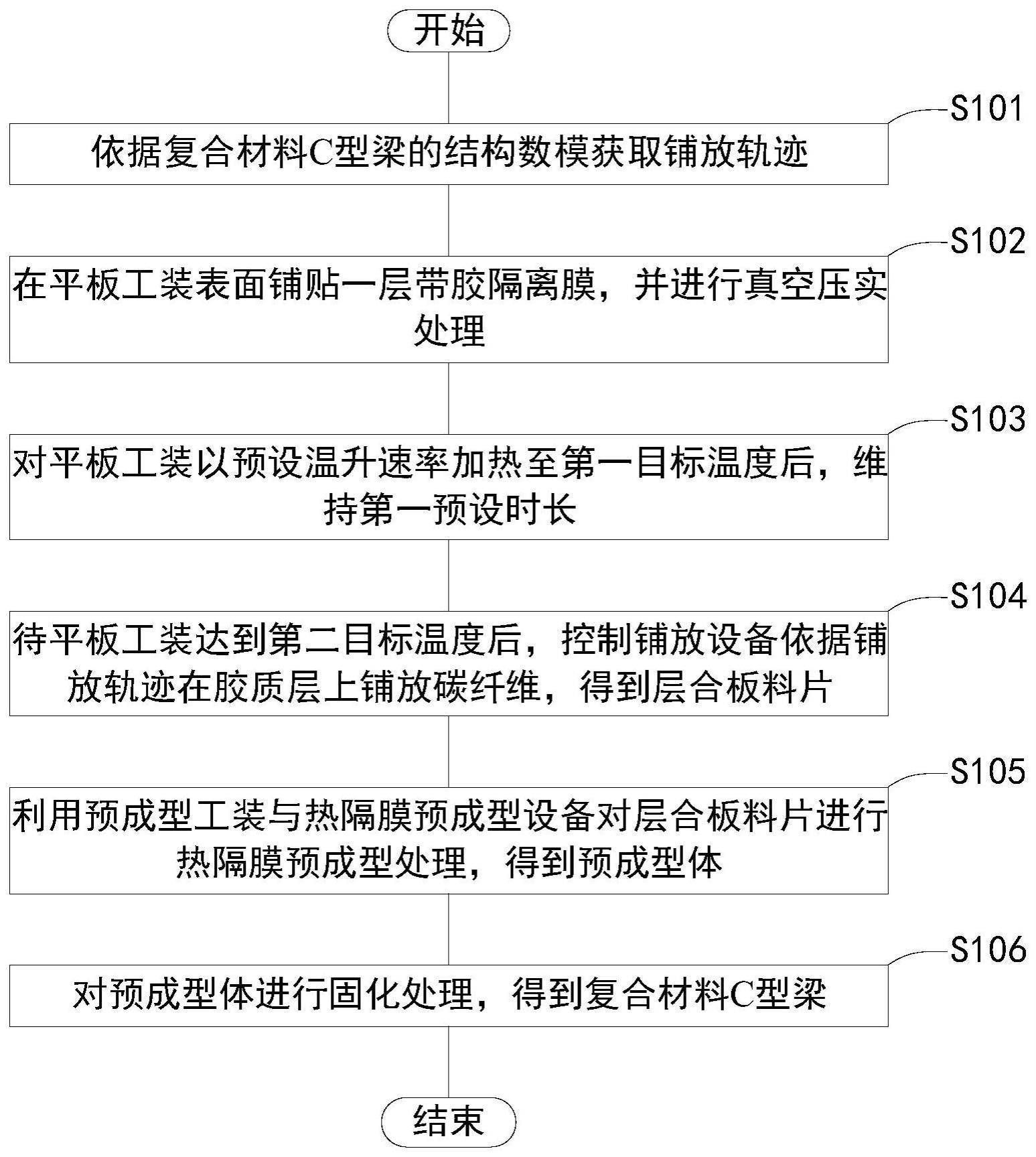
3、一种复合材料c型梁制备方法,包括:
4、在平板工装表面铺贴一层带胶隔离膜,并进行真空压实处理,其中,所述带胶隔离膜背离所述平板工装的一侧具有胶质层;
5、对所述平板工装以预设温升速率加热至第一目标温度后,维持第一预设时长;
6、待所述平板工装达到第二目标温度后,控制铺放设备依据铺放轨迹在所述胶质层上铺放碳纤维,得到层合板料片;
7、利用预成型工装与热隔膜预成型设备对所述层合板料片进行热隔膜预成型处理,得到预成型体;
8、对所述预成型体进行固化处理,得到复合材料c型梁。
9、进一步地,所述预设温升速率为5℃/min,所述第一目标温度为60℃,所述第一预设时长为2h。
10、进一步地,所述第二目标温度处于40℃~50℃范围内。
11、进一步地,在所述控制铺放设备依据预存的铺放轨迹在所述胶质层上铺放碳纤维,得到层合板料片的步骤之前,还包括:
12、依据复合材料c型梁的结构数模获取铺放轨迹。
13、进一步地,所述依据复合材料c型梁的结构数模获取铺放轨迹的步骤包括:
14、利用软件展平所述复合材料c型梁的结构数模,并提取展平后的图像轮廓;
15、利用软件根据所述图像轮廓规划所述铺放轨迹。
16、进一步地,在所述利用预成型工装与热隔膜预成型设备对所述层合板料片进行热隔膜预成型处理,得到预成型体的步骤之前,还包括:
17、在所述层合板料片上覆盖转运隔离膜。
18、进一步地,所述利用预成型工装与热隔膜预成型设备对所述层合板料片进行热隔膜预成型处理,得到预成型体的步骤包括:
19、将所述预成型工装与所述层合板料片在所述热隔膜预成型设备的真空平台上进行定位;
20、控制所述热隔膜预成型设备对所述层合板料片进行热隔膜预成型处理,得到所述预成型体。
21、进一步地,所述将所述预成型工装与所述层合板料片在所述热隔膜预成型设备的真空平台上进行定位的步骤包括:
22、将所述预成型工装置于所述热隔膜预成型设备的真空平台上的指定工作区域;
23、在所述预成型工装表面铺贴基础隔离膜;
24、将所述层合板料片转移至所述基础隔离膜上并与预成型工装进行定位;
25、在所述层合板料片的上表面依次铺贴顶层隔离膜与可剥布。
26、进一步地,所述控制所述热隔膜预成型设备对所述层合板料片进行热隔膜预成型处理的步骤包括:
27、在压力维持0kpa的状态下,将所述层合板料片加热至第三目标温度;
28、以第一压强变化速度抽真空至第一目标压强;
29、以第二压强变化速度抽真空至第二目标压强后,维持第二预设时长;
30、对所述层合板料片进行降温处理,以使所述层合板料片温度达到第四目标温度;
31、将所述层合板料片拆离所述预成型工装,得到所述预成型体。
32、进一步地,所述第三目标温度处于55℃~65℃之间,所述第一压强变化速度处于0.01kpa/s~0.02kpa/s之间,所述第一目标压强处于-15kpa~-20kpa之间,所述第二压强变化速度为10kpa/s,所述第二目标压强处于-80kpa~-90kpa之间,所述第二预设时长为5min,所述第四目标温度处于35℃~45℃之间。
