三维打印的换板运输装置和换板系统的制作方法
本申请主要涉及三维打印领域,尤其涉及一种三维打印的换板运输装置和换板系统。
背景技术:
1、三维打印工序中打印完成后的成型平台需要进一步甩干去除表面未固化的树脂液体,由于空间受限等因素,打印和甩干的工序常常在不同的位置进行,因此需要对成型平台进行取出和运输。现有技术中的三维打印机需要使用手工方式进行取件并搬运子成型平台,导致整个打印过程无法实现流水化运作,效率低且操作体验较差。除此之外,人工对成型平台进行搬运也存在许多不确定因素,定位和校准难度较大。因此,三维打印机的换板运输的过程尚不完善,仍需要进一步改进。
技术实现思路
1、本申请要解决的技术问题是提供一种便捷可靠且自动化程度高的三维打印的换板运输装置和换板系统。
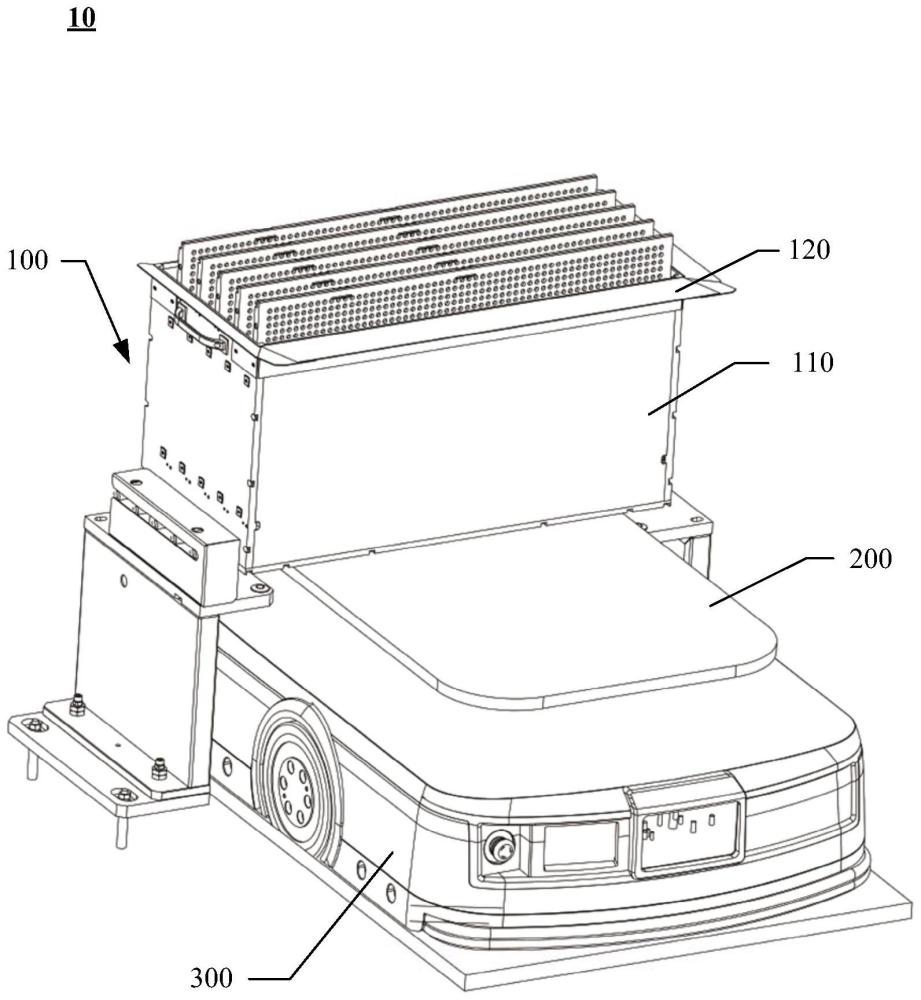
2、为解决上述技术问题,本申请提供了一种三维打印的换板运输装置,包括:收集筐,用于容纳多个成型平台,多个成型平台包括待放入打印装置的空白成型平台或经打印装置打印后的附着打印模型的经打印成型平台;支撑平台,用于承载收集筐;以及运动机构,运动机构上固定安装支撑平台,运动机构适于带动支撑平台移动,从而带动装载多个成型平台的收集筐在初始位置和目标位置之间运动。
3、在本发明的一实施例中,收集筐包括本体和位于本体上边沿位置的檐口,檐口的至少一部分位于多个成型平台被放入收集筐的移动路径中。
4、在本发明的一实施例中,收集筐的底部还包括一个或多个漏液孔。
5、在本发明的一实施例中,收集筐的底部还包括一个或多个定位凹槽,支撑平台还包括一个或多个用于与定位凹槽配合的定位部。
6、在本发明的一实施例中,定位部包括固定螺丝和位于固定螺丝上的锥形凸起物,其中,定位部适于通过锥形凸起物的尖端插入定位凹槽。
7、在本发明的一实施例中,收集筐还包括多个限位卡槽,每个限位卡槽用于对一个成型平台在收集筐中进行限位。
8、在本发明的一实施例中,限位卡槽的上部位置和/或下部位置还具有限位弹片,限位弹片在成型平台未装入收集筐时位于第一位置,而在成型平台装入收集筐后被压缩至第二位置。
9、在本发明的一实施例中,运动机构包括agv小车。
10、本发明还提供了一种三维打印的换板系统,包括打印装置、如前任一实施例的换板运输装置以及甩干装置,其中,换板运输装置适于装载经打印装置打印后的附着打印模型的经打印成型平台运动至甩干装置。
11、在本发明的一实施例中,换板系统还包括机械手,机械手适于抓取经打印成型平台并放入换板运输装置的收集筐中。
