风电叶片的制造方法及风电叶片与流程
本发明涉及风电叶片制造,具体涉及风电叶片的制造方法及风电叶片。
背景技术:
1、风电叶片包括ps面和ss面,ps面壳体和ss面壳体粘结合构成完整的风电叶片壳体,在风电叶片的后缘存在空腔,因此,需要在风电叶片的后缘空腔内填充芯材,由于芯材具有较大的弯曲刚度和强度,在风电叶片后缘填充芯材可以提高整体和局部的抗屈曲能力,因此,后缘芯材垫块是叶片结构中不可或缺的一环。
2、目前钝尾缘叶片节圆越来越大,ps面和ss面之间的空腔也随之变大,由于后缘铺层比较复杂,导致后缘芯材垫块随形度较差,这成为行业内的痛点问题,也成为阻碍叶片提速的关键因素。
3、此外,在ps面壳体和ss面壳体的前缘和后缘铺设用于粘接合模的粘接法兰,待粘结法兰固化成型,通过结构胶将ps面壳体和ss面壳体的前缘和后缘粘接在一起,得到风电叶片。
4、这种方案中,在将ps面壳体的后缘和ss面壳体的后缘粘接过程中,壳体后缘的合模间隙不稳定,进一步加剧后缘芯材垫块的随型度差的问题,导致风电叶片在使用过程中出现后缘开裂等质量问题。
技术实现思路
1、有鉴于此,本发明提供了一种风电叶片的制造方法及风电叶片,以解决风电叶片的ps面壳体的后缘和ss面壳体的后缘合模间隙不稳定、后缘芯材随型度差、风电叶片后缘受力性能差的问题。
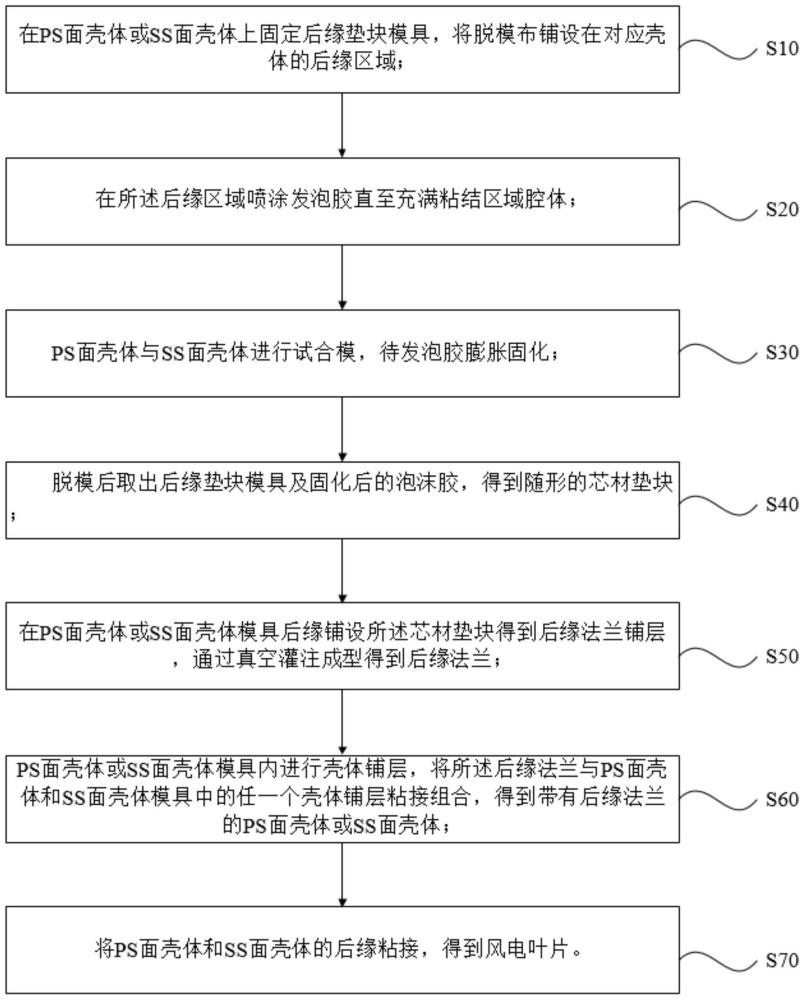
2、第一方面,本发明提供了一种风电叶片制造方法,包括以下步骤:在ps面壳体或ss面壳体上固定后缘垫块模具,将脱模布铺设在对应壳体的后缘区域;在所述后缘区域喷涂发泡胶直至充满粘结区域腔体;ps面壳体与ss面壳体进行试合模,待发泡胶膨胀固化;脱模后取出后缘垫块模具及固化后的泡沫胶,得到随形的芯材垫块;在ps面壳体或ss面壳体模具后缘铺设所述芯材垫块得到后缘法兰铺层,通过真空灌注成型得到后缘法兰;ps面壳体或ss面壳体模具内进行壳体铺层,将所述后缘法兰与ps面壳体和ss面壳体模具中的任一个壳体铺层粘接组合,得到带有后缘法兰的ps面壳体或ss面壳体;将ps面壳体和ss面壳体的后缘粘接,得到风电叶片。
3、有益效果:采用本发明提供的风电叶片制造方法,由于在所述后缘区域喷涂发泡胶直至充满粘结区域腔体;ps面壳体与ss面壳体进行试合模,待发泡胶膨胀固化;脱模后取出后缘垫块模具及固化后的泡沫胶,得到随形的芯材垫块,芯材垫块的随型度高,有利于叶片提速;同时,采用本发明提供的风电叶片制造方法,先得到后缘法兰的预制件,再与壳体铺层共同通过真空灌注工艺成型,得到带有后缘法兰的ps面壳体或ss面壳体,这样使得粘接角型腔更加随型,降低质量风险。
4、在一种可选的实施方式中,所述后缘垫块模具包括挡模板,在所述ps面壳体与ss面壳体进行试合模后,所述挡模板的上下两边沿分别和所述ps面壳体与ss面壳体抵接。
