一种曲式空气弹簧的注射成型机的制作方法
本发明涉及橡胶注射成型机,尤其是涉及一种曲式空气弹簧的注射成型机。
背景技术:
1、空气弹簧主要用于各类机械减震器设备,起到缓冲吸振,控制运动或增压作用,但是目前国内大部分卡车都采用都以钢板弹簧为弹性元件兼作导向装置的独立悬架,其结构简单,其汽车的平顺性,舒适性较差,簧下质量大,无法适应卡车轻量化的发展,并且不能兼顾卡车舒适性和操作的稳定性
2、目前,多曲型空气弹簧硫化机大多设备陈旧落后,模具分成多块,每次硫化完成将产品脱模后,需要再次装模,而现在的脱模及装模工序都需要将硫化模具从硫化机上取下,并且,为了便于人工搬运组装,必须将模具用冷水浇淋冷却,组装模具时须两人配合,一次装模就需要10分钟以上;而且由于硫化模具经过冷却后成为了冷模,用冷模进行硫化需要耗费更多的时间和热能,生产一只产品需要大约50分钟。因此,这样的方式不仅导致了工人的劳动强度大,而且生产效率极低,同时这种方式所生产的产品,其质量无法得到保障,产品的合格率仅有40%。这一瓶颈长期制约多曲型空气弹簧的生产发展,
3、在上述多曲型空气弹簧硫化设备对曲式空气弹簧成型加工中,往往设置设备与成型模具使用中,由于设备和模具的联动性会直接导致产品变形,成型偏差大,并且多曲型空气弹簧硫化设备只能针对小型结构的多曲型空气弹簧进行流化成型。
技术实现思路
1、本发明的目的是提供一种曲式空气弹簧的注射成型机,解决针对大型的曲式空气弹簧优质注射成型的问题。
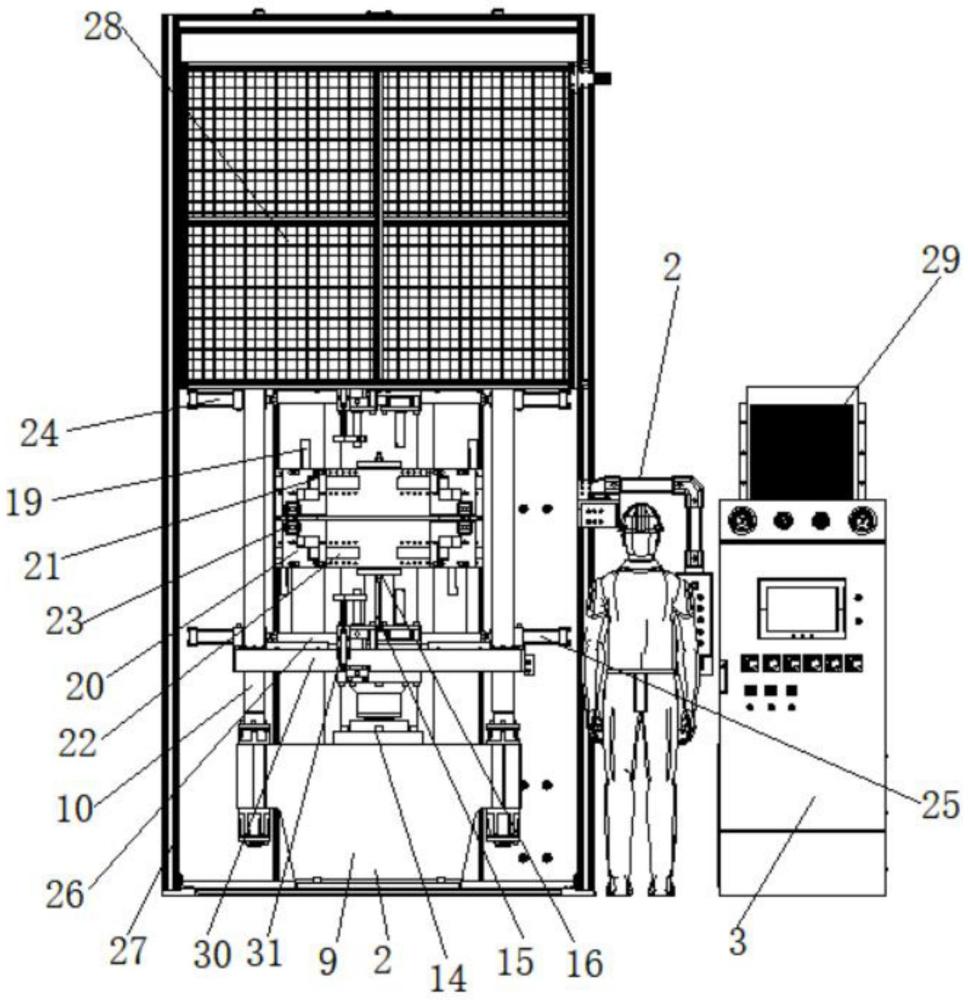
2、本发明解决其技术问题所采用的技术方案是:一种曲式空气弹簧的注射成型机,包括曲式空气弹簧成型结构、连接曲式空气弹簧成型结构的油压电控结构、设在曲式空气弹簧成型结构与油压电控结构之间的油路控制结构,所述的曲式空气弹簧成型结构包括外罩体、设在外罩体中的注射成型机构,所述的油压电控结构包括控制台操作窗口、电控箱体以及控制油箱结构,所述的油路控制结构包括油压设备架体以及设在油压设备架体中的多向油路供给结构。
3、所述的注射成型机构包括油压主体机构、设在油压主体机构上部注射控制结构、以及设在油压主体机构中的曲式空气弹簧成型模具连接结构。
4、所述的油压主体机构包括底座、设在底座上部的连接柱体组、贯穿连接连接柱体组的中部模具控制座结构、设在连接柱体组上部的安装平台,所述的上部注射控制结构包括设在安装平台上的注射控制座体、设在注射控制座体上部的注射供给连接座。
5、所述的曲式空气弹簧成型模具连接结构包括设在底座上部中心位置设置底模控制座结构以及设在注射控制座体后侧的模具连接结构。
6、所述的底模控制座结构包括设在底座上部的底部控制座、设在底部控制座上部的模具底端定位具以及设在模具底端定位具上部的底模定位成型台。
7、所述的模具连接结构包括设在注射控制座体后侧的模具移动架体、设在模具移动架体中的移动安装连接柱、设在移动安装连接柱中多层模具安装结构、设置多层模具安装结构后部的模体控制齿条组,所述的多层模具安装结构包括一组移模安装板、设在每个移模安装板上部的移动控制槽、设在移动控制槽中的模具连接座体、设在每个模具连接座体下部并安装在移模安装板上部的锁模定位器、设在模具移动架体上的上锁模气缸组、设在置底模控制座结构上的下锁模气缸组。
8、所述的底模控制座结构包括一组相对设置的底模开合板。
9、所述的多向油路供给结构包括设在油压设备架体中的总控油路控制结构、模具油路控制结构以及注射油路控制结构。
10、在控制油箱结构上端设置风机结构。
11、本发明的有益效果:本发明采用分块式结构的注射成型模具并且采用多方位的模具移动动作,极大的提高了脱模及装模效率,减少了工人的劳动强度,节约了加热所需要的能耗,提高了生产效率,有效的保证了产品合格率,使产品的合格率可以达到98%,每年可以降低因此生产废品造成的损失约260万。本发明结构简单,成本低廉,使用效果理想。
