一种芳纶纤维增强复合材料柔性光杆及其制备装置的制作方法
本技术涉及石油开采,尤其是涉及一种芳纶纤维增强复合材料柔性光杆及其制备装置。
背景技术:
1、目前,抽油机井是目前世界上最为主要的采油方式,占比60%以上。20世纪90年代以来,我国东部各主要油田相继进入中高含水开发期。为提高采油经济效益,减少冲称损失,开发超长冲程抽油机成为目前石油开发领域一项重要的任务,目前设计开发的长冲程抽油机可以实现50m冲程,但是配套使用的柔性光杆是钢丝绳外部包覆聚四氟乙烯,钢丝绳弯曲疲劳性能差,20倍杆体直径卷盘疲劳寿命仅为3×104次,寿命<1年(每小时6冲次),钢丝绳耐腐蚀性能差,以上问题亟待解决。
技术实现思路
1、本实用新型的目的在于提供一种芳纶纤维增强复合材料柔性光杆及其制备装置,以解决现有技术中存在的至少一个上述技术问题。
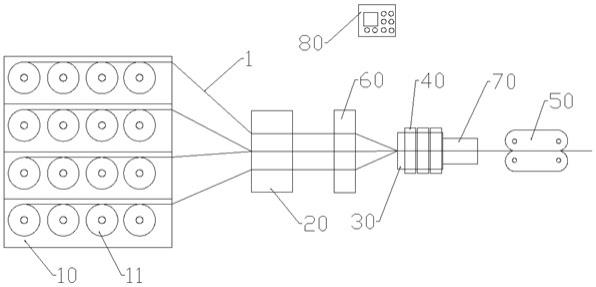
2、为解决上述技术问题,本实用新型提供的一种芳纶纤维增强复合材料柔性光杆制备装置,包括:纱架、浸润槽、成型模具、加热装置以及牵引装置;
3、多根芳纶纤维自所述纱架引出,依次经过浸润槽、成型模具(或称拉挤模具)、加热装置以及牵引装置;
4、所述浸润槽内存储有树脂,用于使得芳纶纤维浸润树脂溶液;
5、所述成型模具迫使多根所述芳纶纤维贴靠在一起且在横截面上呈规则排布;
6、所述加热装置套装在所述成型模具外,用于对成型模具内的树脂进行加热凝固,进而形成芳纶纤维增强复合材料柔性光杆;
7、所述牵引装置与所述柔性光杆连接,用于牵引着多根芳纶纤维行进。
8、进一步地,所述纱架上可转动地设置有多个线轴,所述芳纶纤维缠绕在所述线轴上。
9、进一步地,还包括压线辊,所述压线辊设置在所述浸润槽内,用于将所述芳纶纤维压入树脂溶液内。
10、进一步地,还包括第一预成型模具,第一预成型模具设置在所述浸润槽和所述成型模具之间,所述第一预成型模具上设置有多个过纱孔,所述过纱孔与所述芳纶纤维一一对应设置,芳纶纤维穿过所述过纱孔后被引入所述成型模具内。
11、进一步地,还包括第二预成型模具,第二预成型模具设置在所述第一预成型模具和所述成型模具之间,第二预成型模具上设置有引导孔,多根所述芳纶纤维通过所述引导孔后被引入所述成型模具中。
12、进一步地,所述引导孔的孔径为所述柔性光杆直径的1.5~2倍。
13、进一步地,所述第一预成型模具上设置有若干个同心圆,每个同心圆上均匀间隔设置有多个所述过纱孔。即,所述第一预成型模具上设置有若干圈所述过纱孔。优选地,第一预成型模具上设置有2-3圈所述过纱孔。
14、进一步地,所述过纱孔的孔径为3-7mm。
15、进一步地,所述过纱孔和所述引导孔的进口处设置有弧形倒角。优选地,弧形倒角的半径为2-4mm。
16、进一步地,所述成型模具由导热材料制成,中间设置有定型孔。
17、其中,树脂基体可选地为多功能团环氧树脂或聚氨酯。
18、进一步地,还包括后固化装置,所述后固化装置为由导热材料制成的柱状体,柱状体中心设置有过孔;过孔与所述定型孔对接;
19、自所述定型孔引出的所述芳纶纤维经过孔后与所述牵引装置连接;所述芳纶纤维在后固化装置内进一步冷却和定型形成所述柔性光杆。
20、进一步地,所述加热装置包括若干个加热模块,在所述定型孔的轴向上,若干个加热模块依次布设,若干个加热模块的加热温度逐级升高,用于对所述芳纶纤维逐级加热。
21、其中,芳纶纤维的固化温度为140~220℃之间,拉挤速度在0.1~0.6m/min之间;拉挤出的芳纶纤维柔性光杆进入后固化装置进行热应力处理及后固化,通过牵引装置引出,柔性光杆进行盘卷或定长切割。
