一种膜片的热合机构及方法与流程
本发明涉及一种膜片的热合机构,尤其涉及一种膜片的热合机构及方法。
背景技术:
1、膜结构是膜片通过不同连接方式结合得到,在当下社会的各行各业中应用非常广泛。膜片的连接方式多样,常见的有:缝合连接、机械连接、粘结连接、束带连接、热合连接;其中,热合连接是将两片膜材边缘加热至软化后叠合在一起,通过施加一定的压力使其粘接粘合在一起,粘合强度极高,是一种非常安全有效的连接方式,连接过程可在工厂进行,也可在现场完成,受到应用方的认可。
2、现有的膜片热合方式大多通过辊压拖拽的方式来实现,膜片在拖拽的过程中会出现偏移、破损的情形,有可能导致膜片表面涂覆材料和无纺布发生分离的情况,影响良品率。并且,膜片拖拽的速度也会影响膜片的热合效果,会出现热合过深或过浅的情况,导致热合不均匀。
技术实现思路
1、为了解决上述技术所存在的不足之处,本发明提供了一种膜片的热合机构及方法。
2、为了解决以上技术问题,本发明采用的技术方案是:一种膜片的热合机构,包括作为结构主框架用以搭载的型材,型材具备长度方向结构和宽度方向结构且其本身隔空架设,型材的上侧面和/或下侧面通过丝杠固定板活动连接有长度方向调整丝杠、宽度方向调整丝杠以及与二者分别配合的丝杠滑块,还包括与丝杠滑块安装以移动限位的宽度方向固定板、长度方向固定板,宽度方向固定板、长度方向固定板上还均配置有热压导向轴、热压气缸,型材的下侧还配置有与膜片接触的长度方向热压条、宽度方向热压条。
3、进一步地,型材的四角位置均设置有按压气缸固定块,按压气缸固定块上安装有输出方向朝向膜片一侧的按压气缸,按压气缸的输出端携带有按压条,按压条以在按压气缸的驱动下向下压紧膜片的方式实施。
4、进一步地,长度方向调整丝杠、宽度方向调整丝杠位于型材外侧的端头上均设置有手摇轮,手摇轮以摇动改变长度方向调整丝杠、宽度方向调整丝杠在对应丝杠滑块进深位置的方式实施。
5、进一步地,宽度方向固定板上安装的热压导向轴、热压气缸均向下延伸且共同连接有宽度方向热压条,宽度方向热压条以连接热压气缸的输出端且在驱动下向下热压膜片的方式实施。
6、进一步地,长度方向固定板上安装的热压导向轴、热压气缸均向下延伸且共同连接有长度方向热压条,长度方向热压条以连接热压气缸的输出端且在驱动下向下热压膜片的方式实施。
7、进一步地,长度方向固定板上还安装有用于备用以适配膜片大小的热压导向轴换型位、热压气缸换型位。
8、进一步地,还包括通过导向轴固定块安装到型材上的换型导向轴,导向轴固定块分别位于换型导向轴的两端,换型导向轴上还配置有沿其长度延伸路径位移以相互作用使型材在长度方向位移的导向滑块。
9、一种膜片的热合机构的方法,包括以下步骤:
10、首先,通过手摇轮改变长度方向调整丝杠与丝杠滑块配合的相对位置,则改变换型导向轴与导向滑块配合的相对位置,进而相对改变型材的所处位置以完成热合机构在长度方向上的位置;
11、其次,根据膜片在热合机构宽度方向上的尺寸适应性改变热压导向轴、热压气缸的安装位置,然后通过手摇轮改变长度方向调整丝杠与适配的丝杠滑块的配合位置以对长度方向固定板上联动的长度方向热压条的位置进行改变,同理对宽度方向固定板上联动的宽度方向热压条的位置进行改变;
12、再次,对长度方向热压条、宽度方向热压条内置的加热棒进行通电以对二者进行加热,观察外置的温控表显示的温度、加热温度达到生产标准;
13、最后,按压气缸驱动按压条向下将膜片固定,固定后通过热压导向轴、热压气缸的驱动,以使长度方向热压条、宽度方向热压条下压并进行热合膜片作业,热合结束,热合机构复位。
14、本发明公开了一种膜片的热合机构及方法,通过加热的方式使膜片在胶线处表面的膜破坏,使得膜片与膜片之间粘连的粘度大大加强,不易脱落,卷制后的膜使用寿命延长;具体的通过改变长度方向热压条、宽度方向热压条的尺寸和位置,适配不同热合尺寸的膜片,热压条受热均匀,并且利用热压气缸控制按压,故此得到的按压力度和按压距离一致,膜片受力均匀,综合热合后的米片无破损、偏移的现象。
