注塑成型变形补偿方法及汽车挡水条注塑成型方法与流程
本发明属于注塑,具体涉及一种注塑成型变形补偿方法及汽车挡水条注塑成型方法。
背景技术:
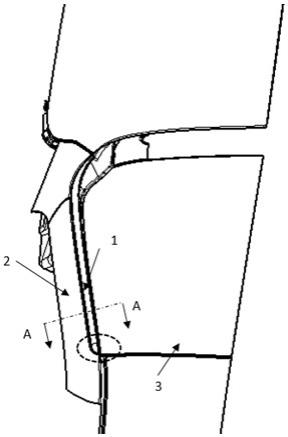
1、随着人们对汽车外观品质的要求越来越高,对汽车内饰件的品质及加工工艺提出了很高的要求。汽车a外立柱是汽车上的外饰装配件,位于用户最可见的区域,汽车a外立柱的装配质量对汽车外观品质有着重要的影响。参照图1和2,汽车a外立柱2上设置有挡水条1,现有的挡水条产品成型时,在挡水条尖端往往存在翘曲变形,导致挡水条尖端的间隙面差难以满足设计要求,在尖端位置处容易出现老鼠洞(装配不良导致的孔洞),且在四周的密封裙边6与钣金件3的结合位置处也容易出现装配间隙,从而影响到汽车a外立柱的装配外观质量。
技术实现思路
1、本发明的目的在于提供一种注塑成型变形补偿方法及汽车挡水条注塑成型方法,以解决挡水条在注塑成型后发生变形导致的装配质量问题。
2、本发明通过下述技术方案实现:
3、注塑成型变形补偿方法,包括:
4、s01、对产品注塑成型后的变形情况进行分析,并获取产品发生变形的变形数据;
5、s02、根据所述变形数据获取产品上开始发生变形的起始位置、变形量最大的位置以及变形量最大位置处的变形量;
6、s03、根据变形的起始位置与变形量最大位置之间距离和变形量最大位置处的变形量,以变形的起始位置为原点,获取产品上在变形量最大位置处相对于其初始状态下的变形偏转角度;
7、s04、根据得到的变形偏转角度设定变形补偿角度,从变形的起始位置处开始朝产品发生变形的反方向上将设计产品偏转设定的变形补偿角度,得到补偿后的产品设计模型。
8、在一些实施例中,步骤s01中,所述变形数据为产品变形量最小时的产品变形数据。
9、在一些实施例中,获取产品变形量最小时对应的注塑工艺参数,采用所述注塑工艺参数和补偿后的产品设计模型对产品进行注塑成型。
10、在一些实施例中,分析由冷却所引起的变形、体积收缩所引起的变形、材料分子配向所引起的变形对产品变形的影响,对注塑工艺参数进行优化,获取产品变形量最小时对应的注塑工艺参数。
11、在一些实施例中,从变形的起始位置朝变形量最大位置的一侧,在产品上发生变形的区域内设置尺寸渐变过渡区,所述尺寸渐变过渡区的长度与尺寸渐变过渡区在变形方向上的尺寸差值之间的比值不小于30。
12、另一方面,本发明还提供一种汽车挡水条注塑成型方法,所述挡水条采用双色注塑成型工艺注塑成型,所述方法包括以下步骤:
13、采用所述的注塑成型变形补偿方法,分别对挡水条硬胶产品、软胶产品进行补偿设计,得到补偿后的硬胶产品设计模型、软胶产品设计模型以及对应的注塑工艺参数;
14、根据得到的补偿后的硬胶产品设计模型、软胶产品设计模型以及对应的注塑工艺参数,对挡水条进行双色注塑成型。
15、在一些实施例中,所述注塑工艺参数为硬胶产品、软胶产品变形量最小时所对应的参数。
16、在一些实施例中,所述硬胶产品的材料为pp+30%gf;所述软胶产品的材料为tpe。
17、在一些实施例中,所述硬胶产品注塑工艺参数为:注射浇口数量设置为3个,保压大小设置为最大注射压力的80%。
18、在一些实施例中,所述软胶产品注塑工艺参数为:注射浇口数量设置为4个,保压大小设置为最大注射压力的80%。
19、本发明与现有技术相比,具有以下优点及有益效果:
20、本发明通过获取在对应注塑工艺参数下产品发生翘曲变形的变形量对产品设计进行预补偿,然后采用预补偿后的产品设计模型和对应的注塑工艺参数,进行产品的注塑成型,能够很好地解决产品在注塑成型中的翘曲变形问题,使注塑成型得到的外饰注塑件能够满足产品质量的要求。
21、该方法可广泛应用于易发生翘曲变形的汽车注塑件产品,能够避免修模,提高生产的良品率,提高汽车产品装配质量。
技术特征:
1.注塑成型变形补偿方法,其特征在于,包括:
2.根据权利要求1所述的注塑成型变形补偿方法,其特征在于,步骤s01中,所述变形数据为产品变形量最小时的产品变形数据。
3.根据权利要求2所述的注塑成型变形补偿方法,其特征在于,获取产品变形量最小时对应的注塑工艺参数,采用所述注塑工艺参数和补偿后的产品设计模型对产品进行注塑成型。
4.根据权利要求2所述的注塑成型变形补偿方法,其特征在于,分析由冷却所引起的变形、体积收缩所引起的变形、材料分子配向所引起的变形对产品变形的影响,对注塑工艺参数进行优化,获取产品变形量最小时对应的注塑工艺参数。
5.根据权利要求1所述的注塑成型变形补偿方法,其特征在于,从变形的起始位置朝变形量最大位置的一侧,在产品上发生变形的区域内设置尺寸渐变过渡区,所述尺寸渐变过渡区的长度与尺寸渐变过渡区在变形方向上的尺寸差值之间的比值不小于30。
6.汽车挡水条注塑成型方法,其特征在于,所述挡水条采用双色注塑成型工艺注塑成型,所述方法包括以下步骤:
7.根据权利要求6中所述的汽车挡水条注塑成型方法,其特征在于,所述注塑工艺参数为硬胶产品、软胶产品变形量最小时所对应的参数。
8.根据权利要求6中所述的汽车挡水条注塑成型方法,其特征在于,所述硬胶产品的材料为pp+30%gf;所述软胶产品的材料为tpe。
9.根据权利要求8中所述的汽车挡水条注塑成型方法,其特征在于,所述硬胶产品注塑工艺参数为:注射浇口数量设置为3个,保压大小设置为最大注射压力的80%。
10.根据权利要求8中所述的汽车挡水条注塑成型方法,其特征在于,所述软胶产品注塑工艺参数为:注射浇口数量设置为4个,保压大小设置为最大注射压力的80%。
技术总结
本发明公开了一种注塑成型变形补偿方法及汽车挡水条注塑成型方法,包括:对产品注塑成型后的变形情况进行分析,并获取产品发生变形的变形数据;根据变形的起始位置与变形量最大位置之间距离和变形量最大位置处的变形量,以变形的起始位置为原点,获取产品上在变形量最大位置处相对于其初始状态下的变形偏转角度;根据得到的变形偏转角度设定变形补偿角度,从变形的起始位置处开始朝产品发生变形的反方向上将设计产品偏转设定的变形补偿角度,得到补偿后的产品设计模型。本发明能够很好地解决产品在注塑成型中的翘曲变形问题,使注塑成型得到的外饰注塑件能够满足产品质量的要求。
技术研发人员:母健,邓毅学,徐静,何薇
受保护的技术使用者:成都航天模塑有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!