33、相比现有技术,本发明提供的复合材料c型梁制备方法,在平板工装上铺放碳纤维之前,对平板工装进行了处理,使得平板工装表面压实一层带胶隔离膜,在进行碳纤维铺放时,首层碳纤维铺放在带胶隔离膜的胶质层上,胶质层对首层碳纤维起到粘接定位的作用,保证首层铺放效果,从而提升铺放完成得到的层合板料片的质量,进而提升制备得到的复合材料c型梁的质量。因此,本发明提供的复合材料c型梁的有益效果包括:能够制备得到质量更好的复合材料c型梁。
技术特征:
1.一种复合材料c型梁制备方法,其特征在于,包括:
2.根据权利要求1所述的复合材料c型梁制备方法,其特征在于,所述预设温升速率为5℃/min,所述第一目标温度为60℃,所述第一预设时长为2h。
3.根据权利要求1所述的复合材料c型梁制备方法,其特征在于,所述第二目标温度处于40℃~50℃范围内。
4.根据权利要求1所述的复合材料c型梁制备方法,其特征在于,在所述控制铺放设备依据预存的铺放轨迹在所述胶质层上铺放碳纤维,得到层合板料片(30)的步骤之前,还包括:
5.根据权利要求4所述的复合材料c型梁制备方法,其特征在于,所述依据复合材料c型梁的结构数模获取铺放轨迹的步骤包括:
6.根据权利要求1所述的复合材料c型梁制备方法,其特征在于,在所述利用预成型工装(50)与热隔膜预成型设备对所述层合板料片(30)进行热隔膜预成型处理,得到预成型体的步骤之前,还包括:
7.根据权利要求1所述的复合材料c型梁制备方法,其特征在于,所述利用预成型工装(50)与热隔膜预成型设备对所述层合板料片(30)进行热隔膜预成型处理,得到预成型体的步骤包括:
8.根据权利要求7所述的复合材料c型梁制备方法,其特征在于,所述将所述预成型工装(50)与所述层合板料片(30)在所述热隔膜预成型设备的真空平台(40)上进行定位的步骤包括:
9.根据权利要求7所述的复合材料c型梁制备方法,其特征在于,所述控制所述热隔膜预成型设备对所述层合板料片(30)进行热隔膜预成型处理的步骤包括:
10.根据权利要求9所述的复合材料c型梁制备方法,其特征在于,所述第三目标温度处于55℃~65℃之间,所述第一压强变化速度处于0.01kpa/s~0.02kpa/s之间,所述第一目标压强处于-15kpa~-20kpa之间,所述第二压强变化速度为10kpa/s,所述第二目标压强处于-80kpa~-90kpa之间,所述第二预设时长为5min,所述第四目标温度处于35℃~45℃之间。
技术总结
本发明公开了一种复合材料C型梁制备方法,涉及复合材料制造领域。该复合材料C型梁制备方法包括:在平板工装表面铺贴一层带胶隔离膜,并进行真空压实处理,其中,带胶隔离膜背离平板工装的一侧具有胶质层;对平板工装以预设温升速率加热至第一目标温度后,维持第一预设时长;待平板工装达到第二目标温度后,控制铺放设备依据铺放轨迹在胶质层上铺放碳纤维,得到层合板料片;利用预成型工装与热隔膜预成型设备对层合板料片进行热隔膜预成型处理,得到预成型体;对预成型体进行固化处理,得到复合材料C型梁。本发明提供的复合材料C型梁能够制备得到质量更好的复合材料C型梁。
技术研发人员:齐磊,张旭,武子珺,叶亮,苏建瑜
受保护的技术使用者:中建材(上海)航空技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!