12、以下将结合附图和实施例,对本发明进行较为详细的说明。
技术特征:
1.一种曲式空气弹簧的注射成型机,其特征在于:包括曲式空气弹簧成型结构、连接曲式空气弹簧成型结构的油压电控结构、设在曲式空气弹簧成型结构与油压电控结构之间的油路控制结构,所述的曲式空气弹簧成型结构包括外罩体、设在外罩体中的注射成型机构,所述的油压电控结构包括控制台操作窗口、电控箱体以及控制油箱结构,所述的油路控制结构包括油压设备架体以及设在油压设备架体中的多向油路供给结构。
2.如权利要求1所述的曲式空气弹簧的注射成型机,其特征在于:所述的注射成型机构包括油压主体机构、设在油压主体机构上部注射控制结构、以及设在油压主体机构中的曲式空气弹簧成型模具连接结构。
3.如权利要求2所述的曲式空气弹簧的注射成型机,其特征在于:所述的油压主体机构包括底座、设在底座上部的连接柱体组、贯穿连接连接柱体组的中部模具控制座结构、设在连接柱体组上部的安装平台,所述的上部注射控制结构包括设在安装平台上的注射控制座体、设在注射控制座体上部的注射供给连接座。
4.如权利要求2所述的曲式空气弹簧的注射成型机,其特征在于:所述的曲式空气弹簧成型模具连接结构包括设在底座上部中心位置设置有底模控制座结构以及设在注射控制座体后侧的模具连接结构。
5.如权利要求4所述的曲式空气弹簧的注射成型机,其特征在于:所述的底模控制座结构包括设在底座上部的底部控制座、设在底部控制座上部的模具底端定位具以及设在模具底端定位具上部的底模定位成型台。
6.如权利要求4所述的曲式空气弹簧的注射成型机,其特征在于:所述的模具连接结构包括设在注射控制座体后侧的模具移动架体、设在模具移动架体中的移动安装连接柱、设在移动安装连接柱中多层模具安装结构、设置在多层模具安装结构后部的模体控制齿条组,所述的多层模具安装结构包括一组移模安装板、设在每个移模安装板上部的移动控制槽、设在移动控制槽中的模具连接座体、设在每个模具连接座体下部并安装在移模安装板上部的锁模定位器、设在模具移动架体上的上锁模气缸组、设置在底模控制座结构上的下锁模气缸组。
7.如权利要求4所述的曲式空气弹簧的注射成型机,其特征在于:所述的底模控制座结构包括设在连接柱体组上的底模连接板、设在底模连接板上的一组相对设置的底模开合板,底模开合板与下锁模气缸组连接。
8.如权利要求1所述的曲式空气弹簧的注射成型机,其特征在于:所述的多向油路供给结构包括设在油压设备架体中的总控油路控制结构、模具油路控制结构以及注射油路控制结构。
9.如权利要求1所述的曲式空气弹簧的注射成型机,其特征在于:所述的控制油箱结构的上端设有风机结构。
技术总结
本发明是一种曲式空气弹簧的注射成型机,包括曲式空气弹簧成型结构、连接曲式空气弹簧成型结构的油压电控结构、油路控制结构,曲式空气弹簧成型结构包括外罩体、注射成型机构,所述的油压电控结构包括控制台操作窗口、电控箱体以及控制油箱结构,油路控制结构包括油压设备架体以及设在油压设备架体中的多向油路供给结构。本发明采用分块式结构的注射成型模具并且采用多方位的模具移动动作,极大的提高了脱模及装模效率,减少了工人的劳动强度,节约了加热所需要的能耗,提高了生产效率,有效的保证了产品合格率,使产品的合格率可以达到98%,每年可以降低因此生产废品造成的损失约260万。本发明结构简单,成本低廉,使用效果理想。
技术研发人员:赖锦柱
受保护的技术使用者:磐石油压工业(安徽)有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!