5、有益效果:通过设置挡模板,在ps面壳体与ss面壳体合模时,能够防止残胶进入叶片内腔,起到阻挡发泡胶的作用。
6、在一种可选的实施方式中,所述粘结区域腔体由所述ps面壳体、所述ss面壳体以及所述挡模板围设形成。
7、有益效果:由所述ps面壳体、所述ss面壳体以及所述挡模板围设形成粘结区域腔体,在该粘结区域腔体内填充发泡胶,待发泡胶固化成型后,得到的芯材垫块与所述ps面壳体、所述ss面壳体的随型度高。
8、在一种可选的实施方式中,所述通过真空灌注成型得到后缘法兰包括以下步骤:在铺层结束后的后缘法兰铺层上铺设真空系统,真空灌注树脂,直至树脂完全浸润铺层,加热固化,脱模后得到后缘法兰。
9、有益效果:通过先预制后缘法兰,再将后缘法兰与壳体铺层共同通过真空灌注工艺成型,相比于通过结构胶粘接的方案,能够节省结构胶的用量,避免出现褶皱和气泡等质量缺陷,同时,无需等待粘接法兰与壳体粘接的固化时间,减轻了风电叶片的重量、提升产品质量和生产效率。
10、在一种可选的实施方式中,所述将所述后缘法兰与ps面壳体和ss面壳体模具中的任一个壳体铺层粘接组合包括以下步骤:所述后缘法兰与ps面壳体和ss面壳体模具中的任一个壳体和后缘法兰之间采用真空导入模塑工艺粘结。
11、有益效果:壳体和后缘法兰之间采用真空导入模塑工艺粘结,能够增强了壳体与结构胶的粘接强度,提升风电叶片的质量。
12、在一种可选的实施方式中,所述发泡胶包括聚氯乙烯或聚氨酯。
13、有益效果:聚氯乙烯或聚氨酯均为发泡材料,具有良好的稳定性、耐化学性和力学性能,具有更小的压缩变型性,固化成型为芯材垫块,能够提升风电叶片的强度,改善风电叶片的受力性能。
14、在一种可选的实施方式中,在所述芯材垫块上开设通孔。
15、有益效果:由于芯材垫块具有一定的厚度,为了保证壳体布层能够得到有效的灌注,芯材垫块上开设通孔,能够保证灌注过程中树脂能够从通孔下渗到壳体布层中,这样就避免了由于发泡胶过厚导致发泡胶下布层灌注不完全的问题,芯材垫块的若干通孔中的树脂固化后形成多个相互连接的柱状结构,这样能够进一步增强风电叶片的后缘强度,提升风电叶片的质量。
16、在一种可选的实施方式中,所述在ps面壳体或ss面壳体模具后缘铺设所述芯材垫块得到后缘法兰铺层,通过真空灌注成型得到后缘法兰包括以下步骤:在ps面壳体或ss面壳体模具后缘铺设所述芯材垫块得到后缘法兰铺层后,设置辅材,灌注树脂,待树脂固化后,去除辅材。
17、有益效果:这样设置,能够确保树脂灌注范围精确,避免树脂灌注量过多而增大风电叶片重量,降低风电叶片成型质量。
18、在一种可选的实施方式中,在后缘粘接区域铺设下玻纤布层,在下玻纤布层上设置所述芯材垫块,在所述芯材垫块上铺设上玻纤布层。
19、有益效果:在芯材垫块的下方铺设下玻纤布层,在芯材垫块的上方铺设上玻纤布层,有利于增强风电叶片后缘的强度,改善风电叶片后缘的受力性能。
