一种超声焊接补片修补定位及加压增强的夹具和方法
本发明属于超声焊接修补,尤其涉及一种超声焊接补片修补定位及加压增强的夹具和方法。
背景技术:
1、复合材料多应用于高端装备领域,其服役环境较为苛刻,结构件容易受到各类损伤,同时对复合材料损伤结构件的维护和修理又有较高的要求,因此高效、可靠的复合材料修补技术及装置极为重要。复合材料结构修理方案的选择需根据材料类型、损伤类型和损伤程度来确定。传统的复合材料补片修补是一个主要的修理方法,能够有效提高复合材料损伤结构件的剩余强度和使用寿命。目前实现补片修补的方法主要是机械连接和胶接,但现有修补方法存在修理时间长、成本高、效果有限等问题。
2、超声焊接技术是一种高效、快速连接技术,主要用于热塑性复合材料及热塑性聚合物的快速连接,可大幅降低了修理的时间和成本,并且修补后的结构件具有良好的质量和稳定性。在超声焊接过程中,高频低幅振动传递到被焊接样件中,样件很容易发生滑移使焊接位置变化或焊接失败。现有的超声焊接补片修补过程未对待修部件装夹不牢固,待修部件与补片之间缺乏紧密接合,焊接效果大幅下降,最终修补强度也不理想。
3、因此,本申请设计了一种超声焊接补片修补定位及加压增强的夹具和方法来解决上述的技术问题。
技术实现思路
1、为解决上述技术问题,本发明提出了一种超声焊接补片修补定位及加压增强的夹具和方法,能够约束修补件的水平位移且在修补件上方施加一定的压力,提高修补片与损伤样件待修补区域的接合程度,提高超声焊接补片修补的强度和质量。
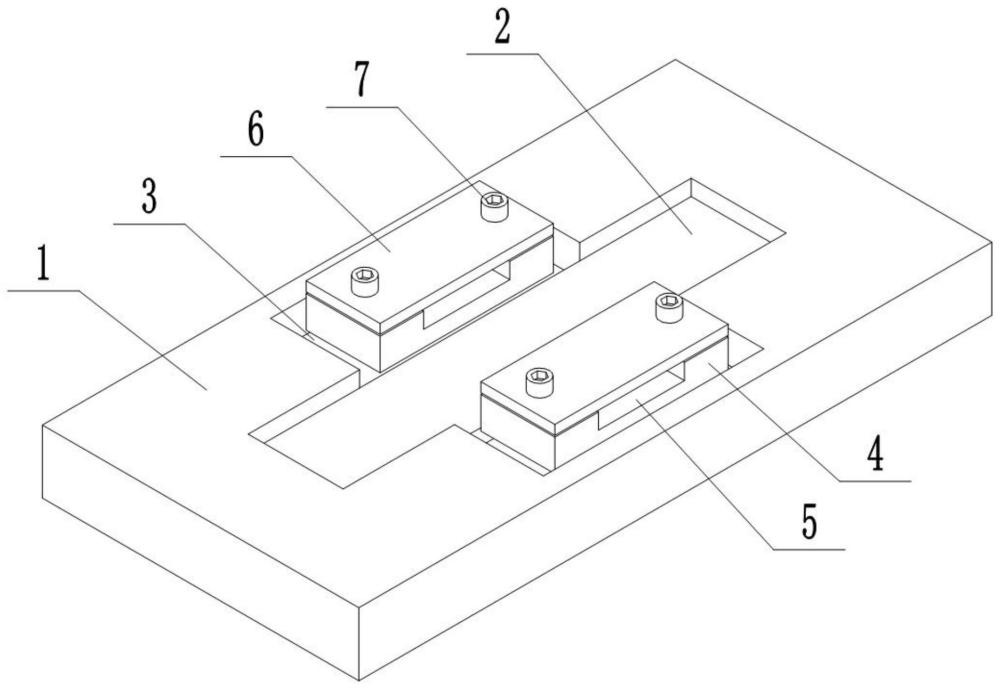
2、为实现上述目的,本发明提供了一种超声焊接补片修补定位及加压增强的夹具,包括用于定位约束待修补工件的底座,所述底座上设置有定位槽,所述定位槽内设置有用于约束及加压于修补片的紧固件;
3、所述定位槽包括与待修补的工件相适配的第一凹槽,所述第一凹槽的两侧分别开设有第二凹槽,所述紧固件设置在所述第二凹槽内;
4、所述紧固件包括对称设置在两所述第二凹槽内的支座,所述支座上设置有与待焊接的补片相适配的第三凹槽,所述支座的顶端设置有盖板,所述盖板的底端抵接在所述补片的顶面上并对所述补片与所述工件之间施加预压力;
5、所述盖板上设置的锁紧件贯穿所述支座并与所述第二凹槽可拆卸连接。
6、优选的,所述第一凹槽的深度不大于所述工件的厚度,所述第二凹槽的深度大于所述第一凹槽。
7、优选的,所述第三凹槽的底端不高于所述底座上的顶面,所述第三凹槽的深度大于所述补片的厚度。
8、优选的,所述锁紧件包括设置在所述盖板的两端的锁紧螺栓,所述锁紧螺栓底端贯穿所述支座并与所述第二凹槽的底端螺纹连接。
9、一种超声焊接补片修补定位及加压增强的方法,包括以下步骤:
10、根据工件和补片的规格选择对应的夹具,并将工件嵌设固定在第一凹槽内;
11、将选定的两个支座对应地放置在第二凹槽内,同时将补片搭接在两个第三凹槽之间;
12、将两个盖板对应地盖到支座顶端,通过锁紧件将盖板与支座固定,同时锁紧件贯穿支座与第二凹槽固定,将补片压紧在工件上并在补片与工件之间施加预压力;
13、将整个夹具放在超声波焊接机的工作台上并固定,再进行超声焊接工作。
14、优选的,在放置补片的步骤中,所述补片的两端对称的搭接在两所述第三凹槽内,确保所述补片两侧伸出的长度一致。
15、优选的,在锁紧件贯穿支座与第二凹槽固定的步骤中,若干所述锁紧件依次循环对称锁紧。
16、优选的,所述锁紧件的锁紧分若干次进行,每一次的锁紧过程中若干所述锁紧件依次对称进行。