技术特征:
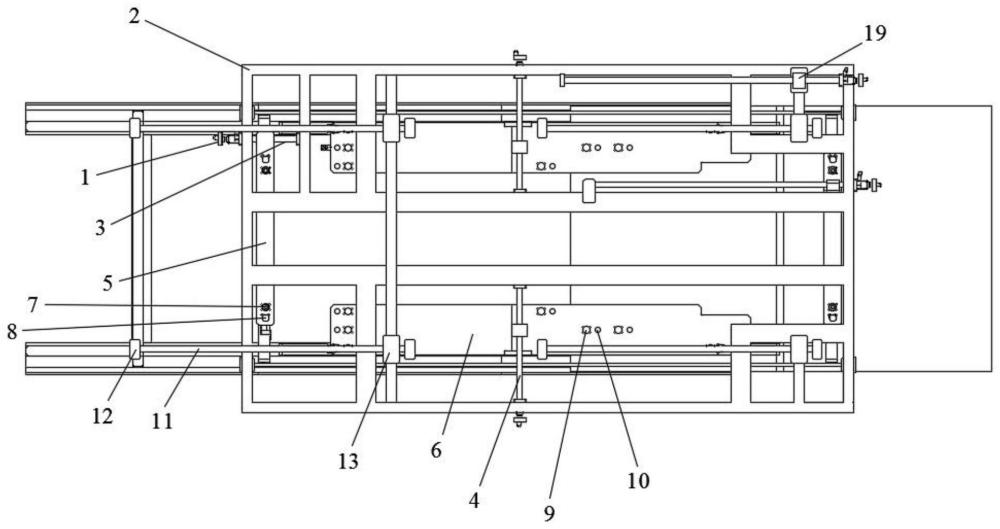
1.一种膜片的热合机构,包括作为结构主框架用以搭载的型材(2),其特征在于:所述型材(2)具备长度方向结构和宽度方向结构且其本身隔空架设,型材(2)的上侧面和/或下侧面通过丝杠固定板活动连接有长度方向调整丝杠(3)、宽度方向调整丝杠(4)以及与二者分别配合的丝杠滑块(19),还包括与丝杠滑块(19)安装以移动限位的宽度方向固定板(5)、长度方向固定板(6),宽度方向固定板(5)、长度方向固定板(6)上还均配置有热压导向轴(7)、热压气缸(8),型材(2)的下侧还配置有与膜片接触的长度方向热压条(17)、宽度方向热压条(18)。
2.根据权利要求1所述的膜片的热合机构,其特征在于:所述型材(2)的四角位置均设置有按压气缸固定块(14),按压气缸固定块(14)上安装有输出方向朝向膜片一侧的按压气缸(15),按压气缸(15)的输出端携带有按压条(16),按压条(16)以在按压气缸(15)的驱动下向下压紧膜片的方式实施。
3.根据权利要求1所述的膜片的热合机构,其特征在于:所述长度方向调整丝杠(3)、宽度方向调整丝杠(4)位于型材(2)外侧的端头上均设置有手摇轮(1),手摇轮(1)以摇动改变长度方向调整丝杠(3)、宽度方向调整丝杠(4)在对应丝杠滑块(19)进深位置的方式实施。
4.根据权利要求1所述的膜片的热合机构,其特征在于:所述宽度方向固定板(5)上安装的热压导向轴(7)、热压气缸(8)均向下延伸且共同连接有宽度方向热压条(18),宽度方向热压条(18)以连接热压气缸(8)的输出端且在驱动下向下热压膜片的方式实施。
5.根据权利要求1所述的膜片的热合机构,其特征在于:所述长度方向固定板(6)上安装的热压导向轴(7)、热压气缸(8)均向下延伸且共同连接有长度方向热压条(17),长度方向热压条(17)以连接热压气缸(8)的输出端且在驱动下向下热压膜片的方式实施。
6.根据权利要求5所述的膜片的热合机构,其特征在于:所述长度方向固定板(6)上还安装有用于备用以适配膜片大小的热压导向轴换型位(9)、热压气缸换型位(10)。
7.根据权利要求1所述的膜片的热合机构,其特征在于:还包括通过导向轴固定块(12)安装到所述型材(2)上的换型导向轴(11),导向轴固定块(12)分别位于换型导向轴(11)的两端,换型导向轴(11)上还配置有沿其长度延伸路径位移以相互作用使型材(2)在长度方向位移的导向滑块(13)。
8.一种如权利要求1-7共同所述的膜片的热合机构的方法,其特征在于,所述方法包括以下步骤:
技术总结
本发明公开了一种膜片的热合机构及方法,包括型材,型材具备长度方向结构和宽度方向结构,型材的上侧面和/或下侧面通过丝杠固定板活动连接有长度方向调整丝杠、宽度方向调整丝杠以及与二者分别配合的丝杠滑块,还包括与丝杠滑块安装以移动限位的宽度方向固定板、长度方向固定板,宽度方向固定板、长度方向固定板上还均配置有热压导向轴、热压气缸,型材的下侧还配置有与膜片接触的长度方向热压条、宽度方向热压条;本发明通过改变长度方向热压条、宽度方向热压条的尺寸和位置,适配不同热合尺寸的膜片,热压条受热均匀,并且利用热压气缸控制按压,故此得到的按压力度和按压距离一致,膜片受力均匀,综合热合后的膜片无破损、偏移的现象。
技术研发人员:罗晓君,姬欣池,张学磊,韩冬,王海洋
受保护的技术使用者:威海华顺精密机械有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!