一种全预制型不对称结构的聚氨酯运动场地材的生产工艺的制作方法
本发明涉及运动地材制作领域,更具体地,涉及一种全预制型不对称结构的聚氨酯运动场地材的生产工艺。
背景技术:
1、目前常见的运动场所(各类跑道、球场)的地面材料,多数使用现场摊铺方法(在硬化地面基础上先进行底涂渗透,做好底涂后在上面摊铺弹性层材料,之后再摊铺面层材料),由于现场摊铺必须等下层材料干透后才能进行上层材料的施工,导致整体施工周期长。
2、而为了解决整体施工周期长的问题,必须研发出一种运动场地材的生产工艺,以使得地材可以快速生产、复合的同时,还能避免杂物由间隙中插入并出现难以清洁的现象,因此,提出一种解决上述问题的全预制型不对称结构的聚氨酯运动场地材的生产工艺实为必要。
技术实现思路
1、本发明为克服上述现有技术所述的至少一种缺陷(不足),提供一种全预制型不对称结构的聚氨酯运动场地材的生产工艺。
2、为解决上述技术问题,本发明的技术方案如下:一种全预制型不对称结构的聚氨酯运动场地材的生产工艺,包括以下步骤:
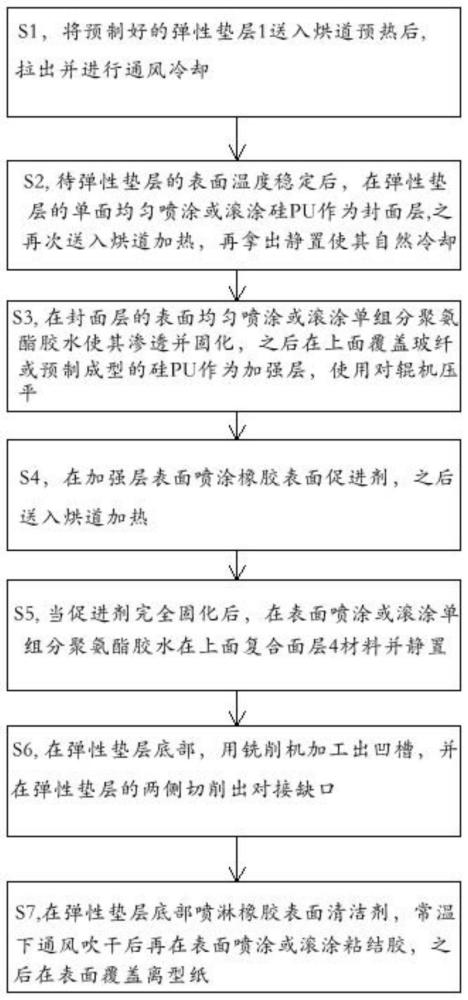
3、s1,将预制好的弹性垫层送入烘道预热后,拉出并进行通风冷却;
4、s2,待弹性垫层的表面温度稳定后,在弹性垫层的单面均匀喷涂或滚涂硅pu或聚氨酯材料作为封面层,之后再次送入烘道加热,再拿出静置使其自然冷却;
5、s3,在封面层的表面均匀喷涂或滚涂单组分或双组分聚氨酯胶水使其渗透并固化,之后在上面覆盖玻纤或预制成型的硅pu或聚氨酯材料作为加强层,使用对辊机压平;
6、s4,在加强层表面喷涂橡胶表面促进剂,之后送入烘道加热;
7、s5,当促进剂完全固化后,在表面喷涂或滚涂单组分聚氨酯胶水在上面复合面层材料并静置;
8、s6,在弹性垫层底部,用铣削机加工出凹槽,并在弹性垫层的两侧切削出对接缺口;
9、s7,在弹性垫层底部喷淋橡胶表面清洁剂,常温下通风吹干后再在表面喷涂或滚涂粘结胶,之后在表面覆盖离型纸。
10、在本发明中,还公开一种全预制型不对称结构的聚氨酯运动场地材的生产工艺,包括以下步骤:包括以下步骤:
11、a1,将预制好的弹性垫层送入烘道预热后,拉出并进行通风冷却;
12、a2,待弹性垫层的表面温度稳定后,在弹性垫层的单面均匀喷涂或滚涂硅pu或聚氨酯材料作为封面层,之后再次送入烘道加热,再拿出静置使其自然冷却;
13、a3,在加强层表面喷涂橡胶表面促进剂,之后送入烘道加热;
14、a4,当促进剂完全固化后,在表面喷涂或滚涂单组分或双组分聚氨酯胶水在上面复合面层材料并静置;
15、a5,在步骤a2中的封面层表面均匀喷涂或滚涂聚氨酯胶水,静置使其渗透并固化,之后与步骤a4中的加强层进行贴合,并使用对辊机压平;
16、a6,在弹性垫层底部,用铣削机加工出凹槽,并在弹性垫层的两侧切削出对接缺口;
17、a7,在弹性垫层底部喷淋橡胶表面清洁剂,常温下通风吹干后再在表面喷涂或滚涂粘结胶,之后在表面覆盖离型纸。
18、更进一步的,所述步骤s1或a1中,当所述弹性垫层送入烘道,在130-150℃之间预热30min后拉出,并通风冷却至110-120℃。
19、进一步的,所述步骤s2或a2中,所述弹性垫层的表面温度稳定时为110-120℃,之后再次送入烘道加热20min,静置30min,使其自然冷却。
20、更进一步的,所述步骤s4或a3中,所述橡胶表面促进剂为1,1-双(叔丁基过氧基)-3,3,5-三甲基环己烷,在烘道在加热的温度为125-135℃,不能超过150℃,湿度为50%-60%,时间在40-50min。
21、进一步的,所述步骤s6或a6中,所述凹槽呈v型或半圆形,在实际应用中,可以根据需要对凹槽的形状进行设置,其均在本发明的保护范围之内。
