一种门底毛刷条的制作方法及其设备与流程
本发明涉及毛刷产品制备,具体为一种门底毛刷条的制作方法及其设备。
背景技术:
1、门底密封条分胶板式和刷式两种,现有技术的刷式门底密封条的毛刷是固定在条板上的,当毛刷破旧磨损后,用工具连同条板一起从门底拆下抛掉,再更换一只新的,而门底毛刷条的制作相对复杂,随着市场需求越来越大,人工生产毛刷时旋转动作慢尼龙丝很容易脱落使制作出来的刷子整齐度差,不够耐用,自动化程度较低,需要提升生产效率,因此急需一种门底毛刷条的制作方法及其设备。
技术实现思路
1、为解决上述技术问题,本发明提出一种门底毛刷条的制作方法及其设备。
2、为了达到上述目的,本发明采用以下技术方案:
3、第一方面,本发明公开了一种门底毛刷条的制作方法,其特征在于,包括如下步骤:s1、准备胶条和毛条,并对其进行检验;s2、将胶条和毛条按要求装入到成型装置处;s3、通过成型装置的压合机构对胶条和毛条进行压合处理;
4、s4、通过成型装置的热条机构对胶条和毛条进行热条处理;s5、通过成型装置的收集机构对产品进行裁切收集处理;s6、通过成型装置的打包机构对产品进行打包处理,即可得到所需的门底毛刷条。
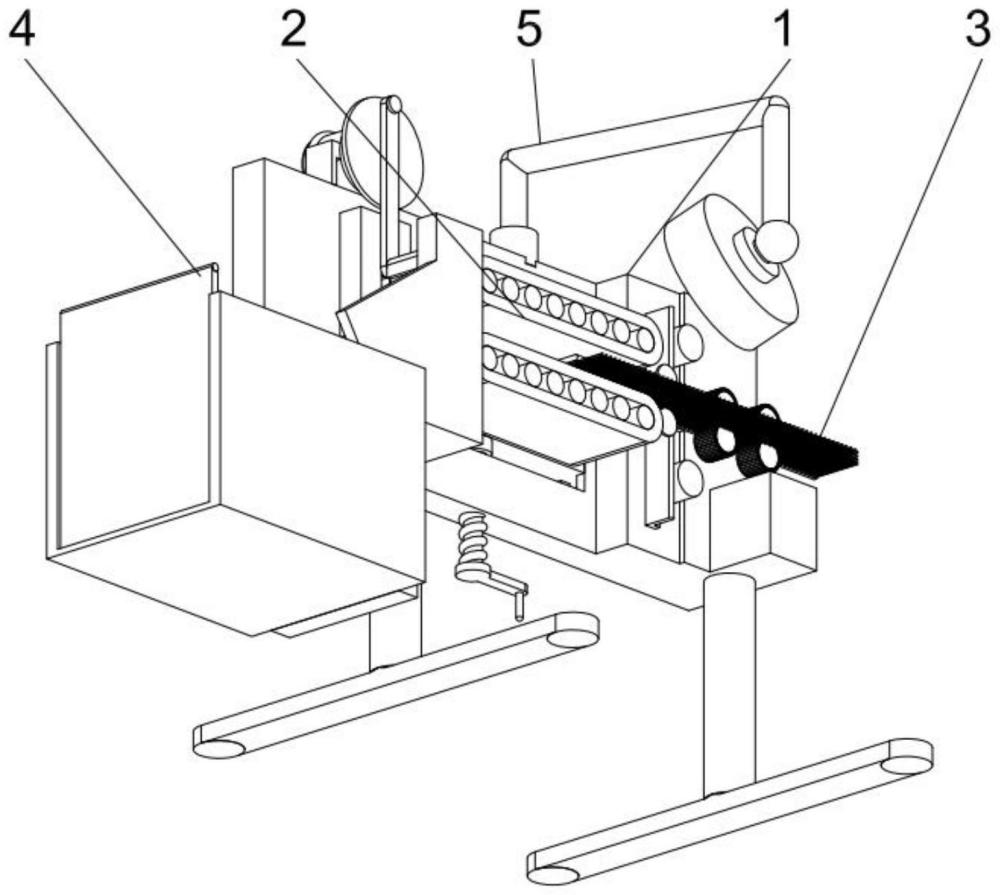
5、第二方面,本发明公开了一种门底毛刷条成型装置,包括承力台、压合机构、热条机构和收集机构,所述承力台一端安装有压合机构;所述承力台一端安装有热条机构;所述承力台一端安装有收集机构,所述承力台一端安装有散热扇。
6、所述压合机构包括牵引电机、带动轴、压条带、联承轴、支带柱、连排转槽和顶位杆,所述承力台后端安装有牵引电机,所述牵引电机一端安装有带动轴,所述带动轴一端安装有压条带,所述压条带内端安装有联承轴,所述承力台一端安装有支带柱,所述支带柱一端开设有连排转槽,所述支带柱下端安装有顶位杆。
7、所述支带柱通过顶位杆与承力台构成升降结构,且压条带通过带动轴与承力台构成旋转结构。
8、所述热条机构包括承筒槽、压刷转筒、毛条、支塑槽、限塑筒、胶条、合位轴和控温融胶块,所述承力台一端开设有承筒槽,所述承筒槽内端安装有压刷转筒,所述压刷转筒一端安装有毛条,所述承力台一端开设有支塑槽,所述支塑槽内端安装有限塑筒,所述限塑筒一端安装有胶条,所述胶条一端安装有合位轴,所述胶条一端贴合有控温融胶块。
9、所述胶条通过限塑筒与承力台活动连接,且压刷转筒通过承筒槽与承力台构成旋转结构。
10、所述收集机构包括切割电机、转盘轴、受力杆、切条刀、滑槽、导料道、收刷斗、限板槽和挡板,所述承力台上端安装有切割电机,所述切割电机一端安装有转盘轴,所述转盘轴一端安装有受力杆,所述受力杆下端安装有切条刀,所述承力台一端开设有滑槽,所述承力台一端开设有导料道,所述导料道下端安装有收刷斗,所述收刷斗一端开设有限板槽,所述限板槽内端安装有挡板。
11、所述切条刀通过转盘轴与承力台构成升降结构,所述挡板通过限板槽与收刷斗构成滑动结构。
