复合材料夹芯结构填充挖补修理方法与流程
本发明涉及航空复合材料制造,更具体地说,涉及一种复合材料夹芯结构填充挖补修理方法。
背景技术:
1、由于复合材料的轻质高强、耐腐蚀、可设计性强、可整体成型、抗疲劳断裂性能好、尺寸稳定性好的特点,已成为先进航空飞行器的主要机构材料之一。夹芯复合材料作为一种典型的复合材料结构,常用于航空器舵面、襟翼、机翼/机身壁板、旋翼等零部件中。随着,复合材料夹芯结构应用增多,其在制造过程中难免产生缺陷,在服役使用过程中经常会遭受各类损伤。复合材料夹芯结构的缺陷/损伤修理难度较大,流程较为复杂。
2、目前航空飞行器的复合材料夹芯结构的修理多采用挖补修理,在修理过程中,各工序操作复杂,修理时间较长,修理后内部质量不佳,结构承载恢复效率不高。
3、因此设计一种用于合材料夹芯结构挖补修理方法,该方法要既要具备流程相对简单,修理耗时相对较短,又能保证修理区内部质量和修理后结构承载恢复率高,目前实现起来较为困难且非常迫切。
技术实现思路
1、(一)要解决的技术问题
2、本发明要解决的技术问题是目前的修理方法的流程较为复杂、修复耗时较长。
3、(二)技术方案
4、为实现上述目的,本发明采用的技术方案是:
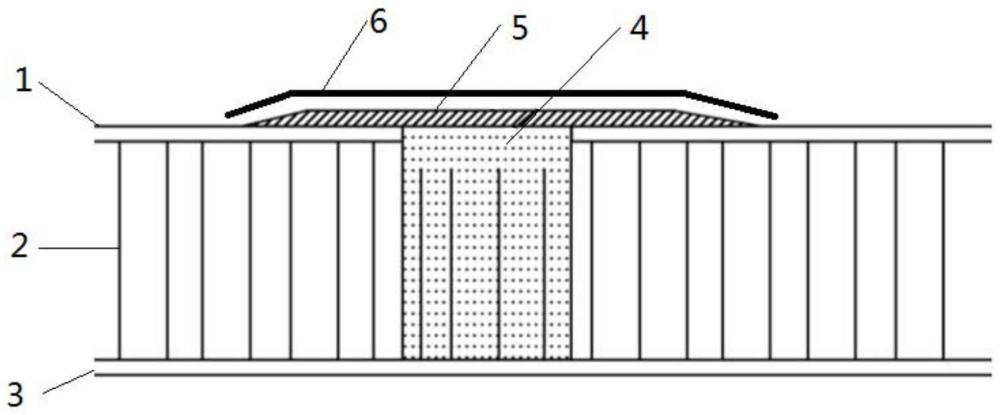
5、提供一种复合材料夹芯结构填充挖补修理方法,包括以下步骤:
6、根据夹芯结构上缺陷/损伤区域的尺寸挖除其对应区域的上蒙皮和芯材,形成待修复区;
7、将填充料填充至所述待修复区,并将填充料加热固化;
8、打磨多余的填充料及填充料周边的上蒙皮区域,以使填充料的填充高度与上蒙皮外表面齐平;
9、在填充料的外表面铺放修理材料,通过均压板进行均压封装、抽真空并加热固化。
10、优选地,所述修理材料为胶膜和预浸料组合,或湿铺贴材料。
11、优选地,所述胶膜为中温固化胶膜或高温固化胶膜,所述湿铺贴材料为中温固化湿铺贴材料或高温固化湿铺贴材料,所述预浸料为碳纤维增强预浸料或玻璃纤维增强预浸料。
12、优选地,所述均压板为玻璃钢均压板,所述均压板的厚度为0.3mm-0.5mm。
13、优选地,所述均压板为硫化橡胶均压板,所述均压板的厚度为1mm-2mm。
14、优选地,所述填充料为低温固化低粘度糊状结构胶与低密度填充物的混合物、或中温固化膏状填料、或高温固化膏状填料。
15、优选地,所述低密度填充物为空心玻璃微珠、或空心酚醛微珠、或炭黑。
16、优选地,将填充料填充至所述待修复区时要高于上蒙皮外表面,填充料固化后,打磨多余的填充料及填充料周边的上蒙皮区域,以使填充料的填充高度与上蒙皮外表面齐平。
17、优选地,所述待修复区刚好覆盖缺陷/损伤区域的最大尺寸。
18、优选地,所述均压板的型面与待修复区的原始型面一致。
19、(三)有益效果
20、本发明的上述技术方案至少具有如下优点:
21、本发明提供一种复合材料夹芯结构填充挖补修理方法,通过最小化挖除缺陷/损伤区域,最大可能的保留了原结构,减少了修补区,保证了结构的完整性。通过填充料的一次填充,减低芯材填充的难度,避免芯材填充后,还需要将上蒙皮区用补片填充,简化了修理流程,提高了效率。修理材料选择可多样化,可适用于不同场合的修理,提高了修理的便捷性。软质均压板的使用,既保证压力传递均匀,从而保证修理后的内部质量,又能保证修理材料固化后的外观质量。
技术特征:
1.一种复合材料夹芯结构填充挖补修理方法,其特征在于,包括以下步骤:
2.如权利要求1所述的复合材料夹芯结构填充挖补修理方法,其特征在于,所述修理材料为胶膜和预浸料组合,或湿铺贴材料。
3.如权利要求2所述的复合材料夹芯结构填充挖补修理方法,其特征在于,所述胶膜为中温固化胶膜或高温固化胶膜,所述湿铺贴材料为中温固化湿铺贴材料或高温固化湿铺贴材料,所述预浸料为碳纤维增强预浸料或玻璃纤维增强预浸料。
4.如权利要求1所述的复合材料夹芯结构填充挖补修理方法,其特征在于,所述均压板为玻璃钢均压板,所述均压板的厚度为0.3mm-0.5mm。
5.如权利要求1所述的复合材料夹芯结构填充挖补修理方法,其特征在于,所述均压板为硫化橡胶均压板,所述均压板的厚度为1mm-2mm。
6.如权利要求1所述的复合材料夹芯结构填充挖补修理方法,其特征在于,所述填充料为低温固化低粘度糊状结构胶与低密度填充物的混合物、或中温固化膏状填料、或高温固化膏状填料。
7.如权利要求6所述的复合材料夹芯结构填充挖补修理方法,其特征在于,所述低密度填充物为空心玻璃微珠、或空心酚醛微珠、或炭黑。
8.如权利要求1所述的复合材料夹芯结构填充挖补修理方法,其特征在于,将填充料填充至所述待修复区时要高于上蒙皮外表面,填充料固化后,打磨多余的填充料及填充料周边的上蒙皮区域,以使填充料的填充高度与上蒙皮外表面齐平。
9.如权利要求1所述的复合材料夹芯结构填充挖补修理方法,其特征在于,所述待修复区刚好覆盖缺陷/损伤区域的最大尺寸。
10.如权利要求1所述的复合材料夹芯结构填充挖补修理方法,其特征在于,所述均压板的型面与待修复区的原始型面一致。
技术总结
本发明提供了一种复合材料夹芯结构填充挖补修理方法,包括以下步骤:根据夹芯结构上缺陷/损伤区域的尺寸挖除其对应区域的上蒙皮和芯材,形成待修复区;将填充料填充至待修复区,并将填充料加热固化;打磨多余的填充料及填充料周边的上蒙皮区域,以使填充料的填充高度与上蒙皮外表面齐平;在填充料的外表面铺放修理材料,通过均压板进行均压封装、抽真空并加热固化。本发明通过最小化挖除缺陷/损伤区域,减少了修补区,保证结构的完整性。通过填料的一次填充,减低芯材填充的难度,简化了修理流程。软质均匀板的使用,既保证压力传递均匀,从而保证修理后的内部质量,又能保证修理材料固化后的外观质量。
技术研发人员:周长庚,荀国立
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!