22、更进一步的,所述步骤s6或a6中,所述对接缺口的切削厚度不低于材料整体厚度的30%,不超过材料整体厚度的50%,由于对接缺口的设置,可以使得相邻地材驳接时,不会留下过深的间隙,便于杂物的清洁。
23、进一步的,所述步骤s7或a7中,所述表面喷涂或滚涂粘结胶的厚度控制在0.1-1mm之间,在实际应用中,可以根据需要对粘结胶的厚度进行调节,其均在本发明的保护范围之内。
24、更进一步的,所述步骤a1、a2和a3、a4可以同步进行,由于步骤a1、a2和a3、a4可以同步进行,因此,多道工序之间可以同时运作,可以加快了地材生产所需的时间。
25、与现有技术相比,本发明技术方案的有益效果是:
26、本发明公开的全预制型不对称结构的聚氨酯运动场地材的生产工艺,可以通过预热和通风冷却的方式,实现多层材料之间的粘合,而为了节约多层材料复合所需的时间,可以同时分别对多层地材进行复合后,再进行整体的复合,节约了生产的时间。
技术特征:
1.一种全预制型不对称结构的聚氨酯运动场地材的生产工艺,其特征在于:包括以下步骤:
2.一种全预制型不对称结构的聚氨酯运动场地材的生产工艺,其特征在于:包括以下步骤:
3.根据权利要求1或2所述的全预制型不对称结构的聚氨酯运动场地材的生产工艺,其特征在于:所述步骤s1或a1中,当所述弹性垫层送入烘道,在130-150℃之间预热30min后拉出,并通风冷却至110-120℃。
4.根据权利要求1或2所述的全预制型不对称结构的聚氨酯运动场地材的生产工艺,其特征在于:所述步骤s2或a2中,所述弹性垫层的表面温度稳定时为110-120℃,之后再次送入烘道加热20min,静置30min,使其自然冷却。
5.根据权利要求1或2所述的全预制型不对称结构的聚氨酯运动场地材的生产工艺,其特征在于:所述步骤s4或a3中,所述橡胶表面促进剂为1,1-双(叔丁基过氧基)-3,3,5-三甲基环己烷,在烘道在加热的温度为125-135℃,不能超过150℃,湿度为50%-60%,时间在40-50min。
6.根据权利要求1或2所述的全预制型不对称结构的聚氨酯运动场地材的生产工艺,其特征在于:所述步骤s6或a6中,所述凹槽呈v型或半圆形。
7.根据权利要求1或2所述的全预制型不对称结构的聚氨酯运动场地材的生产工艺,其特征在于:所述步骤s6或a6中,所述对接缺口的切削厚度不低于材料整体厚度的30%,不超过材料整体厚度的50%。
8.根据权利要求1或2所述的全预制型不对称结构的聚氨酯运动场地材的生产工艺,其特征在于:所述步骤s7或a7中,所述表面喷涂或滚涂粘结胶的厚度控制在0.1-1mm之间。
9.根据权利要求2所述的全预制型不对称结构的聚氨酯运动场地材的生产工艺,其特征在于:所述步骤a1、a2和a3、a4可以同步进行。
技术总结
本发明涉及运动地材领域,更具体地,涉及一种全预制型不对称结构的聚氨酯运动场地材的生产工艺,包括以下步骤:将预制好的弹性垫层送入烘道预热后,拉出并进行通风冷却;待弹性垫层的表面温度稳定后,在弹性垫层的单面均匀喷涂或滚涂硅PU作为封面层,之后再次送入烘道加热,再拿出静置使其自然冷却;在封面层的表面均匀喷涂或滚涂单组分聚氨酯胶水使其渗透并固化,之后在上面覆盖玻纤或预制成型的硅PU作为加强层,使用对辊机压平;在加强层表面喷涂橡胶表面促进剂,之后送入烘道加热;当促进剂完全固化后,在表面喷涂或滚涂单组分聚氨酯胶水在上面复合面层材料并静置;在弹性垫层底部,用铣削机加工出凹槽,并在弹性垫层的两侧切削出对接缺口。
技术研发人员:郭富华
受保护的技术使用者:广东博森新材料有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!