12、与现有技术相比,本发明的有益效果是:
13、1、本发明采用该制作方法,制作方便快速。
14、2、本发明通过设置的承力台、压合机构和散热扇,可以通过装置中安装有的控温融胶块对贴附的上下胶条内端进行加热以融化表面位置的胶,开启牵引电机带动带动轴上的压条带进行旋转,联承轴支撑压条带的对毛刷条的压覆且不影响压条带的旋转,此时被夹住的毛条和胶条被牵引挤压,此时可以开启散热扇对表面熔化的胶条降温,使得胶条热熔的表面重新凝固与毛条融合固定,提升装置对毛刷条成型的工作效率;
15、3、本发明通过设置的承力台和热条机构,可以通过装置中安装的压条带的牵引将压合好的毛刷条牵引至切条刀一端,启动并控制切割电机的速率带动转盘轴上的受力杆运动,从而带动切条刀在滑槽内部上下运动对经过的毛刷条进行定长切割操作,切割好的毛刷条顺着导料道落入下端的收刷斗,当收刷斗存储一定量的时候可以操作挡板在限板槽上向上滑动打开收刷斗进行收集成型好的毛刷条,提升装置的收集效果;
16、4、本发明通过设置的承力台和防护板,可以通过装置中安装的胶条从限塑筒上端卡入,并绕过合位轴的下端置于两个压条带之间的空隙,对称操作下半部分的胶条,而后将毛条背胶位置贴附承力台安装于上下设置的压刷转筒之间,并旋转操作顶位杆向上控制支带柱上的联承轴向上运动从而调整两个压条带之间的距离,使得上下胶条对毛条夹紧操作,压条带旋转即可带动胶条和毛条的进料,节省人力,提升装置的实用性。
技术特征:
1.一种门底毛刷条的制作方法,其特征在于,包括如下步骤:s1、准备胶条和毛条,并对其进行检验;s2、将胶条和毛条按要求装入到成型装置处;s3、通过成型装置的压合机构对胶条和毛条进行压合处理;s4、通过成型装置的热条机构对胶条和毛条进行热条处理;s5、通过成型装置的收集机构对产品进行裁切收集处理;s6、通过成型装置的打包机构对产品进行打包处理,即可得到所需的门底毛刷条。
2.一种门底毛刷条成型装置,包括承力台(1)、压合机构(2)、热条机构(3)和收集机构(4),其特征在于:所述承力台(1)一端安装有压合机构(2);所述承力台(1)一端安装有热条机构(3);所述承力台(1)一端安装有收集机构(4),所述承力台(1)一端安装有散热扇(5)。
3.根据权利要求2所述的一种门底毛刷条成型装置,其特征在于:所述压合机构(2)包括牵引电机(201)、带动轴(202)、压条带(203)、联承轴(204)、支带柱(205)、连排转槽(206)和顶位杆(207),所述承力台(1)后端安装有牵引电机(201),所述牵引电机(201)一端安装有带动轴(202),所述带动轴(202)一端安装有压条带(203),所述压条带(203)内端安装有联承轴(204),所述承力台(1)一端安装有支带柱(205),所述支带柱(205)一端开设有连排转槽(206),所述支带柱(205)下端安装有顶位杆(207)。
