一种基于可编程打印的混合光栅制备方法与流程
本发明属于光栅打印,具体涉及一种基于可编程打印的混合光栅制备方法。
背景技术:
1、光栅是利用光的衍射原理分解复色光、具有空间周期性结构的精密光学元件,由许多个排列有序的凸透镜组成。当人们透过板材光栅去看光栅板后面的图像时,由于凸透镜的折射原理和对光的会聚作用,将人们看到的经过一定位移的图像进行了分割,而人双眼存在着视觉差,所以看到的是存在一定视觉差的不同角度的几幅画面,人类的大脑将这几幅位移过的图像进行加工处理合成在一起,形成一种有深度的图像即人眼看到的立体图像。
2、光栅画的制作过程也就是将图像印刷到透明光栅板上的过程,目前的光栅板制作主要是靠模具挤压得到一体的光栅板,这种光栅板光栅种类和规格单一,无法实现复杂的成像效果。比如专利cn201811097209所给出的方法,只能通过打印圆点光栅来实现3d的视觉效果,无法控制光栅打印的区域、光栅的类别、光栅的规格来实现更加复杂的视觉效果。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种基于可编程打印的混合光栅制备方法,包括以下步骤:
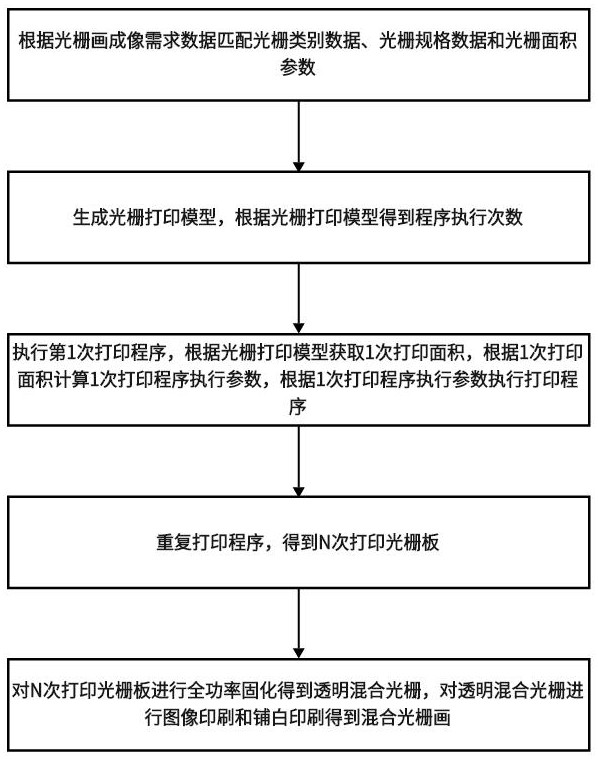
2、s1:获取光栅画需求数据,所述光栅画需求数据包括成像需求类别和面积参数,根据所述成像需求类别和所述面积参数匹配光栅类别数据、光栅规格数据和光栅面积参数;
3、s2:根据所述光栅类别数据、所述光栅规格数据和所述光栅面积参数生成光栅打印模型,根据所述光栅打印模型得到程序执行次数 n,其中, n为大于或等于2的正整数;
4、s3:执行第1次打印程序,根据所述光栅打印模型获取第1次打印面积,根据所述第1次打印面积计算第1次打印程序执行参数;
5、s4:根据所述第1次打印程序执行参数执行打印程序得到第1次打印光栅板;
6、s5:重复所述s3和所述s4,完成第2到 n次打印程序,得到第2到 n次打印光栅板;
7、s6:对第 n次获得的打印光栅板进行全功率固化得到透明混合光栅;
8、s7:对所述透明混合光栅进行图像印刷和铺白印刷得到混合光栅画。
9、具体地,成像需求类别包括:景深需求、立体需求和变画需求。
10、当所述成像需求类别为景深需求时,所述光栅类别数据为c;当所述成像需求类别为立体需求时,所述光栅类别数据为fm;当所述成像需求类别为变画需求时,所述光栅类别数据为fm;其中c表示圆形光栅,fm表示小柱宽光栅,fm表示大柱宽光栅。
11、具体地,打印程序执行参数包括:程序执行时间、耗材消耗量、打印精度和紫外灯固化功率,其中,紫外灯固化功率根据所述程序执行次数递增,当所述程序执行次数为 n时,所述紫外灯固化功率为100%。
12、具体地,当所述光栅类别为c时,每一次的打印程序的打印内容为圆形,当所述光栅类别为fm或fm时,每一次的打印程序的打印内容为矩形,所述圆形和矩形的面积随着所述程序执行次数递减,通过所述紫外灯固化功率控制所述圆形和矩形的流平状态得到所述打印光栅板。
13、进一步地,当所述光栅类别数据为c时,所述光栅规格数据为直径和曲率,当所述光栅类别数据为fm和fm时,所述光栅规格数据为每英寸线数,根据所述直径、所述曲率、所述每英寸线数和预设的打印层数计算公式得到所述程序执行次数 n。
