一种汽车外饰件注塑加工设备及注塑加工线的制作方法
本发明涉及汽车外饰件生产,具体来说涉及一种汽车外饰件注塑加工设备及注塑加工线。
背景技术:
1、外饰件,是车身表面的装饰部件,主要起到美化、保护和空气阻力削减的作用,常为塑料件制成。
2、根据专利号cn211968281u,公开(公告)日:2020-11-20,公开的一种汽车外饰件的注塑模具热流道改进系统,包括热流道板,热流道板下端具有两个注塑模,分别为第一注塑模以及第二注塑模,第一注塑模上具有第一母模板、第一母模仁、第一公模板以及第一公模仁,第二注塑模上具有第二母模板、第二母模仁、第二公模板以及第二公模仁,热流道板对应的第一注塑模上设置有第一热流道系统,在热流道板对应的第二注塑模上设置有第二伺服驱动阀浇口热流道系统。与现有技术相比,本实用新型的优点在于可以对压力和流量进行精准、简便且灵活的控制管理,达到良好的外观要求,确保模板的强度,避免模板的变形,提高模具的使用寿命。
3、包括上述专利的现有技术中,较大型的外饰件,如保险杠、尾翼等窄长形的部件会采用针阀式热流道的注塑模具进行中心注射,并沿中心依次开放针阀注塑口以辅助两股熔融塑料相容,以避免塑料相容出现的熔接缝,但塑料模具自身具备冷却的能力,在模具内沿着边缘流动的塑料熔融液在重复与热流的熔融塑料相容时,会因为收缩产生凸起或者熔接缝,在保险杠喷漆着色后尤为明显。
技术实现思路
1、本发明的目的是提供一种汽车外饰件注塑加工设备及注塑加工线,旨在解决较长的复杂异形零件在多浇筑口依次浇筑时,边缘会产生凸起或熔接缝的问题。
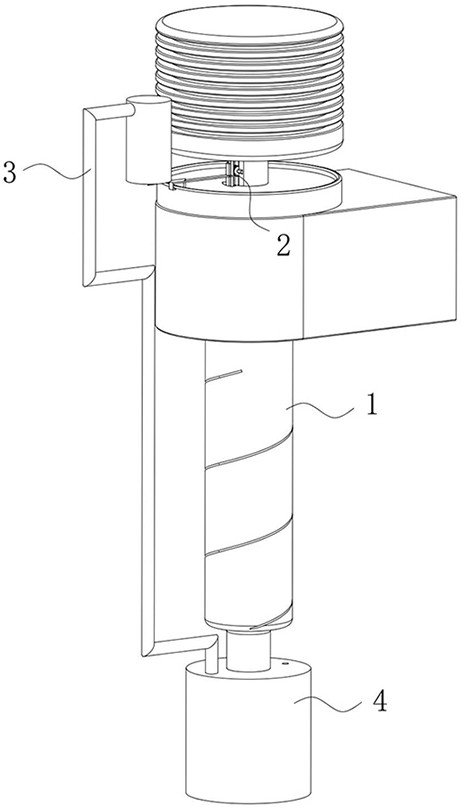
2、为了实现上述目的,本发明提供如下技术方案:一种汽车外饰件注塑加工设备及注塑加工线,包括针阀式热流道和封堵针,所述针阀式热流道包括注压腔,还包括增压机构,其包括滑动连接于所述注压腔和所述封堵针上的滑移推抵块,所述封堵针受驱移动开放所述注压腔,以驱使所述滑移推抵块沿所述封堵针反向滑动压缩所述注压腔。
3、作为优选的,所述针阀式热流道上转动连接有齿轮,所述针阀式热流道上滑动连接有齿条,所述齿轮随所述封堵针移动而旋转,以啮合所述齿条推抵所述滑移推抵块移动。
4、作为优选的,所述注压腔固定连通有连通热熔部,所述滑移推抵块受驱压缩所述注压腔后,随所述连通热熔部输入熔融液流动以使所述滑移推抵块沿所述封堵针滑动以扩大所述注压腔。
5、作为优选的,所述齿条上滑动连接有滑条,所述滑条第一端设置于所述滑移推抵块内,并被装配于以下两个工位:
6、第一工位:所述滑条随所述封堵针快速移动,以与所述齿条单向锁止;
7、第二工位:所述滑条随所述滑移推抵块慢速推抵,而沿所述齿条滑动。
8、作为优选的,所述滑条上呈线性阵列设置有多个圆形凸起,所述齿条上呈线性阵列设置有多个弹性倾斜针,所述弹性倾斜针受驱快速沿所述滑条移动,以受所述圆形凸起限制反拱锁止,所述圆形凸起慢速推抵所述弹性倾斜针弯曲。
9、作为优选的,所述连通热熔部内设置有限制板,所述限制板上呈线性阵列开设有裂变槽,所述滑移推抵块上活动设置有导液块,所述导液块受驱沿所述限制板滑动,并挤压所述裂变槽打开。
10、作为优选的,所述滑移推抵块随所述封堵针封堵注压腔而移动,以使所述注压腔内的熔融液停止挤出。
11、作为优选的,还包括固定连通所述注压腔的模具注入头,所述模具注入头内设置有弹性套,所述弹性套随所述封堵针封堵注压腔而膨胀,以将成品拔模锥挤出圆弧凹槽。
12、作为优选的,还包括导气组件,其包括相互连通的导气管和气仓,所述气仓和所述滑移推抵块之间设置有弯折活塞,所述弯折活塞随所述滑移推抵块移动以推抵所述气仓向所述弹性套输气。
13、一种汽车外饰件注塑加工线,还包括传送带和设置于传送带上的机械手,所述机械手移动平台设置有倾斜夹板,所述倾斜夹板受驱夹持成品拔模锥上的所述圆弧凹槽上。
14、在上述技术方案中,本发明提供的一种汽车外饰件注塑加工设备及注塑加工线,具备以下有益效果:在零件边缘的注压腔设置增压机构,能在注压腔开放工作时提供压力,并增加熔融液射出的初速度,以减少两股溶液交汇时的溶液温度,从而尽量减少熔接缝和凸起的现象,在边缘封堵针未启动时,也不会影响其余注压腔的正常运行。