4.根据权利要求2所述的一种门底毛刷条成型装置,其特征在于:所述支带柱(205)通过顶位杆(207)与承力台(1)构成升降结构,且压条带(203)通过带动轴(202)与承力台(1)构成旋转结构。
5.根据权利要求2所述的一种门底毛刷条成型装置,其特征在于:所述热条机构(3)包括承筒槽(301)、压刷转筒(302)、毛条(303)、支塑槽(304)、限塑筒(305)、胶条(306)、合位轴(307)和控温融胶块(308),所述承力台(1)一端开设有承筒槽(301),所述承筒槽(301)内端安装有压刷转筒(302),所述压刷转筒(302)一端安装有毛条(303),所述承力台(1)一端开设有支塑槽(304),所述支塑槽(304)内端安装有限塑筒(305),所述限塑筒(305)一端安装有胶条(306),所述胶条(306)一端安装有合位轴(307),所述胶条(306)一端贴合有控温融胶块(308)。
6.根据权利要求5所述的一种门底毛刷条成型装置,其特征在于:所述胶条(306)通过限塑筒(305)与承力台(1)活动连接,且压刷转筒(302)通过承筒槽(301)与承力台(1)构成旋转结构。
7.根据权利要求2所述的一种门底毛刷条成型装置,其特征在于:所述收集机构(4)包括切割电机(401)、转盘轴(402)、受力杆(403)、切条刀(404)、滑槽(405)、导料道(406)、收刷斗(407)、限板槽(408)和挡板(409),所述承力台(1)上端安装有切割电机(401),所述切割电机(401)一端安装有转盘轴(402),所述转盘轴(402)一端安装有受力杆(403),所述受力杆(403)下端安装有切条刀(404),所述承力台(1)一端开设有滑槽(405),所述承力台(1)一端开设有导料道(406),所述导料道(406)下端安装有收刷斗(407),所述收刷斗(407)一端开设有限板槽(408),所述限板槽(408)内端安装有挡板(409)。
8.根据权利要求7所述的一种门底毛刷条成型装置,其特征在于:所述切条刀(404)通过转盘轴(402)与承力台(1)构成升降结构,所述挡板(409)通过限板槽(408)与收刷斗(407)构成滑动结构。
技术总结
本发明公开了一种门底毛刷条的制作方法及其设备,其特征在于,包括如下步骤:S1、准备胶条和毛条,并对其进行检验;S2、将胶条和毛条按要求装入到成型装置处;S3、通过成型装置的压合机构对胶条和毛条进行压合处理;S4、通过成型装置的热条机构对胶条和毛条进行热条处理;S5、通过成型装置的收集机构对产品进行裁切收集处理;S6、通过成型装置的打包机构对产品进行打包处理,即可得到所需的门底毛刷条。
技术研发人员:徐峰,姚森,姚泽,刘红杰
受保护的技术使用者:海宁市力佳隆门窗密封条有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!