一种可控停留时间的挤出装置及其加工方法、挤出机
本发明实施例涉及但不限于挤出机,特别是涉及一种可控停留时间的挤出装置及其加工方法、挤出机。
背景技术:
1、挤出成型装备可应用于食品、药品、制浆造纸以及高分子加工等领域,是工业生产中较为常用的设备之一,应用广泛。仅高分子材料应用涉及航空航天、电子信息、石油化工、家电、汽车轻量化及建筑等多个领域。加工过程中都离不开挤出成型装备,传统挤出成型装备主要是单螺杆、双螺杆以及多螺杆,单螺杆结构简单,生产效率高但是混合性能有限;双螺杆相对单螺杆混合性能有了一定的提升,但是因螺杆结构的对称性,周期性的流动使得其混合能力仍然有所局限;而多螺杆凭借诸多的高剪切区突破了分散混合,但其停留时间不可控,需根据不同体系更换不同的螺杆组合,导致生产成本增加。
2、为实现可适用于不同材料生产的停留时间可控的挤出装备,出现了往复式单螺杆挤出机,采用螺杆的往复运动以及销钉与螺纹间物料的交换,促进物料的混合,但因复杂的结构以及加工物料适用性的局限,使得其使用受限,尤其针对温度敏感材料,不可控的停留时间易造成物料降解。因此,如何提供一种可控停留时间的挤出装置成为亟待解决的技术问题。
技术实现思路
1、以下是对本文详细描述的主题的概述。本概述并非是为了限制权利要求的保护范围。
2、本发明实施例提供了一种可控停留时间的挤出装置及其加工方法、挤出机,能够控制物料在多螺杆段的停留时间,且在增大产量的同时增加混合性能。
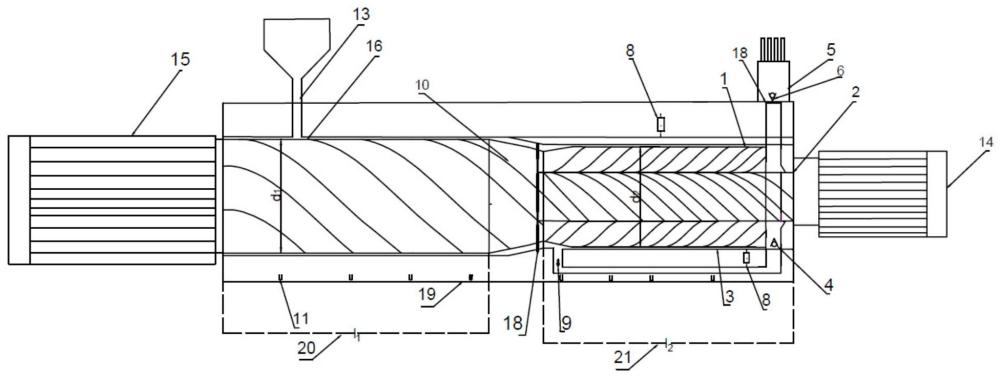
3、本发明实施例的第一方面提供了一种可控停留时间的挤出装置,包括:机筒、主动螺杆和从动螺杆,所述机筒内至少分为单螺杆段和多螺杆段,所述主动螺杆贯穿所述单螺杆段,所述从动螺杆设置在所述多螺杆段,所述主动螺杆、所述从动螺杆和所述机筒之间形成螺槽,所述单螺杆段连接向所述多螺杆段之间的流道逐渐缩小,所述机筒内侧设置有用于对物料进行加热的加热部件;所述机筒外侧设置有控制部件、进料部件、驱动部件和出料部件,所述进料部件与所述单螺杆段连通,所述进料部件用于将物料投送到主动螺杆,所述出料部件与所述多螺杆段连通;所述驱动部件用于驱动所述主动螺杆将在所述单螺杆段熔融处理的所述物料输送至所述多螺杆段进行均化处理;所述从动螺杆包括第一从动螺杆和第二从动螺杆,所述第一从动螺杆和所述第二从动螺杆在所述主动螺杆的带动下转动,所述主动螺杆的转动方向与所述从动螺杆的转动方向相反;在所述多螺杆段还设置有压力传感器和设置在所述多螺杆段的流道内的多个单向阀,所述控制部件根据所述压力传感器检测所述物料受到的压力值以及所述物料所需的混合时间来调整所述单向阀的开闭,以使得所述物料在所述多螺杆段的流道内不断循环均化直至达到预设混合时间。
4、在一些实施例中,在所述机筒内只分为单螺杆段和多螺杆段的情况下,所述多螺杆段的长度小于等于所述单螺杆段和所述多螺杆段长度之和的30%。
5、在一些实施例中,所述主动螺杆包括第一主动螺杆和第二主动螺杆,所述第一主动螺杆的直径大于所述第二主动螺杆的直径,所述第一主动螺杆和所述第二主动螺杆之间具有过渡段,所述过渡段设置有筛网,所述驱动部件包括第一电机和第二电机,所述第一电机用于驱动所述第一主动螺杆,所述第二电机用于驱动所述第二主动螺杆,所述第一主动螺杆设置在所述单螺杆段,所述第二主动螺杆设置在所述多螺杆段,所述第一从动螺杆和所述第二从动螺杆在所述第二主动螺杆的带动下转动。
6、在一些实施例中,在所述物料为非结晶型塑料的情况下,所述单螺杆段的长度、所述多螺杆段的长度和所述过渡段的长度满足如下关系式:
7、
8、
9、其中,ι1为所述单螺杆段的长度,l2为所述多螺杆段的长度,l3为所述过渡段的长度。