20、一种风电叶片,采用以技术方案中任一项所述的风电叶片制造方法制得。
21、有益效果:因为风电叶片采用上述技术方案中所述的风电叶片制造方法制造而成,风电叶片的后缘芯材垫块随形度高,有利于叶片提速;壳体后缘的合模间隙稳定,进一步提高后缘芯材垫块的随型度,风电叶片在使用过程中受力性能好,风电叶片后缘强度大,质量好。
技术特征:
1.一种风电叶片的制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述风电叶片的制造方法,其特征在于,所述后缘垫块模具(1)包括挡模板,在所述ps面壳体与ss面壳体(2)进行试合模后,所述挡模板的上下两边沿分别和所述ps面壳体与ss面壳体(2)抵接。
3.根据权利要求2所述风电叶片的制造方法,其特征在于,所述粘结区域腔体由所述ps面壳体、所述ss面壳体(2)以及所述挡模板围设形成。
4.根据权利要求1所述风电叶片的制造方法,其特征在于,所述通过真空灌注成型得到后缘法兰包括以下步骤:
5.根据权利要求1所述风电叶片的制造方法,其特征在于,所述将所述后缘法兰与ps面壳体和ss面壳体(2)模具中的任一个壳体铺层粘接组合包括以下步骤:
6.根据权利要求1或2所述的风电叶片的制造方法,其特征在于,所述发泡胶包括聚氯乙烯或聚氨酯。
7.根据权利要求1或2所述的风电叶片的制造方法,其特征在于,在所述芯材垫块(4)上开设通孔。
8.根据权利要求1或2所述的风电叶片的制造方法,其特征在于,所述在ps面壳体或ss面壳体(2)模具后缘铺设所述芯材垫块(4)得到后缘法兰铺层,通过真空灌注成型得到后缘法兰包括以下步骤:
9.根据权利要求1或2所述的风电叶片的制造方法,其特征在于,在后缘粘接区域铺设下玻纤布层,在下玻纤布层上设置所述芯材垫块(4),在所述芯材垫块(4)上铺设上玻纤布层。
10.一种风电叶片,其特征在于,采用权利要求1至9中任一项所述的风电叶片的制造方法制得。
技术总结
本发明涉及风电叶片制造技术领域,公开了风电叶片的制造方法及风电叶片,风电叶片制造方法,包括以下步骤:在PS面壳体或SS面壳体上固定后缘垫块模具,铺设脱模布;在后缘区域喷涂发泡胶直至充满粘结区域腔体;PS面壳体与SS面壳体进行试合模,待发泡胶膨胀固化;脱模后取出后缘垫块模具及固化后的芯材垫块;在PS面壳体或SS面壳体模具后缘铺设芯材垫块得到后缘法兰铺层,真空灌注成型得到后缘法兰;在壳体模具内进行壳体铺层,将后缘法兰与PS面壳体和SS面壳体模具中的任一个壳体铺层粘接;将PS面壳体和SS面壳体的后缘粘接,得到风电叶片。本发明芯材垫块的随型度高,有利于叶片提速;粘接角型腔更加随型,降低质量风险。
技术研发人员:何佳浩,胡杰,易平
受保护的技术使用者:三一重能股份有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!