一种子午线轮胎硫化氮气整型工艺的制作方法
本发明涉及一种轮胎硫化制造工艺,特别涉及一种子午线轮胎硫化氮气整型工艺。
背景技术:
1、轮胎硫化过程工艺非常复杂,硫化工艺过程为:成型半成品生胎—机械手吊挂—机械手入模具—气囊整型—模具合模—内外温加热—硫化完成开模。其中轮胎在合模前的半成品整型过程非常重要,整型的好坏直接决定了轮胎的品质,大部分生产的次品都与整型过程有关。
2、在实现现有技术过程中,发明人发现:
3、传统的轮胎硫化采用高温(通常195℃)蒸汽整型,高温蒸汽含氧量控制困难,长时间使用氧化管道和整型阀门,造成堵塞,影响蒸汽整型效果。高温蒸汽对硫化气囊有腐蚀作用,导致气囊早期发粘破坏,减少气囊的使用寿命。高温蒸汽管路维护成本高,增加除氧设备不环保,并且有高温辐射等安全隐患。
4、因此,本发明提供一种易于控制的、延长硫化气囊使用寿命的、成本较低的轮胎硫化氮气整型技术方案,以解决现有技术中轮胎硫化困制困难,气囊腐蚀导致寿命降低、维护成本高的问题。
技术实现思路
1、为了克服现有技术存在的缺陷和不足,本申请实施例提供一种易于控制的、延长硫化气囊使用寿命的、成本较低的轮胎硫化氮气整型技术方案,以解决现有技术中轮胎硫化困制困难,气囊腐蚀导致寿命降低、维护成本高的问题。
2、为实现上述目的,本发明提供了如下技术方案:一种子午线轮胎硫化氮气整型工艺,具体包括以下步骤:
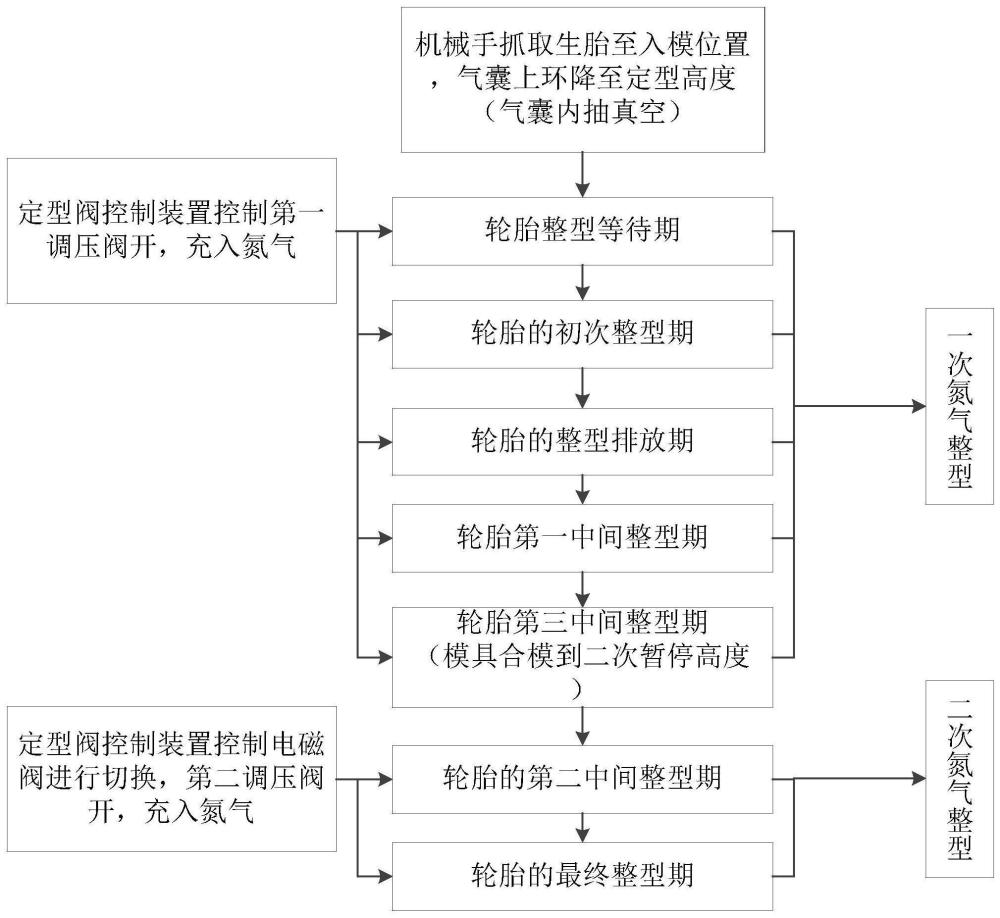
3、机械手抓取生胎至入模位置,气囊上环降至定型高度,进行一次氮气整型;
4、当一次氮气整型结束后,机械手伸出,模具进行合模,进行二次氮气整型;
5、其中,所述一次氮气整型具体包括:
6、充入气囊中氮气第一预定时间,以达到气囊中初始氮气压力;
7、当气囊中达到初始氮气压力后,充入气囊中氮气第二预定时间,实现气囊与生胎之间的部分接触,以进行轮胎的初次整型;
8、排出气囊中氮气第三预定时间,以排出气囊与生胎之间气体;
9、充入气囊中氮气第四预定时间,实现气囊与生胎之间的完全接触,以完成轮胎的第一中间整型;
10、所述二次氮气整型具体包括:
11、模具上模移动至气囊上夹盘位置时暂停,充入气囊中氮气第五预定时间,以完成轮胎的第二中间整型;
12、当气囊中第五预定时间完成充入后,模具上模与下模继续进行合模,并充入气囊中氮气第六预定时间,完成轮胎的最终整型。
13、优选的,所述第二预定时间与所述第四预定时间相同;
14、所述第二预定时间至少根据生胎内容腔、模具类型确定。
15、优选的,所述模具类型至少包括两半模、活络模。
16、优选的,第三预定时间还包括充入气囊中氮气。
17、优选的,所述一次氮气整型和二次氮气整型通过定型阀控制装置控制;