10、在一些实施例中,所述在所述物料为结晶型塑料的情况下,所述单螺杆段的长度、所述多螺杆段的长度和所述过渡段的长度满足如下关系式:
11、
12、
13、其中,l1为所述单螺杆段的长度,l2为所述多螺杆段的长度,l3为所述过渡段的长度。
14、在一些实施例中,所述第一从动螺杆的直径与所述第二从动螺杆的直径相等,所述第一从动螺杆的直径和所述第二从动螺杆的直径均小于等于所述第二主动螺杆的直径,当所述第二主动螺杆分别带动所述第一从动螺杆和所述第二从动螺杆转动时,所述螺槽的空间体积呈现周期性变化,以使得所述物料被不断地拉伸和压缩。
15、在一些实施例中,所述多个单向阀包括第一单向阀、第二单向阀和第三单向阀,所述第一单向阀和所述第二单向阀依次设置在所述多螺杆段的起始端和末尾端,所述第三单向阀于所述出料部件连接;在所述第一单向阀和所述第二单向阀打开的情况下,所述物料在所述多螺杆段的流道内不断循环均化;在所述第三单向阀打开的情况下,所述物料经所述第三单向阀从所述出料部件流出;所述第一单向阀、所述第二单向阀、所述第三单向阀均可调节出口流量的大小,并通过调节出口流量的大小调节所述多螺杆段的压力。
16、在一些实施例中,所述加热部件包括多个加热用热电偶,多个加热用热电偶均匀设置在所述机筒内侧。
17、本发明实施例的第二方面提供了一种挤出机,包括如第一方面所述的可控停留时间的挤出装置。
18、本发明实施例的第三方面提供了一种可控停留时间的挤出装置的加工方法,应用于如第一方面所述的可控停留时间的挤出装置,所述方法包括:
19、通过所述进料部件向所述机筒内加入物料;
20、驱动所述主动螺杆将在所述单螺杆段熔融处理的所述物料输送至所述多螺杆段进行均化处理,以使得所述物料在所述多螺杆段的流道内不断循环均化直至达到预设混合时间;且在均化处理过程中,所述主动螺杆分别带动所述第一从动螺杆和所述第二从动螺杆转动,以使得所述螺槽的空间体积呈现周期性变化,所述物料被不断地拉伸和压缩;
21、均化处理完成后,从所述出料部件挤出所述物料。
22、本发明实施例提供的可控停留时间的挤出装置及其加工方法,至少具有如下技术效果:通过在机筒内的单螺杆段设置只有主动螺杆的单螺杆结构,在机筒内的多螺杆段设置有主动螺杆和从动螺杆连接的多螺杆结构,在挤出装置的熔融段采用单螺杆结构,物料采用摩擦输送,保持单螺杆的固体输送效率高、产量高的优势。在挤出装置的均化段采用多螺杆结构,通过螺杆之间螺槽的压延作用,以及输送过程中的流道体积演变带来的拉伸与压缩,增大产量的同时促进物料的混合,从而提升挤出装置的混合性能。控制部件根据压力传感器检测物料受到的压力值以及物料所需的混合时间来调整单向阀的开闭,从而能够精准控制物料在多螺杆段的停留时间,实现多相体系物料的均化。
23、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
技术特征:
1.一种可控停留时间的挤出装置,其特征在于,包括:机筒、主动螺杆和从动螺杆,所述机筒内至少分为单螺杆段和多螺杆段,所述主动螺杆贯穿所述单螺杆段,所述从动螺杆设置在所述多螺杆段,所述主动螺杆、所述从动螺杆和所述机筒之间形成螺槽,所述单螺杆段连接向所述多螺杆段之间的流道逐渐缩小,所述机筒内侧设置有用于对物料进行加热的加热部件;所述机筒外侧设置有控制部件、进料部件、驱动部件和出料部件,所述进料部件与所述单螺杆段连通,所述进料部件用于将物料投送到主动螺杆,所述出料部件与所述多螺杆段连通;所述驱动部件用于驱动所述主动螺杆将在所述单螺杆段熔融处理的所述物料输送至所述多螺杆段进行均化处理;所述从动螺杆包括第一从动螺杆和第二从动螺杆,所述第一从动螺杆和所述第二从动螺杆在所述主动螺杆的带动下转动,所述主动螺杆的转动方向与所述从动螺杆的转动方向相反;在所述多螺杆段还设置有压力传感器和设置在所述多螺杆段的流道内的多个单向阀,所述控制部件根据所述压力传感器检测所述物料受到的压力值以及所述物料所需的混合时间来调整所述单向阀的开闭,以使得所述物料在所述多螺杆段的流道内不断循环均化直至达到预设混合时间。