技术特征:
1.一种汽车外饰件注塑加工设备,包括针阀式热流道(1)和封堵针(12),其特征在于,所述针阀式热流道(1)包括注压腔(10),还包括增压机构(2),其包括滑动连接于所述注压腔(10)和所述封堵针(12)上的滑移推抵块(20),所述封堵针(12)受驱移动开放所述注压腔(10),以驱使所述滑移推抵块(20)沿所述封堵针(12)反向滑动压缩所述注压腔(10)。
2.根据权利要求1所述的一种汽车外饰件注塑加工设备,其特征在于,所述针阀式热流道(1)上转动连接有齿轮(21),所述针阀式热流道(1)上滑动连接有齿条(22),所述齿轮(21)随所述封堵针(12)移动而旋转,以啮合所述齿条(22)推抵所述滑移推抵块(20)移动。
3.根据权利要求2所述的一种汽车外饰件注塑加工设备,其特征在于,所述注压腔(10)固定连通有连通热熔部(101),所述滑移推抵块(20)受驱压缩所述注压腔(10)后,随所述连通热熔部(101)输入熔融液流动以使所述滑移推抵块(20)沿所述封堵针(12)滑动以扩大所述注压腔(10)。
4.根据权利要求3所述的一种汽车外饰件注塑加工设备,其特征在于,所述齿条(22)上滑动连接有滑条(23),所述滑条(23)第一端设置于所述滑移推抵块(20)内,并被装配于以下两个工位:
5.根据权利要求4所述的一种汽车外饰件注塑加工设备,其特征在于,所述滑条(23)上呈线性阵列设置有多个圆形凸起(231),所述齿条(22)上呈线性阵列设置有多个弹性倾斜针(221),所述弹性倾斜针(221)受驱快速沿所述滑条(23)移动,以受所述圆形凸起(231)限制反拱锁止,所述圆形凸起(231)慢速推抵所述弹性倾斜针(221)弯曲。
6.根据权利要求5所述的一种汽车外饰件注塑加工设备,其特征在于,所述连通热熔部(101)内设置有限制板(102),所述限制板(102)上呈线性阵列开设有裂变槽,所述滑移推抵块(20)上活动设置有导液块(24),所述导液块(24)受驱沿所述限制板(102)滑动,并挤压所述裂变槽打开。
7.根据权利要求6所述的一种汽车外饰件注塑加工设备,其特征在于,所述滑移推抵块(20)随所述封堵针(12)封堵注压腔(10)而移动,以使所述注压腔(10)内的熔融液停止挤出。
8.根据权利要求7所述的一种汽车外饰件注塑加工设备,其特征在于,还包括固定连通所述注压腔(10)的模具注入头(4),所述模具注入头(4)内设置有弹性套(44),所述弹性套(44)随所述封堵针(12)封堵注压腔(10)而膨胀,以将成品拔模锥(5)挤出圆弧凹槽(51)。
9.根据权利要求8所述的一种汽车外饰件注塑加工设备,其特征在于,还包括导气组件(3),其包括相互连通的导气管(31)和气仓(32),所述气仓(32)和所述滑移推抵块(20)之间设置有弯折活塞(33),所述弯折活塞(33)随所述滑移推抵块(20)移动以推抵所述气仓(32)向所述弹性套(44)输气。
10.一种汽车外饰件注塑加工线,其特征在于,包括上述权利要求1-9任一项所述的汽车外饰件注塑加工设备,包括成品拔模锥(5)和圆弧凹槽(51),还包括传送带和设置于传送带上的机械手,所述机械手移动平台设置有倾斜夹板(52),所述倾斜夹板(52)受驱夹持成品拔模锥(5)上的所述圆弧凹槽(51)上。
技术总结
本发明公开了一种汽车外饰件注塑加工设备及注塑加工线,包括针阀式热流道和封堵针,所述针阀式热流道包括注压腔,还包括增压机构,其包括滑动连接于所述注压腔和所述封堵针上的滑移推抵块,所述封堵针受驱移动开放所述注压腔,以驱使所述滑移推抵块沿所述封堵针反向滑动压缩所述注压腔。本发明提供的汽车外饰件注塑加工设备及注塑加工线,在零件边缘的注压腔设置增压机构,能在注压腔开放工作时提供压力,并增加熔融液射出的初速度,以减少两股溶液交汇时的溶液温度,从而尽量减少熔接缝和凸起的现象,在边缘封堵针未启动时,也不会影响其余注压腔的正常运行。
技术研发人员:严晓杰
受保护的技术使用者:太仓市天丝利塑化有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!