18、所述定型阀控制装置,具体包括:第一调压阀、第二调压阀、与第一调压阀、第二调压阀相接的切换电磁阀,与切换电磁阀相接的自力式压力调节阀,与自力式压力调节阀相接的气囊,所述自力式压力调节阀还接有氮气输入口,所述自力式压力调节阀和气囊之间还设有切断阀。
19、优选的,所述初始氮气压力设定为0.02mpa-0.04mpa。
20、与现有技术相比,本发明的有益效果在于:通过本发明提供的子午线轮胎硫化氮气整型工艺,实现可控制的、能够延长硫化气囊使用寿命的、成本较低的轮胎硫化氮气整型。
21、通过将氮气整型的工艺动作、时间、压力导入子午线轮胎硫化整型动作中,实现轮胎硫化氮气整型的最佳的整型时间和动作,保证轮胎的整型品质问题。同时,通过定型阀压力与气囊内整型压力的调节,为氮气整型工艺的导入提供理论支撑,保证工艺过程的稳定性。通过以上措施实现轮胎硫化氮气整型工艺的控制。
22、并且,通过单独配备专用的整型氮气管路,取代原有蒸汽整型管路,实施后,有效提升硫化效率和品质,改进了蒸汽整型的缺陷,达到设计要求。
23、此外,氮气整型工艺中氮气为非能源,高温蒸汽为能源,多使用氮气可用节能环保,且氮气取得比较容易和成熟。
24、而且,整型采用氮气,阀门控制简单,整型速度快和充分,效率高,硫化轮胎质量提升;延长硫化气囊使用寿命,惰性气体对气囊没有腐蚀作用,大大提升气囊使用炊数;减少设备维护,不需要庞大的蒸汽排放回收系统;提高了操作安全型,惰性气体常温整型,不会产生高温对人员辐射伤害。
技术特征:
1.一种子午线轮胎硫化氮气整型工艺,其特征在于,具体包括以下步骤:
2.如权利要求1所述的子午线轮胎硫化氮气整型工艺,其特征在于,所述第二预定时间与所述第四预定时间相同;
3.如权利要求2所述的子午线轮胎硫化氮气整型工艺,其特征在于,所述模具类型至少包括两半模、活络模。
4.如权利要求1所述的子午线轮胎硫化氮气整型工艺,其特征在于,第三预定时间还包括充入气囊中氮气。
5.如权利要求1所述的子午线轮胎硫化氮气整型工艺,其特征在于,所述一次氮气整型和二次氮气整型通过定型阀控制装置控制;
6.如权利要求1所述的子午线轮胎硫化氮气整型工艺,其特征在于,所述初始氮气压力设定为0.02mpa-0.04mpa。
技术总结
本申请公开了一种子午线轮胎硫化氮气整型工艺,具体包括以下步骤:机械手抓取生胎至入模位置,气囊上环降至定型高度,进行一次氮气整型;当一次氮气整型结束后,机械手伸出,模具进行合模,进行二次氮气整型。通过本发明提供的子午线轮胎硫化氮气整型工艺,实现可控制的、能够延长硫化气囊使用寿命的、成本较低的轮胎硫化氮气整型。
技术研发人员:柏林,王怀亭,吴道海,李亚丽,韩明,杨银明
受保护的技术使用者:建大橡胶(中国)有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!