一种适用于拉挤工艺的低压注胶装置的制作方法
本发明涉及复合材料的拉挤成型设备领域,尤其是涉及一种适用于拉挤工艺的低压注胶装置。
背景技术:
1、拉挤成型工艺是将连续纤维或纤维织物充分浸润树脂后在牵引设备的牵引下,经成型模具加热固化制得复合材料型材的工艺方法,与其他复合材料生产工艺相比,拉挤成型工艺具有原材料利用率高、生产效率高、制品尺寸精度高及产品表面质量好等优点。拉挤成型工艺主要工序包括导纱、浸胶、预成型、固化成型、牵引和切割,目前常用浸胶方式是将经牵引的连续纤维浸入盛有胶液的胶槽中进行浸润,纤维浸胶后在牵引设备牵引下通过预成型工装,挤除多余胶液,初具产品雏形,最后进入加热模腔进行固化成型。
2、随着风电行业大力发展,对复合材料行业推进自动化生产有着更高的要求,因而探索高成型质量、高生产效率、高自动化、低成本的成型工艺,成为复合材料行业重要的研究方向。目前拉挤工艺普遍采用开放压辊式浸胶装置,其工艺导致树脂受环境影响大,易产生胶液污染等情况;且由于其下压式浸胶方式,将导致纤维张力过大,且每层纤维张力差异较大,同时上下层树脂对纤维的浸润时间不一致,将导致树脂浸润纤维不匀的情况。随着技术不断优化,拉挤工艺拉速逐步提升,纤维张力过大会导致纤维在各工艺阶段受损起毛严重,最终产品性能下降;同时下压式浸胶对各层纱线张力差异以及纤维浸渍不匀的影响,将导致产品成型后直线度较差的情况。
3、因此,针对上述问题本发明急需提供一种适用于拉挤工艺的低压注胶装置。
技术实现思路
1、本发明的目的在于提供一种适用于拉挤工艺的低压注胶装置,通过封闭低压浸胶方式及回流槽的设计以解决现有技术中存在的纤维磨纱起毛、浸润不良、纤维张力不均及胶液污染浪费等技术问题。
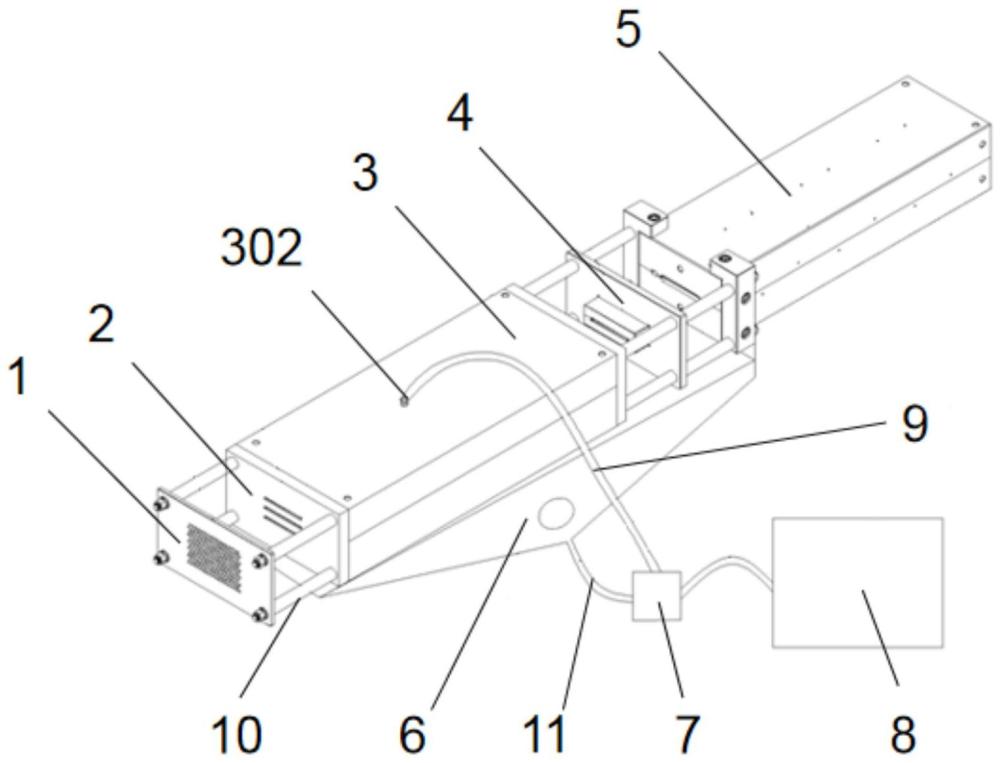
2、本发明提供的一种适用于拉挤工艺的低压注胶装置,包括回流槽,回流槽的槽口上方间隔设有封闭低压注胶模块和长冷模,封闭低压注胶模块和长冷模通过支撑架固定于回流槽上,封闭低压注胶模块一侧由内向外间隔布设有冷模和分纱机构,分纱机构和冷模穿装于支撑架上,长冷模一侧间隔设置有加热模具,加热模具与支撑架固接;
3、其中,封闭低压注胶模块包括箱体,箱体内横向布设有通道,箱体的相对两侧分别设有与通道连通的进口和出口,进口直径大于出口的直径,封闭低压注胶模块顶部开设有与通道连通的注胶口,注胶口通过进胶管路与储胶罐连通,进胶管路上连通有回流泵;回流槽的底部通过出胶管路与回流泵连通。
4、优选地,通道包括浸润段及加压段,浸润段由进口一侧向出口一侧方向呈渐变式缩小,加压段由进口一侧向出口一侧方向呈渐变式缩小;浸润段及加压段的长度比为2:3;进口的直径为80mm,浸润段与加压段的连接处的直径为20mm,出口的直径为5.2mm;注胶口与浸润段连通。
5、优选地,还包括设于回流槽内的液位计、控制器以及安装于出胶管路上的电控阀,其中,液位计与控制器电连接,控制器与电控阀电连接。
6、优选地,冷模包括冷模板,冷模板上纵向间隔布设至少三个贯通冷模板的通孔。
7、优选地,分纱机构包括分纱板,分纱板上设有多个贯通分纱板的纤维穿孔。
8、优选地,回流槽的材质为不锈钢。
9、优选地,回流槽的侧面呈v形布设。
10、优选地,回流泵为胶液隔膜泵。
11、优选地,封闭低压注胶模块的材质为铬12钼钒模具钢。
12、优选地,加热模具另一端还设有牵引设备。
13、本发明提供的一种适用于拉挤工艺的低压注胶装置与现有技术相比具有以下进步:
14、1、本发明提供的一种适用于拉挤工艺的低压注胶装置,通过封闭低压浸胶方式,使得纤维张力更小,各层张力大小更接近,各层纤维浸渍时间更为接近,可改善在高速拉挤状态下传统压辊式浸胶方式引起的纤维磨纱起毛、浸润不良、纤维张力不均与产品直线度等问题,提高产品性能与质量稳定性;同时,通过封闭低压注胶模块的渐变式浸胶方式,在逐步加压增强纤维浸润性的同时降低预成型挤胶过程对纤维损伤的影响;
15、2、本发明提供的一种适用于拉挤工艺的低压注胶装置,利用回流槽与回流泵的设计实现回流胶再利用,提高原材料利用率,降低产品原材料成本;通过使用树脂隔膜泵提供动力,匹配生产速度进行调整注胶量,实现自动化加胶,从而有效降低人工成本。
技术特征:
1.一种适用于拉挤工艺的低压注胶装置,其特征在于:
2.根据权利要求1所述的适用于拉挤工艺的低压注胶装置,其特征在于:通道(305)包括浸润段(301)及加压段(303),浸润段(301)由进口(307)一侧向出口(304)一侧方向呈渐变式缩小,加压段(303)由进口(307)一侧向出口(304)一侧方向呈渐变式缩小;浸润段(301)及加压段(303)的长度比为2:3;进口(307)的直径为80mm,浸润段(301)与加压段(303)的连接处的直径为20mm,出口(304)的直径为5.2mm;注胶口(302)与浸润段(301)连通。
3.根据权利要求2所述的适用于拉挤工艺的低压注胶装置,其特征在于:还包括设于回流槽(6)内的液位计、控制器以及安装于出胶管路(11)上的电控阀,其中,液位计与控制器电连接,控制器与电控阀电连接。
4.根据权利要求3所述的适用于拉挤工艺的低压注胶装置,其特征在于:冷模(2)包括冷模板,冷模板上间隔布设多个贯通冷模板的通孔。
5.根据权利要求4所述的适用于拉挤工艺的低压注胶装置,其特征在于:分纱机构(1)包括分纱板,分纱板上设有多个贯通分纱板的纤维穿孔。
6.根据权利要求5所述的适用于拉挤工艺的低压注胶装置,其特征在于:回流槽(6)的材质为不锈钢。
7.根据权利要求6所述的适用于拉挤工艺的低压注胶装置,其特征在于:回流槽(6)的侧面呈v形布设。
8.根据权利要求7所述的适用于拉挤工艺的低压注胶装置,其特征在于:回流泵(7)为胶液隔膜泵。
9.根据权利要求8所述的适用于拉挤工艺的低压注胶装置,其特征在于:封闭低压注胶模块(3)的材质为铬12钼钒模具钢。
10.根据权利要求9所述的适用于拉挤工艺的低压注胶装置,其特征在于:加热模具(5)另一端还设有牵引设备。
技术总结
本发明涉及复合材料的拉挤成型设备领域,尤其是涉及一种适用于拉挤工艺的低压注胶装置,包括回流槽,回流槽上方间隔设有封闭低压注胶模块和长冷模,封闭低压注胶模块一侧设有冷模和分纱机构,长冷模一侧设有加热模具;其中,封闭低压注胶模块包括箱体,箱体内横向设有通道,箱体的相对两侧分别设有进口和出口,箱体顶部开设有注胶口,注胶口通过进胶管路与储胶罐连通,进胶管路上连通有回流泵;回流槽的底部通过出胶管路与回流泵连通。本发明提供的一种适用于拉挤工艺的低压注胶装置,通过封闭低压注胶的浸胶方式,可改善纤维磨纱起毛、浸润不良与纤维张力不均等问题,提高产品性能;通过回流槽的设计,提高原材料利用率,降低原材料成本。
技术研发人员:闫家玉,汪新,黄金东,翟军明,于航,马迪,穆加权
受保护的技术使用者:中材科技股份有限公司
技术研发日:
技术公布日:2024/4/8
- 还没有人留言评论。精彩留言会获得点赞!