12、与现有技术相比,本申请提供的三维打印的换板运输装置和换板系统中换板运输装置具有收集筐、支撑平台和运动机构,支撑平台设置在运动机构上并且承载收集筐,使得换板运输装置可以同时实现对成型平台的自动化收集和运输。
技术特征:
1.一种三维打印的换板运输装置,其特征在于,包括:
2.如权利要求1所述的换板运输装置,其特征在于,所述收集筐包括本体和位于所述本体上边沿位置的檐口,所述檐口的至少一部分位于所述多个成型平台被放入所述收集筐的移动路径中。
3.如权利要求1所述的换板运输装置,其特征在于,所述收集筐的底部还包括一个或多个漏液孔。
4.如权利要求1所述的换板运输装置,其特征在于,所述收集筐的底部还包括一个或多个定位凹槽,所述支撑平台还包括一个或多个用于与所述定位凹槽配合的定位部。
5.如权利要求4所述的换板运输装置,其特征在于,所述定位部包括固定螺丝和位于所述固定螺丝上的锥形凸起物,其中,所述定位部适于通过所述锥形凸起物的尖端插入所述定位凹槽。
6.如权利要求1所述的换板运输装置,其特征在于,所述收集筐还包括多个限位卡槽,每个所述限位卡槽用于对一个所述成型平台在所述收集筐中进行限位。
7.如权利要求6所述的换板运输装置,其特征在于,所述限位卡槽的上部位置和/或下部位置还具有限位弹片,所述限位弹片在所述成型平台未装入所述收集筐时位于第一位置,而在所述成型平台装入所述收集筐后被压缩至第二位置。
8.如权利要求1所述的换板运输装置,其特征在于,所述运动机构包括agv小车。
9.一种三维打印的换板系统,包括打印装置、如权利要求1~8任一项所述的换板运输装置以及甩干装置,其中,所述换板运输装置适于装载经所述打印装置打印后的附着打印模型的经打印成型平台运动至所述甩干装置。
10.如权利要求9所述的换板系统,其特征在于,还包括机械手,所述机械手适于抓取所述经打印成型平台并放入所述换板运输装置的收集筐中。
技术总结
本申请提供了一种三维打印的换板运输装置和换板系统。三维打印的换板运输装置包括:收集筐,用于容纳多个成型平台,多个成型平台包括待放入打印装置的空白成型平台或经打印装置打印后的附着打印模型的经打印成型平台;支撑平台,用于承载收集筐;以及运动机构,运动机构上固定安装支撑平台,运动机构适于带动支撑平台移动,从而带动装载多个成型平台的收集筐在初始位置和目标位置之间运动。
技术研发人员:侯运琪,侯锋,汪春雷,姜新,李灿
受保护的技术使用者:上海普利生三维科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!