14、优选地,所述打印光栅板由透明材料和光油组成,所述透明材料为亚克力、玻璃、聚碳酸酯中任一种材料的透明薄板,由挤压工艺生产得到;所述光油为swissqprint sqsvarnishif 紫外 ink 700169材料的透明墨水,通过所述打印程序打印于所述透明材料上。
15、本发明的有益效果为:
16、通过对圆形光栅、小柱宽光栅和大柱宽光栅进行设计,使用打印光油的方式使一张光栅板上可以出现多种类型多种规格的光栅,实现了更复杂更惊艳的成像效果。
技术特征:
1.一种基于可编程打印的混合光栅制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述成像需求类别包括:景深需求、立体需求和变画需求。
3.根据权利要求2所述的方法,其特征在于,当所述成像需求类别为景深需求时,所述光栅类别数据为c;当所述成像需求类别为立体需求时,所述光栅类别数据为fm;当所述成像需求类别为变画需求时,所述光栅类别数据为fm;其中c表示圆形光栅,fm表示小柱宽光栅,fm表示大柱宽光栅。
4.根据权利要求3所述的方法,其特征在于,当所述光栅类别数据为c时,所述光栅规格数据为直径和曲率,当所述光栅类别数据为fm和fm时,所述光栅规格数据为每英寸线数,根据所述直径、所述曲率、所述每英寸线数和预设的打印层数计算公式得到所述程序执行次数n。
5.根据权利要求1所述的方法,其特征在于,所述打印光栅板由透明材料和光油组成,所述透明材料为亚克力、玻璃、聚碳酸酯中任一种材料的透明薄板,由挤压工艺生产得到,所述光油为透明材料的墨水,通过所述打印程序打印于所述透明材料上。
6.根据权利要求1所述的方法,其特征在于,所述s3中的打印程序执行参数包括:程序执行时间、耗材消耗量、打印精度和紫外灯固化功率。
7.根据权利要求6所述的方法,其特征在于,所述紫外灯固化功率根据所述程序执行次数递增,当所述程序执行次数为n时,所述紫外灯固化功率为100%。
8.根据权利要求3或6所述的方法,其特征在于,当所述光栅类别为c时,每一次的打印程序的打印内容为圆形,当所述光栅类别为fm或fm时,每一次的打印程序的打印内容为矩形,所述圆形和矩形的面积随着所述程序执行次数递减,通过所述紫外灯固化功率控制所述圆形和矩形的流平状态得到所述打印光栅板。
技术总结
本发明涉及一种基于可编程打印的混合光栅制备方法,属于光栅打印技术领域。其中,该方法包括:根据光栅画成像需求数据匹配光栅类别数据、光栅规格数据和光栅面积参数。生成光栅打印模型,根据光栅打印模型得到程序执行次数。执行第1次打印程序,根据光栅打印模型获取第1次打印面积,根据第1次打印面积计算第1次打印程序执行参数,根据第1次打印程序执行参数执行打印程序。重复打印程序,得到第N次打印光栅板,对第N次打印光栅板进行全功率固化得到透明混合光栅,对透明混合光栅进行图像印刷和铺白印刷得到混合光栅画。使一张光栅板上可以出现多种类型多种规格的光栅,实现了更复杂更惊艳的成像效果。
技术研发人员:石刚
受保护的技术使用者:上海北嘉数码影像科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!