22、本申请还公开一种由上述制备装置制备的芳纶纤维增强复合材料柔性光杆,在横截面上,多根所述芳纶纤维规则布设,所述芳纶纤维外包裹有树脂,以及所述芳纶纤维之间填充有树脂。
23、采用上述技术方案,本实用新型具有如下有益效果:
24、本实用新型提供的一种芳纶纤维增强复合材料柔性光杆制备装置,结构简单,便于推广应用,制成的柔性光杆品质优良,其中芳纶纤维拉伸强度3000mpa以上,杆体拉伸强度1000mpa以上,拉伸模量70mpa以上,相对现有的光杆产品使用寿命更长,成本低。
技术特征:
1.一种芳纶纤维增强复合材料柔性光杆制备装置,其特征在于,包括:纱架、浸润槽、成型模具、加热装置以及牵引装置;
2.根据权利要求1所述的柔性光杆制备装置,其特征在于,所述纱架上可转动地设置有多个线轴,所述芳纶纤维缠绕在所述线轴上。
3.根据权利要求1所述的柔性光杆制备装置,其特征在于,还包括压线辊,所述压线辊设置在所述浸润槽内,用于将所述芳纶纤维压入树脂溶液内。
4.根据权利要求1所述的柔性光杆制备装置,其特征在于,还包括第一预成型模具,第一预成型模具设置在所述浸润槽和所述成型模具之间,所述第一预成型模具上设置有多个过纱孔,所述过纱孔与所述芳纶纤维一一对应设置,芳纶纤维穿过所述过纱孔后被引入所述成型模具内。
5.根据权利要求4所述的柔性光杆制备装置,其特征在于,还包括第二预成型模具,第二预成型模具设置在所述第一预成型模具和所述成型模具之间,第二预成型模具上设置有引导孔,多根所述芳纶纤维通过所述引导孔后被引入所述成型模具中。
6.根据权利要求5所述的柔性光杆制备装置,其特征在于,所述引导孔的孔径为所述柔性光杆直径的1.5~2倍。
7.根据权利要求4所述的柔性光杆制备装置,其特征在于,所述第一预成型模具上设置有若干个同心圆,每个同心圆上均匀间隔设置有多个所述过纱孔。
8.根据权利要求1所述的柔性光杆制备装置,其特征在于,所述成型模具由导热材料制成,中间设置有定型孔。
9.根据权利要求8所述的柔性光杆制备装置,其特征在于,还包括后固化装置,所述后固化装置为由导热材料制成的柱状体,柱状体中心设置有过孔;过孔与所述定型孔对接;
10.根据权利要求8所述的柔性光杆制备装置,其特征在于,所述加热装置包括若干个加热模块,在所述定型孔的轴向上,若干个加热模块依次布设,若干个加热模块的加热温度逐级升高,用于对所述芳纶纤维逐级加热。
11.一种由权利要求1-10任一所述的柔性光杆制备装置制备的芳纶纤维增强复合材料柔性光杆,其特征在于,在横截面上,多根所述芳纶纤维规则布设,所述芳纶纤维外包裹有树脂,以及所述芳纶纤维之间填充有树脂。
技术总结
本技术提供了一种芳纶纤维增强复合材料柔性光杆及其制备装置,涉及石油开采技术领域,柔性光杆制备装置包括纱架、浸润槽、成型模具、加热装置以及牵引装置;多根芳纶纤维自所述纱架引出,依次经过浸润槽、成型模具、加热装置以及牵引装置;所述浸润槽内存储有树脂;所述成型模具迫使多根所述芳纶纤维贴靠在一起且在横截面上呈规则排布;所述加热装置套装在所述成型模具外,用于对成型模具内的树脂进行加热凝固,进而形成芳纶纤维增强复合材料柔性光杆;所述牵引装置与所述柔性光杆连接,用于牵引着多根芳纶纤维行进。本技术结构简单,便于推广应用,制成的柔性光杆品质优良,相对现有的光杆产品使用寿命更长,成本低。
技术研发人员:王瑞星,刘洋,尚胜祥,许兆宁,朱华,李强,刘英华,饶欢
受保护的技术使用者:胜利新大新材料股份有限公司
技术研发日:20230105
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!