17、与现有技术相比,本发明具有如下优点和技术效果:本发明公开了一种超声焊接补片修补定位及加压增强的夹具和方法,包括底座和在底座上表面设计的凹槽和用于给修补片加压固定的紧固件,夹具底座可以固定在超声焊接机的平台上,第一凹槽用于限制待修的工件的水平移动,保证了超声焊接过程中修补件不会发生滑移;紧固件用于限制补片的水平移动和整个修补件的垂直移动,并能够在修补件上施加一定的预先压紧力,提高补片与损伤工件待修补区域的接合程度,提高超声焊接补片修补的强度和质量;锁紧件使得紧固件可拆卸,能够根据修补片的大小,更改不同规格第三凹槽的紧固件,无需更换底座,节省了资源。
18、本发明可实现工件的快速定位、夹紧,且能够在修补件和补片上预先加压,提高修补的强度,提高工件的修补效率和质量。
技术特征:
1.一种超声焊接补片修补定位及加压增强的夹具,其特征在于:包括用于定位约束待修补工件(8)的底座(1),所述底座(1)上设置有定位槽,所述定位槽内设置有用于约束及加压于修补片(9)的紧固件;
2.根据权利要求1所述的超声焊接补片修补定位及加压增强的夹具,其特征在于:所述第一凹槽(2)的深度不大于所述工件(8)的厚度,所述第二凹槽(3)的深度大于所述第一凹槽(2)。
3.根据权利要求1所述的超声焊接补片修补定位及加压增强的夹具,其特征在于:所述第三凹槽(5)的底端不高于所述底座(1)上的顶面,所述第三凹槽(5)的深度大于所述补片(9)的厚度。
4.根据权利要求1所述的超声焊接补片修补定位及加压增强的夹具,其特征在于:所述锁紧件包括设置在所述盖板(6)的两端的锁紧螺栓(7),所述锁紧螺栓(7)底端贯穿所述支座(4)并与所述第二凹槽(3)的底端螺纹连接。
5.一种超声焊接补片修补定位及加压增强的方法,根据权利要求1-4所述的超声焊接补片修补定位及加压增强的夹具,其特征在于包括以下步骤:
6.根据权利要求5所述的超声焊接补片修补定位及加压增强的方法,其特征在于:在放置补片(9)的步骤中,所述补片(9)的两端对称的搭接在两所述第三凹槽(5)内,确保所述补片(9)两侧伸出的长度一致。
7.根据权利要求5所述的超声焊接补片修补定位及加压增强的方法,其特征在于:在锁紧件贯穿支座(4)与第二凹槽(3)固定的步骤中,若干所述锁紧件依次循环对称锁紧。
8.根据权利要求7所述的超声焊接补片修补定位及加压增强的方法,其特征在于:所述锁紧件的锁紧分若干次进行,每一次的锁紧过程中若干所述锁紧件依次对称进行。
技术总结
本发明属于超声焊接修补技术领域,公开了一种超声焊接补片修补定位及加压增强的夹具和方法,包括底座,底座上设置有定位槽,定位槽内设置有用于约束及加压于修补片的紧固件;定位槽包括与待修补的工件相适配的第一凹槽,第一凹槽的两侧分别开设有第二凹槽,紧固件设置在第二凹槽内;紧固件包括对称设置在两第二凹槽内的支座,支座上设置有与待焊接的补片相适配的第三凹槽,支座的顶端设置有盖板,盖板的底端抵接在补片的顶面上并对所述补片与所述工件之间施加预压力;盖板上设置的锁紧件贯穿支座并与第二凹槽可拆卸连接。本发明可实现工件的快速定位、夹紧,且能够在修补件和补片上预先加压,提高修补的强度,提高工件的修补效率和质量。
技术研发人员:赵天,徐帅衡,李营,陈晓萱,邱梓恒,吴振波,赵全月
受保护的技术使用者:北京理工大学
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!