一种应用在汽车外饰件的安装与定位方法与流程
本发明属于汽车外饰件领域,具体涉及一种应用在汽车外饰件的安装与定位方法。
背景技术:
1、现有的应用在汽车外饰件的安装与定位结构,从产品端的角度来看,螺钉结构较多,导致物料成本较高。螺钉结构需要人工一个个进行紧固,耗时上会有差异,导致人工成本较高。从所需空间上来说,背部安装结构所需的空间大而且多。从客户端的角度来看,安装于定位结构与对手件配合需要增加螺钉紧固工序,变相地降低产量。
技术实现思路
1、本发明针对现有技术的状况,克服以上缺陷,提供一种应用在汽车外饰件的安装与定位方法。
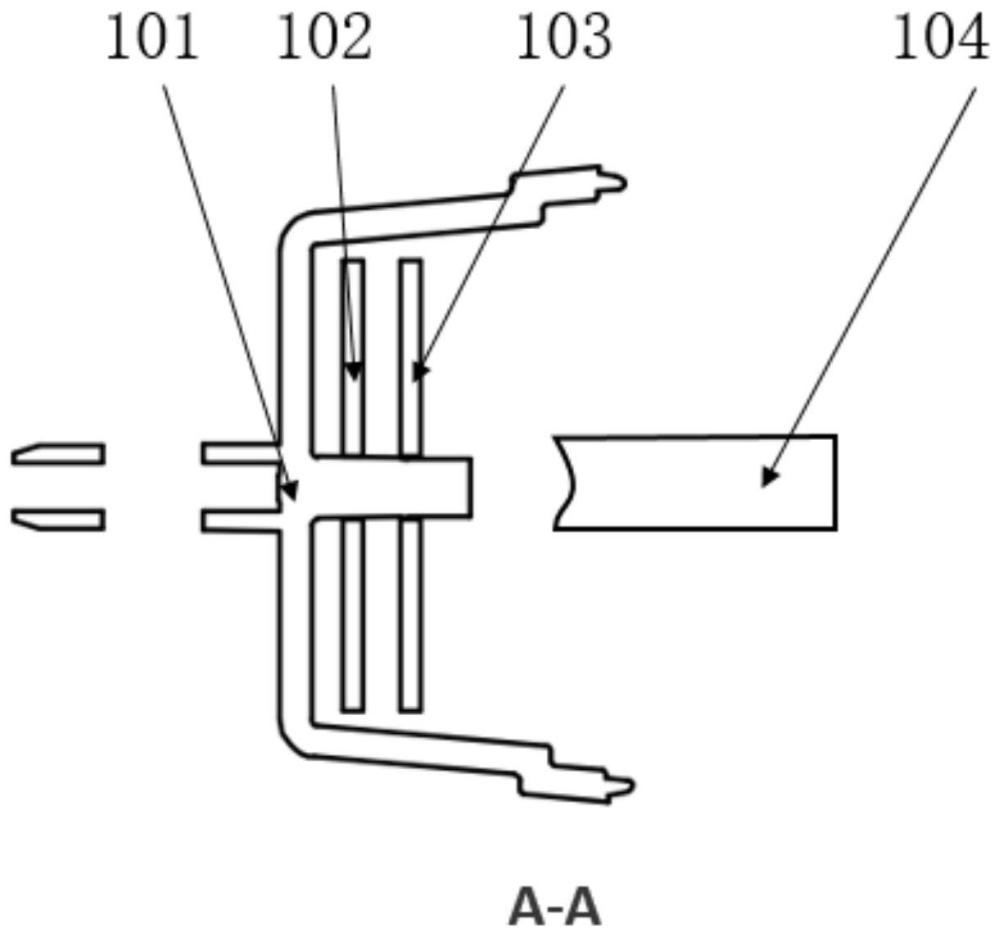
2、本发明采用以下技术方案,所述应用在汽车外饰件的安装与定位方法,作用于汽车外饰件的安装与定位结构,上述汽车外饰件的安装与定位结构用于将汽车外饰件通过卡爪安装于汽车的保险杠,上述汽车外饰件的安装与定位结构包括:
3、壳体、pcba板、透镜、热铆接头,所述pcba板和所述透镜均内置于所述壳体,所述透镜位于所述pcba板的靠近所述热铆接头的一侧;
4、所述应用在汽车外饰件的安装与定位方法,包括以下步骤:
5、所述pcba板与所述透镜通过所述壳体的第一boss柱、第二boss柱、第三boss柱,以实现yz向定位;
6、通过热铆工艺,以实现x向的紧固与定位。
7、作为以上技术方案的进一步优选技术方案,所述应用在汽车外饰件的安装与定位方法,还包括以下步骤:
8、通过定位销的间隙限位,以实现y向和z向的限位。
9、作为以上技术方案的进一步优选技术方案,所述应用在汽车外饰件的安装与定位方法,还包括以下步骤:
10、通过卡爪以实现保险杠的紧固与定位。
11、作为以上技术方案的进一步优选技术方案,所述应用在汽车外饰件的安装与定位方法,还包括以下步骤:
12、通过位于卡爪中间的掏孔以实现卡扣向内回弹。
13、作为以上技术方案的进一步优选技术方案,所述定位销的数量为2个。
14、本发明公开的应用在汽车外饰件的安装与定位方法,其有益效果在于:
15、1.减少了安装定位所需的时间,提升了装配效率,减少装配过程成本;
16、2.减少了传统的螺钉紧固结构,装配效率更高。
技术特征:
1.一种应用在汽车外饰件的安装与定位方法,作用于汽车外饰件的安装与定位结构,上述汽车外饰件的安装与定位结构用于将汽车外饰件通过卡爪安装于汽车的保险杠,上述汽车外饰件的安装与定位结构包括:
2.根据权利要求1所述的应用在汽车外饰件的安装与定位方法,其特征在于,所述应用在汽车外饰件的安装与定位方法,还包括以下步骤:
3.根据权利要求1所述的应用在汽车外饰件的安装与定位方法,其特征在于,所述应用在汽车外饰件的安装与定位方法,还包括以下步骤:
4.根据权利要求1所述的应用在汽车外饰件的安装与定位方法,其特征在于,所述应用在汽车外饰件的安装与定位方法,还包括以下步骤:
5.根据权利要求1所述的应用在汽车外饰件的安装与定位方法,其特征在于,所述定位销的数量为2个。
技术总结
本发明公开了一种应用在汽车外饰件的安装与定位方法,作用于汽车外饰件的安装与定位结构,上述汽车外饰件的安装与定位结构用于将汽车外饰件通过卡爪安装于汽车的保险杠,上述汽车外饰件的安装与定位结构包括壳体、PCBA板、透镜、热铆接头,所述PCBA板和所述透镜均内置于所述壳体,所述透镜位于所述PCBA板的靠近所述热铆接头的一侧。所述应用在汽车外饰件的安装与定位方法,包括以下步骤:所述PCBA板与所述透镜通过所述壳体的第一Boss柱、第二Boss柱、第三Boss柱,以实现YZ向定位;通过热铆工艺,以实现X向的紧固与定位。本发明公开的应用在汽车外饰件的安装与定位方法,其有益效果在于,减少了传统的螺钉紧固结构,装配效率更高。
技术研发人员:陈涛,何梁均,金伟平,沈云峰
受保护的技术使用者:敏实海拉(嘉兴)汽车零部件有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!