2.根据权利要求1所述的可控停留时间的挤出装置,其特征在于,在所述机筒内只分为单螺杆段和多螺杆段的情况下,所述多螺杆段的长度小于等于所述单螺杆段和所述多螺杆段长度之和的30%。
3.根据权利要求1所述的可控停留时间的挤出装置,其特征在于,所述主动螺杆包括第一主动螺杆和第二主动螺杆,所述第一主动螺杆的直径大于所述第二主动螺杆的直径,所述第一主动螺杆和所述第二主动螺杆之间具有过渡段,所述过渡段设置有筛网,所述驱动部件包括第一电机和第二电机,所述第一电机用于驱动所述第一主动螺杆,所述第二电机用于驱动所述第二主动螺杆,所述第一主动螺杆设置在所述单螺杆段,所述第二主动螺杆设置在所述多螺杆段,所述第一从动螺杆和所述第二从动螺杆在所述第二主动螺杆的带动下转动。
4.根据权利要求3所述的可控停留时间的挤出装置,其特征在于,在所述物料为非结晶型塑料的情况下,所述单螺杆段的长度、所述多螺杆段的长度和所述过渡段的长度满足如下关系式:
5.根据权利要求3所述的可控停留时间的挤出装置,其特征在于,在所述物料为结晶型塑料的情况下,所述单螺杆段的长度、所述多螺杆段的长度和所述过渡段的长度满足如下关系式:
6.根据权利要求5所述的可控停留时间的挤出装置,其特征在于,所述第一从动螺杆的直径与所述第二从动螺杆的直径相等,所述第一从动螺杆的直径和所述第二从动螺杆的直径均小于等于所述第二主动螺杆的直径,当所述第二主动螺杆分别带动所述第一从动螺杆和所述第二从动螺杆转动时,所述螺槽的空间体积呈现周期性变化,以使得所述物料被不断地拉伸和压缩。
7.根据权利要求1所述的可控停留时间的挤出装置,其特征在于,所述多个单向阀包括第一单向阀、第二单向阀和第三单向阀,所述第一单向阀和所述第二单向阀依次设置在所述多螺杆段的起始端和末尾端,所述第三单向阀于所述出料部件连接;在所述第一单向阀和所述第二单向阀打开的情况下,所述物料在所述多螺杆段的流道内不断循环均化;在所述第三单向阀打开的情况下,所述物料经所述第三单向阀从所述出料部件流出;所述第一单向阀、所述第二单向阀、所述第三单向阀均可调节出口流量的大小,并通过调节出口流量的大小调节所述多螺杆段的压力。
8.根据权利要求1所述的可控停留时间的挤出装置,其特征在于,所述加热部件包括多个加热用热电偶,多个加热用热电偶均匀设置在所述机筒内侧。
9.一种挤出机,其特征在于,包括如权利要求1至8任意一项所述的可控停留时间的挤出装置。
10.一种可控停留时间的挤出装置的加工方法,其特征在于,应用于如权利要求1至8任意一项所述的可控停留时间的挤出装置,所述方法包括:
技术总结
本发明公开一种可控停留时间的挤出装置及其加工方法、挤出机,通过在机筒内设置单螺杆结构,在机筒内的多螺杆段设置有主动螺杆和从动螺杆连接的多螺杆结构,在挤出装置的熔融段采用单螺杆结构,物料采用摩擦输送,保持单螺杆的固体输送效率高、产量高的优势。在挤出装置的均化段采用多螺杆结构,通过螺杆之间螺槽的压延作用,以及输送过程中的流道体积演变带来的拉伸与压缩,促进物料的混合,从而提升挤出装置的混合性能。控制部件根据压力传感器检测物料受到的压力值以及物料所需的混合时间来调整单向阀的开闭,使得物料在多螺杆段的流道内循环均化直至达到预设混合时间,通过精准控制物料在多螺杆段的停留时间提升物料混合效果。
技术研发人员:喻慧文,李思源,徐百平,董沛洲,陈豪文,谈灵操,肖书平,王琼瑶
受保护的技术使用者:五邑大学
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!